一种柔性钢轨打磨装置及钢轨打磨车及铣磨车的制作方法
1.本发明属于轨道打磨技术领域,特别涉及一种柔性钢轨打磨装置及钢轨打磨车及铣磨车。
背景技术:
2.近年来,轨道交通飞速发展,随着提速、重载以及发车频率的日益提高,钢轨的运用情况日趋恶化。钢轨表面易产生疲劳裂纹、剥落、肥边等横断面缺陷及波浪磨耗等纵断面缺陷。钢轨轮廓及平顺性的变化对行车安全性、舒适性及经济性产生重要影响。为了改善轮轨关系,延长钢轨寿命,提高经济性和安全性对钢轨进行修复是国内外普遍采用的方式。钢轨修复按照加工方式可分为钢轨打磨、钢轨刨削、钢轨铣磨等。
3.其中,钢轨打磨分为几种,常见的第一种方式为摆动式磨削,如图1 所示,通过打磨电机或者液压马达驱动碟形砂轮进行端面磨削,在被加工表面形成沿钢轨纵向的长条型磨痕,磨痕横断面为直线,通过若干组砂轮分布在不同角度对钢轨进行浮动式磨削(控制一定的下压力),在钢轨表面形成直线包络的磨痕。该方式加工效率较高,磨头数量、角度可自由组合,实现不同轮廓加工,可实现从2磨头~96磨头的适应不同工况的打磨车产品。但是,该方式多采用刚玉类砂轮,打磨产生的火花四处飞溅,粉尘和砂轮脱落的颗粒收集效率很低,工作环境粉尘大、有火灾隐患、噪音大,不适应于地铁、隧道等线路的钢轨加工。
4.第二种钢轨打磨方式为现有已公开的高速打磨方式,通过若干组砂轮组成磨削单元,每个砂轮轴线水平,与钢轨形成锐角夹角,不带打磨动力,在列车拖行下进行被动式磨削。该方式打磨速度很高可达40km/h,但是打磨方式去除量很小,一般无法超过0.05mm,无法进行轮廓修复,无法改变既有轮廓,无法彻底去除表面缺陷,无法对轨距角出的肥边进行针对性加工。
5.请参阅专利us4396323,钢轨刨削加工方式是指自运行轨行车辆上安装钢轨廓型刨刀,在列车的驱动小刨除钢轨表面材料。该方式作业速度低,加工效率较低,表面质量差,鲜有应用。
6.钢轨铣磨车是采用圆周铣削的方式对钢轨进行加工,它通过若干组铣刀盘采用成型铣削的方式去除钢轨表面材料,消除钢轨缺陷,改善平顺性。钢轨铣磨列车具有一次铣削深度大,效率高、无火花、粉尘等,清洁性好。但是,断续式的圆周铣削方式会在钢轨表面产生残余波纹,限制了其作业速度,降低了加工后的钢轨表面粗糙度。为了改善表面粗糙度,需要配置额外的打磨抛光单元。额外的设备配置造成整车结构庞大、复杂,成本高。另外,铣削加工方式无法实现更小切削量的加工,材料去除量过多,造成材料浪费。
7.请参阅专利zl201720857526.0,该专利公开了一种成型加工装置及打磨车,采用固定轮廓的硬颗粒高效刀具(成型砂轮或者成型铣刀),沿圆周方向,对钢轨进行成型加工,高效去除材料,磨具本身不脱落,产生的碎屑可高效收集,轮廓精度高,环境清洁,去除量可从0.05mm~1mm自由调节,解决了以往方案存在的问题。但是,该方案在切削量突变时存在问题,刀具烧伤造成寿命降低,刀具成本相对较高,限制了工作效率。刀具工作速度高,噪音
大。铁屑收集率高,但是热量大,对集尘装置考验很大。
技术实现要素:
8.为了克服现有不足,本发明的目的在于提出一种采用柔性磨轮、可进行磨头角度控制和垂向进给并且能自动控制磨削量、自动补偿刀具磨耗的钢轨打磨装置和安装有该钢轨打磨装置、能够实现对钢轨进行各个角度磨削的打磨车。
9.本发明的目的是采用以下技术方案来实现。依据本发明提出的一种柔性钢轨打磨装置,包括安装在钢轨打磨车车体下部的安装架、与安装架固接的垂向板和支撑杆、进给机构、打磨单元、导轨滑块机构,进给机构包括气缸,气缸顶部安装在支撑杆上,其活塞杆底部与导轨滑块机构相连;导轨滑块机构包括滑动安装在垂向板上的滑动板,滑动板上安装有打磨单元,打磨单元有两种安装方式,第一种安装方式将多个打磨单元固定安装在滑动板上,多个打磨单元呈不同角度自由组合、每个打磨单元上柔性打磨轮处于不同的角度包络呈钢轨的轮廓,从而实现对钢轨整个轮廓的打磨;第二种安装方式是将一个打磨单元以可调节方式安装在打磨装置上,滑动板上设有转轴,打磨单元的安装支架套装在转轴上,安装支架上还设置有柔性打磨轮、驱动装置及驱动装置附属机构,该打磨装置还包括一端与安装支架铰接、另一端与滑动板铰接且能带动打磨单元绕转轴转动以使柔性打磨轮实现对钢轨不同角度的打磨的支架驱动组件。
10.进一步的,支撑板驱动组件为气缸、油缸、电推杆等。
11.进一步的,该柔性打磨装置还包括进屑口向前朝向钢轨打磨位置以抽吸打磨产生的铁屑的集尘组件。
12.进一步的,导轨滑块机构还包括安装在垂向板上的导轨和与导轨配合的滑块,滑块上固接滑动板。
13.进一步的,驱动机构为电机或液压马达,传动机构驱动装置附属机构包括用于安装驱动机构的安装支架和安装在柔性打磨轮外部、对其进行保护的砂轮防护罩。
14.进一步的,柔性打磨轮的磨粒包括:刚玉、金刚石、立方氮化硼、碳化硅、硬质合金颗粒、钛钨复合碳化物等一种或几种组合而成。
15.进一步的,一种安装有柔性钢轨打磨装置的铣磨车,打磨装置用于铣削之后的抛光作业、作为铣磨车的“磨单元”安装在铣磨车上。
16.一种柔性钢轨打磨车,包括车体,车体前端设有司机室、中间位置设置内部设有为整车提供动力的机械及电器间、后端设有与集尘组件连通、收集打磨装置打磨钢轨时候产生铁屑的集尘装置,机械及电器间下方设置有行走驱动系统和多个通过安装架安装在车底、对钢轨进行打磨的打磨装置。
17.进一步的,车体上还设置有防止打磨装置掉落到低位、确保安全的安全锁闭机构和控制各个打磨装置进行升降和精确作业的作业控制系统。借由上述技术方案,本发明的优点是:
18.1、采用柔性磨轮,采用圆周磨削(切线磨削)方式去除材料,相对于传统打磨,火花方向可控制,碎屑收集率高,作业清洁;
19.2、柔性磨削,自适应轮廓调整,轮廓圆滑过渡,不会产生打磨小平面和接刀痕,不会产生残余波纹
20.3、噪音低,不会产生钢轨烧伤;
21.4、可双向加工,不降低作业效率和精度,双向作业铁屑均可高效收集;
22.5、磨轮角度可精确控制,对钢轨特定角度进行打磨
23.6、进行磨头角度组合,可通过打磨模式控制,对钢轨整个轮廓打磨,实现轮廓修复;
24.7、相对于其他成型磨削,作业速度大幅提高。
25.8、刀具成本大大降低,效率提高,综合作业成本大幅降低;
26.9、特别适用于新线预打磨;
27.10、可对道岔和有轨电车槽型钢轨进行打磨。
28.11、解决传统打磨噪音大、易烧伤、集尘效率低、轮廓精度低、体积庞大、成本高等缺点。
29.12、该打磨装置可安装于铣磨车用于铣削之后的打磨抛光,也单独组装成为柔性打磨车,进行钢轨柔性打磨作业,可以进行新线开通前的预打磨,可用于运营线路的预防性打磨和修复性打磨。
30.上述说明仅是本发明技术方案的概述,为了能更清楚了解本发明的技术手段,而可依照说明书的内容予以实施,并且为让本发明的上述和其他目的、特征和优点能够更明显易懂,以下特举较佳实施例,并配合附图,详细说明如下。
附图说明
31.图1是本发明一种柔性钢轨打磨装置沿切线方向对钢轨进行打磨的示意图,
32.图2是本发明一种柔性钢轨打磨装置中多个打磨单元组合对钢轨进行打磨的结构示意图,
33.图3是本发明一种柔性钢轨打磨装置的结构示意图,
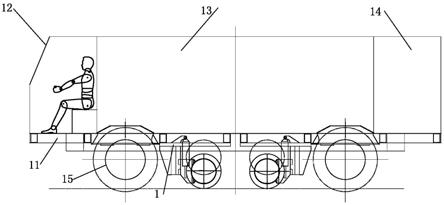
34.图4是本发明一种钢轨打磨车的结构示意图,
35.图5是本发明一种钢轨打磨装置中打磨单元以可调节方式安装的结构示意图。
36.【附图标记】
[0037]1‑
安装架,2
‑
垂向板,3
‑
进给机构,4
‑
打磨单元,5
‑
最高位,6
‑
支撑杆,7
‑
导轨滑块机构,8
‑
滑动板,9
‑
柔性打磨轮,10
‑
集尘组件,11
‑
车体,12
‑ꢀ
司机室,13
‑
机械及电器间,14
‑
集尘装置,15
‑
行走驱动系统,16
‑
转轴。
具体实施方式
[0038]
为更进一步阐述本发明为达成预定发明目的所采取的技术手段及功效,以下结合附图及较佳实施例,对依据本发明提出的一种柔性钢轨打磨装置及钢轨打磨车及铣磨车其具体实施方式、结构、特征及其功效,详细说明如后。
[0039]
在本发明的描述中,需要理解的是,术语“中心”、“纵向”、“横向”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
[0040]
实施例1:
[0041]
请参阅图1至图3,一种柔性钢轨打磨装置,包括安装架1、垂向板2、进给机构3、打磨单元4、导轨滑块机构7,垂向板2的顶部与安装架1固接,两者都是用于将整个打磨装置安装到车体上,安装架1上还固接有一个支撑杆6,支撑杆6与进给机构3相连;进给机构3包括一个气缸,气缸的缸体与支撑杆6铰接,气缸的活塞杆端部与导轨滑块机构7相连;导轨滑块机构7包括安装在垂向板2上的导轨和与导轨配合的滑块、与滑块固接的滑动板8,气缸的活塞杆与滑动板8固接,滑动板8与垂向板2滑动连接,滑动板8上还安装有打磨单元4,活塞杆的伸缩运动能够带动滑动板8 上的打磨单元4随着滑块沿导轨做竖直方向上的往返运动。
[0042]
打磨单元4包括柔性打磨轮9、驱动装置和驱动装置附属机构,驱动装置和驱动装置附属机构带动柔性打磨轮9沿切线方向对钢轨进行打磨,打磨单元4采用柔性打磨轮9相对于传统打磨火花方向可控制,碎屑收集率高;柔性磨削能自适应轮廓调整、轮廓圆滑过渡,不会产生打磨小平面和接刀痕,也不会产生残余波纹,另外采用柔性打磨轮在打磨时产生的噪音低,不会产生钢轨烧伤;柔性打磨轮9可以有多种形式,如柔性抛光轮,砂带、砂纸组合而成的打磨轮、砂带包裹下的柔性加压轮、涂覆磨粒的柔性磨轮;柔性打磨轮的磨粒包括:刚玉、金刚石、立方氮化硼、碳化硅、硬质合金颗粒、钛钨复合碳化物等一种或几种组合而成,使刀具成本大大降低;驱动装置包括动力源、传动机构,动力源为电机或者液压马达,传动机构为齿轮传动机构或带轮传动机构或其他现有传动机构;驱动装置附属机构包括安装支架和砂轮防护罩,安装支架与滑动板8固接,驱动装置、柔性打磨轮设置于安装支架上,电机或液压马达的输出轴与传动机构相连,传动机构的输出轴与柔性打磨轮9相连,安装支架上还安装有位于柔性打磨轮9外部、对柔性打磨轮进行保护的砂轮防护罩。
[0043]
该柔性钢轨打磨装置可以设置多个打磨单元4,每个打磨单元4都以固定方式安装,多个打磨单元4自由组合,将每个打磨单元4以不同的角度固定安装在滑动板8上,每个打磨单元4的柔性打磨轮9处于不同的角度,相互搭接,包络呈钢轨的轮廓,可以实现对钢轨整个轮廓的打磨,实现轮廓修复;
[0044]
请参阅图5,该打磨装置也可以只设置一个打磨单元4,打磨单元4以可调节方式安装,具体为:滑动板8上设有一转轴16,该打磨单元4包括的安装支架套装在所述转轴16上,柔性打磨轮9、驱动装置及驱动装置附属机构均设置于安装支架上;所述打磨装置还包括支架驱动组件,支架驱动组件一端与安装支架铰接、另一端与滑动板8铰接,该支撑板驱动组件可以为气缸、油缸、电推杆等,在支架驱动组件的推动下安装支架带动打磨单元4绕转轴16转动,使柔性打磨轮9实现对钢轨不同角度的打磨。
[0045]
该打磨装置还包括集尘组件10,集尘组件10进屑口向前朝向钢轨打磨位置以抽吸打磨产生的铁屑。
[0046]
实施例2:请参阅图4,一种安装若干个柔性钢轨打磨装置而组成的钢轨打磨车,该打磨车包括车体11,车体11包括位于车体11前端的司机室12、位于车体中间的机械及电器间13、以及位于车体后端的集尘装置14;机械及电器间13内设置有动力及传动装置,为整车提供动力;车体11底部两侧还设有为车体提供动力的行走驱动系统15,整车在行走驱动系统15 的带动下实现恒压力或者恒负载功率进给;位于车体11同侧的两个驱动系统15中间设置有多个柔性钢轨打磨装置,实现单向加工或双向加工,打磨装置通过安装架1和垂向板2安装于车体11上,打磨单元4产生的铁屑通过集尘组件5收集然后汇集到车体11上的集尘
装置14内,可以避免大量的粉尘散落在作业现场;该车体11上还设置有安全锁闭机构和作业控制系统,作业控制系统控制各个打磨装置进行升降和精确作业,安全锁闭机构为手动或者气缸驱动的插销,防止打磨装置掉落到低位,确保安全。打磨作业完毕后,通过进给机构3可以将打磨装置提升至最高位5,通过安全锁定机构记性锁闭。
[0047]
该打磨车可自运行,也可通过汽车或者轨道平板车运输,车体11上设置装卸单元可实现自动上下道。
[0048]
实施例3:
[0049]
一种铣磨车,该铣磨车上安装有实施例1所述的柔性钢轨打磨装置,柔性钢轨打磨装置作为铣磨车的“磨单元”,用于铣削之后的抛光作业,用于消除残余波纹。
[0050]
以上所述,仅是本发明的较佳实施例而已,任何熟悉本专业的技术人员,在不脱离本发明技术方案范围内,依据本发明的技术实质对以上实施例所做的任何简单修改、等同变化与修饰,均仍属于本发明技术方案的范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1