用于摊铺机的定位系统的制作方法
1.本公开大体上涉及摊铺操作,并且例如涉及用于摊铺机的定位系统。
背景技术:
2.摊铺机用于在期望的工作面上均匀地铺开和压实摊铺材料铺层。摊铺机通常用于摊铺道路、停车场以及需要光滑耐用表面的其他场地。摊铺机通常包括:料斗组件,其用以从供给机器(例如,拖运卡车、倾倒卡车、料堆升降机、材料转移车辆,等等)接收摊铺材料(例如,沥青和/或另一种沥青集料);以及输送机系统,其用以从料斗组件向后传输摊铺材料以排放到工作面上。螺旋钻可用于在整平组件前方的工作面上横向地铺开摊铺材料。整平组件整平并且部分地压实摊铺材料,从而使铺层具有均匀深度和光滑度。在摊铺操作期间,压实机通常跟随摊铺机,以进一步压实由摊铺机铺设的铺层。此外,一个或多个供给机器可在摊铺机与材料生产工厂之间行进,以向摊铺机提供恒定供应的新鲜摊铺材料。
3.通过供给机器将摊铺材料递送到摊铺机的速率可对摊铺操作具有显著影响。如果递送速率太慢,则摊铺机在摊铺操作期间可能耗尽摊铺材料。摊铺机可能被迫暂时停止摊铺操作,这可能在由摊铺机铺设的铺层中引入不希望的延迟和潜在的不一致。如果递送速率太快,供给机器可能在装载队列中花费更多时间等待卸载,这可能使得新的摊铺材料冷却并过早固化。在一些情况下,定位系统可用于促进摊铺操作。例如,定位系统可以跟踪供给机器相对于摊铺机的位置,以便监测向摊铺机递送摊铺材料的速率。在某些情况下,定位系统可以在摊铺机周围生成虚拟地理围栏以检测事件(例如,当供给机器靠近摊铺机并且可以递送新的摊铺材料时)。通过跟踪供给机器进入和离开地理围栏的时间,定位系统可以帮助操作员管理供给机器向摊铺机供应摊铺材料的速率。
4.在某些情况下,定位系统使用的地理围栏可以提供有限信息。如图1的现有技术实施方式100中所示,地理围栏102通常呈圆形,以摊铺机14的位置为中心,并且被布置成识别供给机器106何时处于相对于摊铺机104的装载队列108中。在某些情况下,第一地理围栏102-1可以检测供给机器106何时进入指定为作业现场的区域并触发作业现场进入事件,并且第二地理围栏102-2可以检测供给机器106何时进入指定为工作现场的区域并触发工作现场进入事件。然而,圆形地理围栏102的形状和大小可能限制定位系统可识别的供给机器106的数目。如图所示,第一地理围栏102-1可能仅能够检测作业现场内的第一供给机器106-1,并且第二地理围栏102-2可能仅能够检测工作现场内的第二供给机器106-2、第三供给机器106-3和第四供给机器106-4。现有技术的实施方式100可能无法检测可能处于装载队列108中的第五供给机器106-5、第六供给机器106-6和/或另一供给机器106。
5.因此,圆形地理围栏可能无法检测否则可用于管理摊铺操作的事件。举一个实例,摊铺操作的操作员可能希望考虑在装载队列中的所有供给机器,使得操作员可以更准确地跟踪供给机器的相应等待时间。通过更准确的等待时间,操作员可能能够更准确地监测摊铺材料的过早固化。尽管扩大圆形地理围栏的圆周可有助于识别更多事件(例如,涉及供给机器相对于地理围栏的进入和离开),但使用较大圆形地理围栏提供的信息可能不太精细、
不太准确和/或需要额外处理。在某些情况下,圆形地理围栏可能错误地识别不相关事件(例如,供给机器在与摊铺材料的递送速率无关的方向上的进入或离开)。通过此类地理围栏提供的信息可能是不准确的、误导性的,并且不必要地消耗否则可以用于其它过程的计算和/或网络资源。
6.durst于2009年6月8日提交的美国公开号2010/0312599(“599出版物”)中公开了一种使用地理围栏测量工作现场处的机器生产率的解决方案。’599出版物公开了一种用于测量机器生产率的系统和方法。’599出版物公开了一种数字地图,其表示工作现场或工作现场的至少一部分。’599出版物公开了数字地图上的地理围栏,其中地理围栏表示数字地图上的区域的子部分。’599出版物公开了可以测量特定机器离开地理围栏区域然后随后进入地理围栏区域的次数以确定机器的生产率。然而,’599出版物没有公开与可改变方向或航向的移动机器(例如,摊铺机)相关联的地理围栏。此外,’599出版物没有公开以被配置成识别相对于摊铺机的事件(例如,相对于摊铺机的料斗组件的供给机器的进入或离开)的方式并入相关联摊铺机的方向或航向信息的地理围栏。
7.本公开的定位系统克服了上述一个或多个缺点。
技术实现要素:
8.根据一些实施方式,方法可包括:由装置接收对应于摊铺机的位置的位置数据;由所述装置基于所述位置数据确定所述摊铺机的航向和行进速度;由所述装置生成对应于与所述摊铺机相关联的区域的非圆形地理围栏,所述非圆形地理围栏具有设置在所述摊铺机的位置处的锚固点,基于所述摊铺机的航向和行进速度,相对于所述摊铺机来定位和定向所述非圆形地理围栏;由所述装置接收对应于供给机器相对于所述摊铺机的位置的位置数据;由所述装置基于所述供给机器的位置与所述非圆形地理围栏之间的比较来确定所述供给机器的状态;以及由所述装置基于所述供给机器的状态使得动作被执行。
9.根据一些实施方式,装置可以包括一个或多个存储器;和通信地耦合到所述一个或多个存储器的一个或多个处理器,所述一个或多个处理器被配置成:确定摊铺机的位置;确定所述摊铺机的航向;生成对应于所述摊铺机的非圆形地理围栏,所述非圆形地理围栏具有设置在所述摊铺机的位置处的锚固点,所述非圆形地理围栏在基于所述摊铺机的航向的方向上从所述锚固点延伸;确定供给机器相对于所述摊铺机的位置;基于所述供给机器的位置与所述非圆形地理围栏之间的比较确定所述供给机器的状态;以及基于所述供给机器的状态使得动作被执行。
10.根据一些实施方式,工作机器可以包括框架;联接到所述框架的料斗组件;和控制单元,所述控制单元被配置成:确定所述摊铺机的位置,确定所述摊铺机的航向和行进速度,生成对应于所述摊铺机的非圆形地理围栏,所述非圆形地理围栏具有设置在所述摊铺机的位置处的锚固点,且所述非圆形地理围栏基于所述摊铺机的航向和行进速度相对于所述摊铺机来定位和定向,确定供给机器相对于所述摊铺机的位置,基于所述供给机器的位置与所述非圆形地理围栏之间的比较确定所述供给机器的状态,以及基于所述供给机器的状态使得动作被执行。
附图说明
11.图1是用于摊铺机的定位系统的现有技术的实施方式的图。
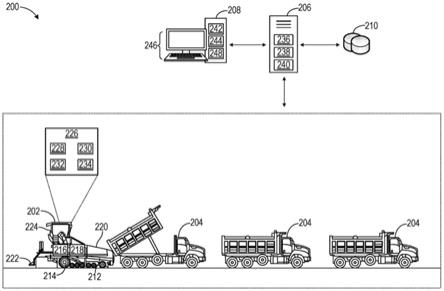
12.图2是用于本文描述的摊铺机的示例定位系统的图。
13.图3a-3b是用于本文描述的摊铺机的定位系统的示例实施方式的图。
14.图4a-4d是用于本文描述的摊铺机的定位系统的示例实施方式的图。
15.图5是用于定位摊铺机的示例过程的流程图。
具体实施方式
16.图2是本文描述的示例性定位系统200的图。如图2所示,定位系统200可包括摊铺机202、供给机器204、管理平台206、控制站208、网络存储装置210和/或被配置成促进在工作现场处执行的摊铺操作的另一装置。定位系统200可以用来跟踪相对于现场计划的摊铺操作进度。摊铺机202可以被配置成从供给机器204(例如,拖运卡车、倾倒卡车、料堆升降机、材料转移车辆等)接收摊铺材料(例如,沥青和/或另一种沥青集料),并根据现场计划(例如,根据目标铺层厚度、目标铺层宽度、目标铺层长度和/或要执行的摊铺操作的另一规格)用摊铺材料摊铺工作表面。一个或多个供给机器204可以从材料生产工厂获取新鲜的摊铺材料,并且沿着相对于摊铺机202的装载队列排列以向摊铺机202供应摊铺材料。操作员可以协调供给机器204的行程,以最少停止和延迟向摊铺机202提供恒定供应的摊铺材料。
17.在一些实施方式中,定位系统200可以提供和/或支持监测服务,该监测服务接收与工作现场处的摊铺操作有关的信息,确定摊铺操作状态,并将摊铺操作进度提供至工作现场的操作员。在一些实例中,定位系统200可以工作现场的数字模型(例如,二维数字模型和/或三维数字模型)的形式提供与摊铺操作进度有关的信息。数字模型可以使用图像数据、地图数据和/或生产率数据(例如,由摊铺机202、供给机器204、管理平台206、控制站208和/或网络存储装置210提供)的组合来生成,这些数据被间歇性、周期性和/或连续实时地更新。监测服务和/或由监测服务提供的信息可经由控制站208(例如,移动装置、计算机等等)而可由摊铺机202的本地操作员、供给机器204的本地操作员和/或监测服务的订户(例如,远程操作员、现场组长、管理员等等)访问。
18.在一些实施方式中,定位系统200可以包括与管理平台206和/或网络存储装置210交互的多个摊铺机202、多个供给机器204和/或多个控制站208。在一些实例中,定位系统200可包括与摊铺机202、供给机器204和/或控制站208交互的多个管理平台206和/或多个网络存储装置210。定位系统200可以与手动操作的摊铺机202和/或供给机器204、和/或自主地或半自主地操作的摊铺机202和/或供给机器204一起使用。例如,定位系统200可以用于基于摊铺机202和/或供给机器204的位置数据来引导、导航和/或控制摊铺机202和/或供给机器204,协调与工作现场相关联的数据,协调与现场计划相关联的数据等等。在一些实例中,摊铺机202和/或供给机器204可以从本地操作员,经由控制站208从远程操作员和/或从定位系统200的另一装置接收引导、导航和/或控制信息。
19.如图2中还示出的,摊铺机202包括框架212、牵引元件214、发动机216、发电机218、料斗组件220、整平组件222、操作员室224和控制单元226。牵引元件214可包括联接到框架212且由发动机216驱动的轮或履带。发动机216可以包括柴油发动机、汽油发动机、天然气发动机、混合发动机、电动机和/或配置成驱动牵引元件214的另一动力源。发电机218可联
接到发动机216,并且被构造成将电力供应到料斗组件220、整平组件222和/或控制单元226。料斗组件220可联接到框架212,并且被构造成将供给机器204供应的摊铺材料传输至整平组件222。整平组件222可联接到框架212,并且被构造成将摊铺材料分配并压实到工作面上作为具有期望厚度和期望宽度的基本上均匀的铺层。操作员室224可以联接到框架212,并且被构造成支撑摊铺机202的操作员,并且包括使操作员能够控制摊铺机202的操作的一个或多个部件。
20.控制单元226包括处理器228、存储器230、用户界面232和通信装置234。处理器228以硬件、固件和/或硬件和能够被编程以执行与摊铺机202和/或定位系统200相关联的功能的软件的组合实施。存储器230包括随机存取存储器(ram)、只读存储器(rom)和/或另一类型的动态或静态存储装置,其存储待由处理器228执行的信息和/或指令。用户界面232包括输入装置和输出装置。输入装置可以使摊铺机202的操作员能够指定指令、命令和/或用于操作摊铺机202的另一操作参数。输出装置可以使摊铺机202的操作员能够跟踪摊铺机202和/或供给机器204的位置,跟踪供给机器204相对于工作现场和/或摊铺机202的位置,监测供给机器204的状态,跟踪摊铺操作相对于现场计划的进度,访问与摊铺操作相关联的事件和/或通知等。
21.通信装置234包括局域网(lan)部件(例如,以太网部件)、无线局域网(wlan)部件(例如,wi-fi部件)、射频(rf)通信部件(例如,蓝牙部件)、定位部件(例如,全球定位系统(gps)部件、全球导航卫星系统(gnss)部件)等等。通信装置234可以使得能够与供给机器204、管理平台206、控制站208和/或网络存储装置210通信。例如,通信装置234可以使得处理器228能够接收和/或传输对应于摊铺机202相对于工作现场和/或供给机器204的位置的位置数据,和/或对应于供给机器204相对于工作现场和/或摊铺机202的位置的位置数据。在一些实例中,通信装置234可以使处理器228能够接收和/或传输与供给机器204的状态、现场计划、相对于现场计划的摊铺操作的进度、与摊铺操作相关联的事件和/或通知等有关的信息。通信装置234可以使得处理器228能够直接和/或间接地经由管理平台206与供给机器204、控制站208和/或网络存储装置210通信。
22.如图2中还示出的,管理平台206包括处理器236、存储器238和通信装置240。处理器236以硬件、固件和/或硬件和能够被编程以执行与摊铺机202和/或定位系统200相关联的功能的软件的组合实施。存储器238可包括随机存取存储器(ram)、只读存储器(rom)和/或另一类型的动态或静态存储装置,其存储将由处理器236执行的信息和/或指令。通信装置240包括lan部件、wlan部件、rf通信部件、定位部件等等。通信装置240可以使处理器236能够接收和/或传输与摊铺机202的位置、供给机器204的位置、供给机器204的状态、现场计划、相对于现场计划的摊铺操作的进度、与摊铺操作相关联的事件和/或通知等有关的信息。在一些实例中,通信装置240可以使得信息能够在摊铺机202、供给机器204、控制站208和/或网络存储装置210之间交换。
23.如图2中还示出的,控制站208包括处理器242、存储器244、用户界面246和通信装置248。处理器242以硬件、固件和/或硬件和能够被编程以执行与摊铺机202和/或定位系统200相关联的功能的软件的组合实施。存储器244可包括随机存取存储器(ram)、只读存储器(rom)和/或另一类型的动态或静态存储装置,其存储将由处理器242执行的信息和/或指令。用户界面246包括输入装置和输出装置。输入装置可以使摊铺机202的远程操作员能够
指定指令、命令和/或用于操作摊铺机202的另一操作参数。输出装置可以使摊铺机202的远程操作员能够跟踪摊铺机202相对于工作现场和/或供给机器204的位置,跟踪供给机器204相对于工作现场和/或摊铺机202的位置,监测供给机器204的状态,跟踪摊铺操作相对于现场计划的进度,访问与摊铺操作相关联的事件和/或通知等。
24.通信装置248包括lan部件、wlan部件、rf通信部件、定位部件等等。通信装置248可以使得能够与摊铺机202、供给机器204、管理平台206和/或网络存储装置210通信。例如,通信装置248可以使得处理器242能够接收和/或传输与摊铺机202相对于工作现场和/或供给机器204的位置、供给机器204相对于工作现场和/或摊铺机202的位置、供给机器204的状态、现场计划、摊铺操作相对于现场计划的进度、与摊铺操作相关联的事件和/或通知等有关的信息。在一些实例中,通信装置248可以使得处理器242能够直接和/或间接地经由管理平台206与摊铺机202、供给机器204和/或网络存储装置210通信。另外或替代地,通信装置248可使得控制站208能够充当管理平台206的用户界面。
25.如图2中还示出,网络存储装置210包括能够存储、处理和/或路由信息的一个或多个装置。网络存储装置210可以包括例如服务器装置、存储数据结构的装置、云计算环境或数据中心中的装置,等等。在一些实例中,网络存储装置210可包括通信接口,其允许网络存储装置210从摊铺机202、供给机器204、管理平台206、控制站208和/或与定位系统200相关联的另一装置接收信息和/或将信息传输到摊铺机、供给机器、管理平台、控制站和/或与定位系统相关联的另一装置。在一些实例中,网络存储装置210可以存储与摊铺机202和/或定位系统200有关的信息。例如,网络存储装置210可以用来存储与摊铺机202的位置、供给机器204的位置、供给机器204的状态、现场计划、相对于现场计划的摊铺操作的进度、与摊铺操作相关联的事件和/或通知等有关的信息,并且使得摊铺机202、供给机器204、管理平台206和/或控制站208能够访问这些信息。
26.如上所述,提供图2作为实例。其它实例可以与结合图2描述的实例不同。
27.图3a-3b是本文描述的定位系统200的示例实施方式300的图。如图3a中所示,定位系统200可以使用非圆形(例如,呈矩形、另一细长多边形、细长椭圆等的形状)的地理围栏302来跟踪相对于摊铺机202的装载队列。如下文进一步详细描述的,地理围栏302可基于在给定时间(例如,t1-t7)的摊铺机202的位置而定位。然而,如图3a中所展示,仅基于摊铺机202的位置定位地理围栏302可能不足以有效地检测在相对于摊铺机202的装载队列中的供给机器204。例如,在摊铺机202的工作路径304弯曲和/或另外方向变化的情况下,地理围栏302可能不与工作路径304对准,并且因此无法有效地检测可能处于装载队列中的供给机器204。因此,定位系统200还可以提供一机构,通过该机构,根据摊铺机202的航向(例如,摊铺机202的移动方向、相对于摊铺机202的旋转轴线的方向等)和摊铺机202的行进速度定向地理围栏302。
28.如图3b中所示,定位系统200可以基于摊铺机202的位置定位地理围栏302,并且还基于摊铺机202的航向和摊铺机202的行进速度来定向地理围栏302。如下文进一步详细描述的,可以基于摊铺机202的位置变化、摊铺机202相对于摊铺机202的旋转轴线的移动方向等导出摊铺机202的航向。在一些实例中,可以至少部分地基于工作路径304的方向(例如,如果工作路径304的方向对定位系统200是已知的)来确定摊铺机202的航向。地理围栏302的取向可根据摊铺机202的航向排列,使得地理围栏302在给定时间与供给机器204的装载
队列的预期方向对准。在一些实例中,可以基于摊铺机202的位置的改变速率等来确定摊铺机202的行进速度。与图1的现有技术实施方式100的圆形地理围栏102不同,例如,本文所述的非圆形地理围栏302使得装载队列中的更多(如果不是全部)供给机器204能够被定位系统200检测,并且由此使得能够更高效地管理摊铺操作。
29.图4a-4d是本文描述的定位系统200的示例实施方式400的图。如图4a中并且通过附图标记402所示,可以操作摊铺机202以沿着工作路径404在箭头406所示的方向上摊铺。相应地,装载有摊铺材料的一个或多个供给机器204可以沿着相对于摊铺机202的装载队列排列。如图4a中的实例所示,供给机器204可以相对于摊铺机202的料斗组件220定位,并且以使得供给机器204能够根据需要快速地重新填充摊铺机202的摊铺材料的方式定向。在一些实例中,可以协调供给机器204以与摊铺机202一起行进且接近于该摊铺机(例如,在摊铺机202的前面并距摊铺机保持阈值距离),以便减少与将摊铺材料转移到摊铺机202相关联的停机时间。当摊铺机202摊铺材料开始减少时,可以操作负载队列的第一供给机器204(例如,最靠近摊铺机202的供给机器204)以将摊铺材料卸载到摊铺机202的料斗组件220上。
30.在一些实施方式中,供给机器204可以在摊铺机202是固定时被操作以转移摊铺材料。在一些实例中,供给机器204可以在摊铺机202处于运动时被操作以转移摊铺材料,从而进一步降低停机时间。可操作未装载的供给机器204以离开装载队列,行进到材料生产设备,获取更多摊铺材料,并且返回到装载队列的末端。同时,可以操作装载队列的下一供给机器204(例如,最靠近摊铺机202)以随摊铺机202移动并且接近摊铺机,并且在需要时准备将摊铺材料转移到摊铺机202。摊铺机202和/或供给机器204可以以这种方式继续操作,直到摊铺操作完成为止。管理摊铺操作的操作员可以使用定位系统200和/或由定位系统200提供的监测服务来管理由供给机器204提供的摊铺材料的递送速率(例如,通过管理供给机器204从材料生产工厂获取摊铺材料的速率、部署的供给机器204的数目,等等)。
31.在所公开的本发明的一个实施例中,多个供给机器204可以在装载队列中等待将摊铺材料卸载到摊铺机202上,其中多个供给机器204中的每一个的头部可以指向背离摊铺机202的头部的方向,并且其中多个供给机器204中的每一个的头部和尾部定位在摊铺机202的旋转轴线上。此外,除了装载队列中的第一供给机器204(例如,最靠近摊铺机202)之外,装载队列中的给定供给机器204的头部在给定供给机器204前方的供给机器204的尾部后方。同样,除了装载队列中的最后一个供给机器204(例如,最远离摊铺机202)之外,在装载队列中给定供给机器204后方的供给机器204的头部可以在给定供给机器204的尾部后方。有利地并且如下文进一步详细描述,虚拟非圆形(例如,矩形)地理围栏边界的放置和方向可以被配置成捕获在装载队列中等待的多个供给机器204中的每一个。
32.如图4b中并且通过附图标记408所示,定位系统200(例如,经由控制单元226、管理平台206和/或控制站208)可以被配置成接收对应于摊铺机202的位置的位置数据。例如,定位系统200可以间歇地、周期性地和/或连续地实时地经由通信装置234(例如,经由gps部件、gnss部件、rf部件等)接收摊铺机202的位置数据。位置数据可以接收为地理坐标、距工作现场的标志的相对距离、距供给机器204和/或另一摊铺机202的相对距离等。在一些实例中,定位系统200可以确定摊铺机202的航向。例如,定位系统200可以基于摊铺机202的位置的改变(例如,基于位置数据的两个或更多个连续条目之间的比较)来确定航向。定位系统200可以就指示摊铺机202的行进方向(例如,经由箭头406的方向)的地理坐标矢量来定义
摊铺机202的航向。
33.在一些实施中,定位系统200可以基于摊铺机202的位置和摊铺机202的工作路径404来确定摊铺机202的航向。例如,定位系统200可以基于与工作现场相关联的现场计划来确定工作路径404的方向,基于位置数据确定摊铺机202相对于工作路径404的位置,并且确定摊铺机202的航向(例如,基于摊铺机202的航向与工作路径404的方向对准的假设)。在一些实例中,定位系统200可以使用可在摊铺机202上可用的感测装置(例如,加速度计、陀螺仪、磁力计、惯性测量单元(imu)等)来确定摊铺机202的航向。附加地或替代地,定位系统200可以确定摊铺机202的行进速度(例如,基于摊铺机202的位置的改变速率,基于由感测装置提供的信息,等等)。在此类情况下,摊铺机202的航向可以指示摊铺机202的行进速度(例如,经由箭头406的长度)。
34.如图4b中还所示的,定位系统200可以生成对应于与摊铺机202相关联的感兴趣区域(例如,对应于料斗组件220、装载队列等的区域)的虚拟地理围栏410。地理围栏410可包括一组地理坐标,该组地理坐标限定围绕摊铺机202和装载队列中的供给机器204的非圆形边界(例如,呈矩形、另一细长多边形、细长椭圆形状等的边界)。地理围栏410可以被配置成具有设置在摊铺机202的位置处的锚固点,并且在至少部分地基于摊铺机202的航向的方向上从锚固点延伸。例如,地理围栏410可以实际上固定到锚固点,但允许围绕锚固点旋转以与摊铺机202的航向、一个或多个供给机器204的位置、工作路径404的方向等对准。在一些实例中,地理围栏410的尺寸可以基于摊铺机202的属性、供给机器204的属性、工作路径404的属性等固定和/或可变。
35.在一些实施中,定位系统200可以生成具有尺寸的地理围栏410,该尺寸足以检测在相对于摊铺机202的装载队列中的供给机器204。例如,可以基于摊铺机202的尺寸、供给机器204的尺寸、装载队列中的供给机器204的数目等来限定地理围栏410的长度和/或宽度。在一些实例中,地理围栏410可配置有可变位置和/或尺寸,该可变位置和/或尺寸基于摊铺机202的行进速度、摊铺材料的组成、摊铺材料的固化时间、环境温度、工作路径404的状况、工作路径404的配置(例如,坡度和/或另一尺寸)、材料生产工厂与摊铺机202之间的距离、和/或可影响递送速率的另一因素来调整。在一些实例中,定位系统200可相对于地理围栏410的长度限定偏心设置的锚固点(例如,位于地理围栏410的长度的一半内,大约设置在地理围栏410的长度的0-45%之间,等等)。附加地或替代地,定位系统200可以相对于地理围栏410的宽度限定偏心设置的锚固点。
36.如图4c中并且通过附图标记412所示,定位系统200可以被配置成接收对应于供给机器204相对于摊铺机202和/或工作现场的位置的位置数据。例如,定位系统200可经由gps部件、gnss部件、rf部件和/或可与供给机器204相关联的另一通信装置(例如,经由供给机器204的通信装置、供给机器204的操作员的移动装置等)接收供给机器204的位置数据。供给机器204的位置数据可以间歇性地、周期性地和/或连续地实时接收。供给机器204的位置数据可以接收为地理坐标、距工作现场的标志的相对距离、距摊铺机202和/或另一供给机器204的相对距离等。在一些实例中,类似于上文结合摊铺机202所描述的,定位系统200可以确定供给机器204相对于摊铺机202和/或工作现场的航向。
37.在一些实施方式中,定位系统200可以基于供给机器204的位置与地理围栏410之间的比较来确定供给机器204的状态。例如,如果确定供给机器204在由地理围栏410限定的
边界内,定位系统200可以确定供给机器204在装载队列中并且可用于将摊铺材料供应到摊铺机202。如果确定供给机器204在由地理围栏410限定的边界之外,定位系统200可以确定供给机器204不在装载队列中,无法将摊铺材料供应到摊铺机202,行进到材料生产工厂,从材料生产设备返回等等。在一些实例中,定位系统200可以基于供给机器204何时进入或离开地理围栏410来确定供给机器204的状态。例如,定位系统200可以在供给机器204进入地理围栏410时确定供给机器204已进入装载队列,并且可用于供应摊铺材料,或者在供给机器204离开地理围栏410时确定供给机器204已完成将摊铺材料转移到摊铺机202,并且空载。
38.如图4d中并且通过附图标记414所示,定位系统200可以基于供给机器204的状态而使得动作被执行。例如,定位系统200可以基于供给机器204的状态生成生产率数据(例如,与工作现场的摊铺操作的进度有关的信息)。定位系统200可以将生产率数据作为监测服务的一部分提供,所述监测服务可由工作现场的操作员和/或监测服务的另一订户访问。生产率数据可以由摊铺机202的本地操作员(例如,经由控制单元226的用户界面232)、供给机器204的本地操作员(例如,经由可以是机载供给机器204的用户界面和/或供给机器204的操作员的移动装置的用户界面)和/或远程操作员(例如,经由控制站208的用户界面246)访问。生产率数据可以使操作员能够管理摊铺材料的递送速率(例如,管理供给机器204从材料生产工厂获取摊铺材料的速率、部署的供给机器204的数目,等等)。
39.在一些实施方式中,生产率数据可包括在相对于摊铺机202的装载队列中的供给机器204的数目,在前往材料生产工厂途中以获取摊铺材料的供给机器204的数目,供给机器204相对于摊铺机202和/或装载队列的估计到达时间,由供给机器204承载的摊铺材料量,已摊铺的摊铺材料的总量,在途摊铺材料的总量,剩余的摊铺材料量,摊铺操作中剩余的估计时间量,和/或与摊铺操作的进度有关的其它信息。在一些实例中,生产率数据可以以文本格式、视觉格式(例如,经由进度条、图形、表格、图标和/或另一视觉注释)、可听格式等提供。在一些实例中,生产率数据可以作为数字覆盖提供(例如,对应于可叠加在数字图像和/或工作现场和/或现场计划的数字地图上的生产率数据的注释层)。生产率数据可以间歇、周期性和/或连续地实时更新。
40.在一些实施方式中,定位系统200可以生成对应于供给机器204的状态的事件。例如,事件可包括与供给机器204进入地理围栏410的时间、供给机器204离开地理围栏410的时间等有关的信息。在一些实例中,事件可包括基于供给机器204的状态生成的生产率数据。附加地或替代地,定位系统200可以基于供给机器204的状态变化和/或相关联生产率数据的变化来生成事件。事件可以被存储(例如,控制单元226的存储器230中、管理平台206的存储器238中、控制站208的存储器244中和/或网络存储装置210中)且使得本地操作员、远程操作员和/或由定位系统200提供的监测服务的另一订户可访问。在一些实例中,定位系统200可以基于供给机器204的状态、相关联事件和/或相关联生产率数据生成通知。通知可以传达到本地操作员、远程操作员和/或监测服务的另一订户。
41.以这种方式,并且与现有技术不同,定位系统200可以使得操作员能够相对于摊铺机202监测更多数量的供给机器204。因此,定位系统200可以使得能够更准确地确定将摊铺材料递送到摊铺机202的速率。例如,操作员可以使用生产率数据来确定递送速率是否落后或超过摊铺机202在给定时刻的摊铺步伐。如果递送速率落后于摊铺机202的步伐,则操作
员可以部署更多供给机器204,指示供给机器204的操作员增加递送速率等。如果递送速率超过摊铺机202的步伐,则操作员可以解散供给机器204,指示供给机器204的操作员降低递送速率等。在一些实例中,定位系统200可以基于生产率数据计算递送速率,将递送速率与摊铺机202的步伐进行比较,并将自动通知传送至供给机器204的操作员以调整递送速率。
42.如上面指示的,图4a-4d作为例子提供。其它实例可以与结合图4a-4d描述的不同。
43.图5是用于定位摊铺机的示例性过程500的流程图。图5的一个或多个过程方框可以由管理平台(例如,定位系统200的管理平台206)和/或由与管理平台分开或包括管理平台的另一部件或一组部件(例如,摊铺机202的控制单元226、控制站208、网络存储装置210和/或定位系统200的另一装置)执行。
44.如图5中示出的,过程500可包括接收与摊铺机的位置对应的位置数据(方框502)。例如,如上所述,管理平台(例如,使用处理器236、存储器238、通信装置240等)可以接收对应于摊铺机的位置的位置数据。
45.如图5中还示出的,过程500可包括基于位置数据确定摊铺机的航向(方框504)。例如,如上所述,管理平台(例如,使用处理器236、存储器238、通信装置240等)可以基于位置数据确定摊铺机的航向。
46.如图5中还所示的,过程500可包括生成对应于与摊铺机相关联的区域的非圆形地理围栏,该非圆形地理围栏具有设置在摊铺机的位置处的锚固点,非圆形地理围栏在基于摊铺机的航向的方向上从锚固点延伸。(方框506)。例如,如上所述,管理平台(例如,使用处理器236、存储器238、通信装置240等)可以生成对应于与摊铺机相关联的区域的非圆形地理围栏。非圆形地理围栏可具有设置在摊铺机的位置处的锚固点。非圆形地理围栏可在基于摊铺机的航向的方向上从锚固点延伸。
47.如图5中还示出的,过程500可包括接收与供给机器相对于摊铺机的位置对应的位置数据(方框508)。例如,如上所述,管理平台(例如,使用处理器236、存储器238、通信装置240等)可以接收对应于供给机器相对于摊铺机的位置的位置数据。
48.如图5中还所示的,过程500可包括基于供给机器的位置与非圆形地理围栏之间的比较来确定供给机器的状态(方框510)。例如,如上所述,管理平台(例如,使用处理器236、存储器238、通信装置240等)可以基于供给机器的位置与非圆形地理围栏之间的比较来确定供给机器的状态。
49.如图5中还示出的,过程500可包括基于供给机器的状态来使得动作被执行(方框512)。例如,如上所述,管理平台(例如,使用处理器236、存储器238、通信装置240,等等)可以基于供给机器的状态来使得动作被执行。
50.过程500可包括对结合图5描述的那些实施方式的变化和/或附加的实施方式,诸如任何单个实现方式或本文其他地方描述的实施方式的任何组合。尽管图5示出了过程500的示例性框,但是在一些实例中,与图5中描绘的那些框相比,过程500可以包括额外的框、更少的框、不同的框或不同布置的框。附加地或备选地,可并行执行过程500的两个或更多个框。
51.工业适用性
52.本文所述的定位系统(例如,定位系统200)可以用于促进摊铺操作。例如,定位系统可以提供可以由摊铺操作的操作员(例如,现场组长、现场管理员、现场监督员等)使用的
监测服务,以跟踪和管理摊铺操作。操作员可以经由基于web的应用程序、本机应用程序和/或另一接口使用移动装置、计算机和/或另一客户端装置访问由定位系统提供的监测服务。除其他外,操作员可以使用监测服务来跟踪摊铺机在工作现场内的位置,跟踪供给机器相对于摊铺机、相关作业现场和/或相关工作现场的位置,确定由供给机器传送的摊铺材料的递送速率,管理供给机器从材料生产工厂获取摊铺材料的速率,和/或管理供给机器将摊铺材料递送到摊铺机的速率。此外,操作员可以使用定位系统和/或监测服务以确保摊铺材料的递送速率是最优的(例如,不太慢以致造成延迟,也不太快以致造成在途的摊铺材料的过早固化)。
53.在摊铺操作期间,定位系统可跟踪摊铺机的位置(例如,基于从摊铺机的定位部件接收的位置数据)。基于位置数据,定位系统可以确定摊铺机的航向和行进速度。可以基于摊铺机的位置变化、相对于摊铺机的旋转轴线的移动方向等来确定摊铺机的航向。可以基于摊铺机的位置的变化速率来确定摊铺机的行进速度。在一些实例中,可以基于可在摊铺机上可用的一个或多个感测装置(例如,加速度计、陀螺仪、磁力计、imu等)来确定摊铺机的航向和/或行进速度。定位系统可以基于在给定时间的摊铺机的航向和行进速度生成相对于摊铺机定位和定向的非圆形地理围栏(例如,矩形地理围栏)。因此,不同于现有技术的圆形地理围栏,本文中所描述的非圆形地理围栏使得能够检测在相对于摊铺机的装载队列中的更多数量的供给机器。
54.定位系统还跟踪供给机器相对于地理围栏的位置,以监测在摊铺机的装载队列中进入、离开或等待的供给机器。特别地,如果供给机器进入地理围栏,定位系统触发事件(例如,作业现场进入事件、工作现场进入事件等)以通知操作员供给机器已进入装载队列并且正等待卸载新鲜的摊铺材料。如果供给机器离开地理围栏,定位系统触发事件(例如,作业现场离开事件、工作现场离开事件等)以通知操作员供给机器已离开装载队列,并且在前往材料生产工厂途中以获取更多摊铺材料。基于由定位系统和/或监测服务识别的事件,操作员可能能够评估递送速率,将递送速率与摊铺机的生产率进行比较,并且根据需要调整递送速率。在一些实例中,定位系统和/或监测服务可以为操作员自主地或半自主地分析并管理递送速率。
55.因此,并且与现有技术实施例中不同,本文中所描述的定位系统提供较大量的可靠信息且使得能够更准确地评估摊铺操作。例如,通过至少部分地基于摊铺机的航向来延长和对准非圆形地理围栏,定位系统能够更可靠地识别进入或离开摊铺机的装载队列的更多数量的供给机器。通过提供装载队列中的供给机器的更准确计算,定位系统能够提供与摊铺材料的递送速率有关的更准确评估。另外,通过提供对摊铺操作的更准确的评估,定位系统使操作员能够更有效地管理摊铺操作,并节省否则可能被不必要地消耗的资源(例如,燃料、电力和/或其它资源)。此外,通过提供更有效的摊铺操作,定位系统使操作员能够在更短的时间内完成摊铺操作,减少摊铺机和供给机器的不必要的运行时间和磨损,并提高整体生产率。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1