一种铝合金桥跨的复合滑道及其安装方法与流程
1.本发明属于应急机械化桥梁装备技术领域,特别涉及一种机械化桥桥跨的复合滑道。
背景技术:
2.目前在应急桥梁装备领域,我国的平推式机械化桥已经相对成熟,但其桥跨材料都采用高强钢,还没有铝合金材质桥跨。究其原因,带滑道型的机械化桥的桥跨,在架设时,架设架滚轮与桥跨滑道处的接触应力很大,销齿对桥跨滑道上部的接触部位的挤压应力也很大,同类型的钢制桥跨的滑道选用材料的屈服强度都在1000mpa左右,而国内焊接性好的铝合金屈服强度不大于300mpa。受制于国内铝合金强度的限制,国内带滑道型铝合金桥跨的机械化桥还没有开始研制。
技术实现要素:
3.本发明的目的是:为解决铝合金桥跨滑道接触应力不足和挤压强度不够的难题,本发明提供一种铝合金桥跨的复合滑道。
4.本发明的技术方案是:一种铝合金桥跨的复合滑道,包括:桥跨滑道、滑道加强板和销齿座加强板;
5.所述桥跨滑道采用铝合金材质,与滚轮接触面为腔型结构;在所述桥跨滑道与滚轮接触面上设置滑道加强板,在销齿与所述桥跨滑道接触部位的最外端设有销齿座加强板,以提高接触面的强度。
6.在上述方案的基础上,进一步的,所述滑道加强板折弯成槽型,嵌入所述桥跨滑道与滚轮接触面的腔体中。
7.在上述方案的基础上,进一步的,槽型滑道加强板由两个l型加强板对接后形成。
8.在上述方案的基础上,进一步的,滑道加强板与该腔体为过盈配合,上、中、下处分别通过上翼板螺柱、腹板螺柱、下翼板螺柱连接。具体的,上翼板螺柱、下翼板螺柱安装在桥跨滑道的中部靠外侧。
9.在上述方案的基础上,进一步的,销齿座加强板也选用轻质高强材料,销齿座加强板通过螺钉与桥跨滑道连接。
10.此外,本发明提供铝合金桥跨的复合滑道中滑道加强板的安装方法,令槽型滑道加强板的高度尺寸为h,宽度尺寸为b,单位均为mm;
11.首先用折弯机制作两个l型加强板,然后通过数控机床加工l型加强板的尺寸,使其宽度尺寸b=b,高度尺寸h=(h/2-1)mm;
12.然后将两个l型加强板相对放置在铝合金桥跨滑道中,然后分别采用螺柱将两个l型加强板与铝合金桥跨滑道固接,此时两个l型加强板的相对端面之间具有间隙;
13.在两个l型加强板相对端面的间隙处施焊,使两个l型加强板形成一个完整的槽型滑道加强板;最后打磨槽型滑道加强板内部高出表面的焊缝。
14.有益效果:
15.本发明解决了铝合金桥跨滑道接触应力不足和挤压强度不够的难题,在同等跨度和承载能力下,铝合金桥跨重量比钢制的更轻。
附图说明
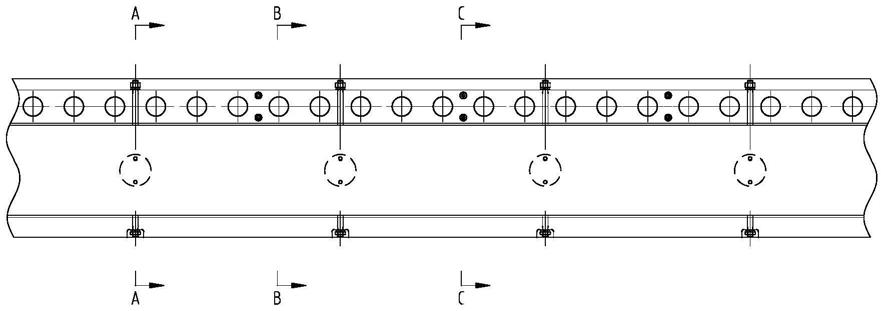
16.图1是本发明的结构示意图;
17.图2是图1中aa处剖面图;
18.图3是图1中bb处剖面图;
19.图4是图1中cc处剖面图;
20.图5为槽型滑道加强板的结构示意图;
21.图6为l型加强板的结构示意图;
22.图7为两个l型滑道加强板安装后的结构示意图;
23.图8为两个l型滑道加强板焊接后的结构示意图;
24.其中:1-桥跨滑道、2-滑道加强板、3-上翼板螺柱、4-腹板螺柱、5-下翼板螺柱、6-销齿、7-销齿座加强板、8-螺钉。
具体实施方式
25.下面结合附图和实施例,对本发明做进一步的详细说明。
26.实施例1:
27.本实施例提供一种铝合金桥跨的复合滑道,参见附图1,桥跨滑道1采用铝合金材质,在桥跨滑道1与滚轮接触面上设置滑道加强板2,在销齿6与桥跨滑道1接触部位的最外端设有销齿座加强板7(因销齿6与桥跨滑道1接触面的最外端上的挤压应力最大),以提高接触面的强度。
28.本例中,桥跨滑道1采用6系列以上铝合金挤压成型,桥跨滑道1与滚轮接触面为腔型结构。
29.本例中,滑道加强板2采用屈服强度大于600mpa的轻质高强材料,如轻质高强钢、钛合金等。安装时,将滑道加强板2折弯成槽型(如采用槽型钢),嵌入桥跨滑道1与滚轮接触面的腔体中,滑道加强板2与该腔体为过盈配合,上、中、下处分别通过上翼板螺柱3、腹板螺柱4、下翼板螺柱5连接,最终达到滑道加强板2和桥跨滑道1腔体紧密连接的目的。具体的,上翼板螺柱3、下翼板螺柱5安装在桥跨滑道1的中部靠外侧。
30.本例中,销齿座加强板7也选用轻质高强材料,销齿座加强板7通过螺钉8与桥跨滑道1连接,达到与桥跨滑道1连接的目的。
31.销齿6与桥跨滑道1的固定方法为:销齿6设计成退台式,穿过铝合金桥跨滑道1上的销齿座并一直延伸到桥跨滑道1的腹板,保证了销齿6根部受力最小。在销齿6小端部位加工有螺纹孔,通过螺母固定,保证了销齿6与桥跨滑道1的轴向固定。
32.实施例2:
33.在上述实施例1的基础上,进一步给出滑道加强板2的安装方法。
34.首先给出滑道加强板2的安装方法:
35.轻质高强材料的滑道加强板2和铝合金材质的桥跨滑道1能否紧密连接是复合技
术成败的关键。首先需要要求轻质高强材料制作的滑道加强板2(如采用槽型钢)的高度尺寸h和宽度尺寸b的尺寸精度要求在1mm以内,如图5所示。如果滑道加强板2的高度尺寸h与桥跨滑道1槽内开档高度尺寸超过1mm的偏差,滑道加强板2和铝合金桥跨滑道1就不能达到紧密配合的目的。
36.桥跨滑道1的长度通常都在十米以上,轻质高强材料的屈服强度很高,不能通过轧制成型,而用大型折弯机制作槽型滑道加强板2时,槽型滑道加强板2的高度尺寸h偏差都在2mm以上。本方案中,为保证槽型滑道加强板2的尺寸精度,在制作槽型滑道加强板2时,先用折弯机制作两个l型加强板,如图6所示,然后通过数控机床加工l型加强板的尺寸,使其宽度尺寸b=b,高度尺寸h=(h/2-1)mm,由于两个l型钢的高度之和与桥跨滑道1的高度有2mm的间隙,因此能够很容易把l型加强板放置在桥跨滑道1中。然后用螺柱穿过l型加强板和铝合金型材桥跨滑道1的螺栓孔,把螺柱的一端焊接在l型加强板上,另外一端通过螺母拧紧,使l型加强板(如l型钢)与铝合金型材桥跨滑道1紧密连接,如图7所示,此时两个l型加强板的高度方向之间具有2mm间隙。最后在两个l型加强板的高度方向之间的缝隙处施焊,使两个l型加强板形成一个完整的槽型滑道加强板2,如图8所示。接着把槽型滑道加强板2内部高出表面的焊缝打磨掉。
37.具体步骤如下:
38.(1)用折弯机制作2个l型加强板,然后通过数控机床加工l型钢的尺寸,使其宽度尺寸b=b,高度尺寸h=h/2-1mm。
39.(2)将两个l型加强板放置在铝合金桥跨滑道1中,用螺柱穿过l型加强板和铝合金型材桥跨滑道1的螺栓孔,把螺柱的一端焊接在l型加强板上,另外一端通过螺母拧紧,使l型加强板(如l型钢)与铝合金型材桥跨滑道1紧密连接。
40.(3)在两个l型加强板的拼接处的缝隙处施焊,使两个ll型加强板形成一个完整的槽型滑道加强板2。接着把槽型滑道加强板2内部高出表面的焊缝打磨掉。
41.虽然,上文中已经用一般性说明及具体实施例对本发明作了详尽的描述,但在本发明基础上,可以对之作一些修改或改进,这对本领域技术人员而言是显而易见的。因此,在不偏离本发明精神的基础上所做的这些修改或改进,均属于本发明要求保护的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1