一种路桥衔接施工工艺的制作方法
1.本技术涉及路桥施工技术领域,尤其是涉及一种路桥衔接施工工艺。
背景技术:
2.在桥梁施工过程中,由于桥梁和路基之间存在刚度的差异,通常需要在路基与桥梁的衔接处设置过渡段,以解决桥梁与路基的不均匀沉降产生的桥头跳车问题。
3.工程中最普遍的处理办法是设置搭板,搭板的一端搁置在桥台上,另一端和路堤连接。一般,路桥衔接施工工艺主要包括以下步骤:清理场地、搭板位置定位、绑扎搭板钢筋、混凝土浇筑、搭板养护、打磨等。对搭板打磨时,通常是通过人工推动打磨机沿搭板的长度方向往复移动进行工作,由于搭板面积较大,使得工人劳动强度较大。
技术实现要素:
4.为在一定程度上减轻工人的劳动强度,本技术提供一种路桥衔接施工工艺。
5.本技术提供的一种路桥衔接施工工艺采用如下的技术方案:一种路桥衔接施工工艺,包括以下步骤:步骤1、平整场地;步骤2、搭板位置定位;步骤3、绑扎搭板钢筋、安装模板;步骤4、搭板混凝土浇筑;步骤5、打磨表面:采用打磨装置对搭板的表面进行打磨,其中,打磨装置包括用于分别可拆卸设置在搭板两侧模板上的安装架,两侧所述安装架上均滑动设置有第一安装块,所述第一安装块的滑动方向平行于搭板的长度方向,两侧所述第一安装块之间设置有导向杆,所述导向杆上滑动设置有第二安装块,所述第二安装块的滑动方向垂直于第一安装块的滑动方向,所述第二安装块上设置有用于对搭板打磨的打磨机本体,所述安装架上设置有用于驱使对应第一安装块往复滑动的驱动件,所述安装架上设置有触发机构,所述触发机构用于使第一安装块滑动至安装架端部时带动第二安装块滑动。
6.通过采用上述技术方案,将两侧安装架分别安装至搭板两侧的模板上,通过驱动件驱使第一安装块往复滑动,使导向杆带动第二安装块和打磨机本体沿搭板的长度方向往复滑动进行打磨,当第一安装块带动打磨机本体移动至搭板长度方向上的端部时,触发机构带动第二安装块沿导向杆的长度方向滑动,从而调节打磨机本体在搭板宽度上的位置,有助于对整个搭板进行打磨,无需工人推着打磨机本体来回移动,在一定程度上节省人力,同时工作人员不易受到打磨机本体打磨时扬尘的危害,也无需在第一安装块滑动至搭板端部时人工调节第二滑块在导向杆上的位置,为工人的操作提供便利,节省人力。
7.优选的,所述驱动件包括转动设置在安装架上的往复丝杠和设置在安装架上的电机,所述往复丝杠的转动轴线平行于第一安装块的滑动方向,所述第一安装块螺纹连接在对应的往复丝杠上,所述电机用于驱使往复丝杠转动。
8.通过采用上述技术方案,启动电机,电机驱使往复丝杠转动,往复丝杠带动第一安装块进行往复滑动,使第一安装块带动导向杆和第二安装块同步滑动,从而有助于使打磨机本体沿搭板的长度方向往复滑动对搭板的表面连续进行打磨,无需工人反复推动,一定程度上减轻工人劳动强度。
9.优选的,所述触发机构包括丝杆、第一齿轮、第二齿轮、第三齿轮和设置在两侧安装架上的传动组件,所述丝杆转动设置在两侧第一安装块之间,所述丝杆的转动轴线平行于第二安装块的滑动方向,所述第二安装块螺纹连接在丝杆上,所述第一齿轮套设在丝杆的一端,所述第二齿轮套设在丝杆远离第一齿轮的一端,所述第三齿轮转动设置在靠近第二齿轮一侧的第一安装块上,所述第三齿轮和第二齿轮啮合,所述传动组件用于使第一安装块滑动至安装架的一端时带动第一齿轮转动,滑动至安装架另一端时带动第三齿轮转动。
10.通过采用上述技术方案,第一安装块带动第二安装块上的打磨机本体移动至搭板一端时,通过传动组件使第一齿轮转动,第一齿轮带动丝杆转动,从而调节第二安装块和打磨机本体在搭板宽度上的位置,有助于连续对搭板进行打磨,节省人力;第一安装块带动第二安装块和打磨机本体移动至搭板另一端时,传动组件带动第三齿轮转动,第三齿轮朝向和第一齿轮相反的方向转动,带动第二齿轮朝向和第一齿轮相同的转动方向进行转动,第二齿轮带动丝杆转动,使第二安装块继续朝向同一方向移动,从而使得第一安装块滑动至搭板端部时,第二安装块能够带动打磨机本体朝向同一方向移动,无需工人在中途反复进行调节,节省人力。
11.优选的,所述传动组件包括分别滑动设置在两侧安装架上的齿条、滑动设置在齿条上的铁块、设置在第一安装块上的磁铁、设置在安装架上的第一推动件和设置在齿条上的第二推动件,两侧所述齿条分别位于安装架长度方向的两端,靠近所述第一齿轮一侧安装架上的齿条用于和第一齿轮啮合,靠近所述第三齿轮一侧安装架上的齿条用于和第三齿轮啮合,所述第一齿轮和第三齿轮均位于对应齿条的上方,所述齿条的滑动方向沿竖直方向设置,所述第一推动件用于推动齿条向上移动,所述铁块的滑动方向平行于第一安装块的滑动方向,所述磁铁位于铁块下方,所述磁铁用于吸附铁块带动对应的齿条向下移动,所述第二推动件用于推动对应铁块朝向远离第一安装块的方向滑动。
12.通过采用上述技术方案,第一安装块带动第一齿轮朝向靠近第一齿轮一侧的齿条移动时,第一齿轮逐渐和对应的齿条啮合,第一齿轮沿对应的齿条滚动,进而实现第一齿轮的转动,有助于使丝杆带动第二安装块移动,调节打磨机本体的位置;第一安装块带动磁铁移动至对应铁块位置下方时,磁铁吸附铁块带动齿条下移,使第一齿轮和对应的齿条脱离;接着第一安装块带动打磨机本体反向移动,使第三齿轮朝向靠近对应齿条的方向滑动,此时磁铁带动铁块朝向靠近第一安装块的方向移动,使第一齿轮和对应的齿条保持脱离状态,第一齿轮从对应齿条的上方移出后,第一安装块带动磁铁和铁块脱离,通过第一推动件推动齿条上移进行复位,第二推动件推动铁块朝向远离第一安装块的方向移动,进行复位;第一安装块带动第三齿轮移动至对应齿条处时,使第三齿轮沿对应的齿条滚动,第三齿轮带动第二齿轮朝向和第一齿轮相同的转动方向转动,靠近第三齿轮的第一安装块上的磁铁移动至对应铁块下方时,磁铁吸附铁块带动齿条下移,使第三齿轮和对应齿条脱离,然后第一安装块带动第三齿轮朝向远离对应齿条的方向滑动,磁铁拉动铁块向靠近第一安装块的
方向滑动,使第三齿轮和齿条保持脱离状态,使第三齿轮不易发生不必要的转动,第三齿轮从对应齿条的上方移开后,磁铁和铁块脱离,第一推动件推动齿条上移复位,第二推动件推动铁块复位,为打磨机本体连续对搭板进行打磨提供便利。
13.优选的,所述第一推动件包括用于推动齿条向上移动的第一弹簧,所述第一弹簧的一端设置在安装架上,另一端设置在齿条上,所述第一弹簧的推动力小于磁铁和铁块之间的吸附力。
14.通过采用上述技术方案,通过第一弹簧推动齿条上移,有助于使齿条复位,为下次第一齿轮和第三齿轮分别与对应齿条的啮合提供便利,有助于使第一安装块移动至搭板端部时,能够带动丝杆朝向同一方向转动,调节打磨机本体在搭板宽度上的位置,无需工人间歇对第二安装块的位置进行调节,有助于减轻工人劳动强度。
15.优选的,所述第二推动件包括用于推动对应铁块朝向远离第一安装块的方向滑动的第二弹簧,所述第二弹簧的一端设置在齿条上,另一端设置在铁块上,所述第二弹簧的推动力小于磁铁和铁块之间的吸附力。
16.通过采用上述技术方案,通过第二弹簧推动铁块朝向远离第一安装块的方向滑动,有助于使铁块复位,为磁铁下次吸附铁块带动齿条向下滑动提供便利,有助于使第一齿轮和第三齿轮与对应的齿条脱离。
17.优选的,所述安装架上滑动设置有承接块,所述承接块位于对应安装架上齿条的下方,所述承接块朝向靠近或远离对应齿条的方向滑动,所述承接块用于支撑对应的齿条,与所述承接块同侧的第一安装块上设置有用于推动承接块朝向远离对应齿条的方向滑动的推动杆,所述安装架上设置有用于推动承接块朝向靠近对应齿条的方向滑动的复位件。
18.通过采用上述技术方案,通过复位件推动承接块朝向靠近齿条的方向滑动,使承接块和齿条的底壁抵接,进而对齿条具有一定的支撑作用,使第一齿轮和第三齿轮与对应的齿条啮合时,齿条不易发生不必要的滑动;当第一齿轮和第三齿轮与对应的齿条啮合,转动一定圈数后,第一安装块上的推动杆推动承接块朝向远离对应齿条的方向滑动,使承接块和对应齿条脱离,从而有助于第一安装块上的磁铁吸附铁块带动齿条向下移动。
19.优选的,所述复位件包括用于推动承接块朝向靠近对应齿条的方向滑动的第三弹簧,所述第三弹簧的一端设置在安装架上,另一端设置在承接块上。
20.通过采用上述技术方案,通过第三弹簧推动承接块朝向靠近对应齿条的方向滑动,承接块对齿条具有一定的支撑和限位作用,使第一齿轮和第三齿轮在与对应齿条啮合时,齿条不易发生不必要的滑动,保证啮合效果。
21.优选的,所述安装架的长度大于搭板的长度。
22.通过采用上述技术方案,有助于使第二滑块带动打磨机本体移动时位于搭板外,从而有效保证对搭板边缘处的打磨效果。
23.综上所述,本技术包括以下有益技术效果:将两侧安装架分别安装至搭板两侧的模板上,通过驱动件驱使第一安装块往复滑动,使导向杆带动第二安装块和打磨机本体沿搭板的长度方向往复滑动进行打磨,当第一安装块带动打磨机本体移动至搭板长度方向上的端部时,触发机构带动第二安装块沿导向杆的长度方向滑动,从而调节打磨机本体在搭板宽度上的位置,有助于对整个搭板进行打磨,无需工人推着打磨机本体来回移动,在一定程度上节省人力,同时工作人员不易受到打
磨机本体打磨时扬尘的危害,也无需在第一安装块滑动至搭板端部时人工调节第二滑块在导向杆上的位置,为工人的操作提供便利,节省人力。
附图说明
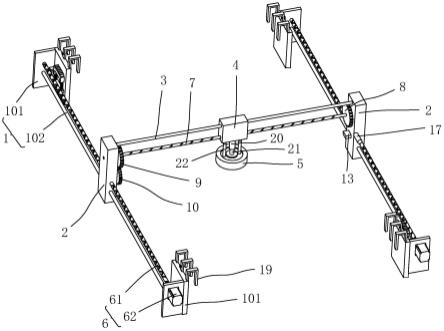
24.图1是本技术实施例的整体结构示意图。
25.图2是本技术实施例的整体结构示意图。
26.图3是本技术实施例的整体结构剖视图。
27.图4是图3中a部分的放大图。
28.附图标记说明:1、安装架;101、安装板;102、固定杆;2、第一安装块;3、导向杆;4、第二安装块;5、打磨机本体;6、驱动件;61、往复丝杠;62、电机;7、丝杆;8、第一齿轮;9、第二齿轮;10、第三齿轮;11、齿条;12、铁块;13、磁铁;14、第一弹簧;15、第二弹簧;16、承接块;17、推动杆;18、第三弹簧;19、挂钩;20、螺纹套筒;21、螺杆;22、第一伸缩杆;23、第二伸缩杆;24、台板;25、滑块;26、滑槽;27、导向筒。
具体实施方式
29.以下结合附图1-4对本技术作进一步详细说明。
30.本技术实施例公开一种路桥衔接施工工艺。路桥衔接施工工艺,包括以下步骤:步骤1、平整场地;步骤2、搭板位置定位;步骤3、绑扎搭板钢筋、安装模板;步骤4、搭板混凝土浇筑;步骤5、打磨表面:采用打磨装置对搭板的表面进行打磨,参照图1和图2,其中,打磨装置包括用于分别可拆卸设置在搭板两侧模板上的安装架1,安装架1包括相对设置的两个安装板101和固定连接在两侧安装板101之间的固定杆102,安装板101的横截面为l形,固定杆102的长度方向平行于搭板的长度方向,搭板的长度方向为搭板靠近桥梁一侧至搭板靠近路面一侧的延伸方向,有助于使固定杆102的长度方向与搭板的反向坡度一致,固定杆102的长度大于搭板的长度;在本实施例中,安装板101位于模板远离搭板的一侧,安装板101上固定连接有3个挂钩19,挂钩19用于挂接在模板上,挂钩19上螺纹穿设有螺栓,螺栓用于抵紧在对应的模板上,在其他实施例中,挂钩19和螺栓可替换为滑动穿设在安装板101上的插销,插销用于穿设在模板上,采用插销的方式同样能够实现安装架1与模板之间的可拆卸。
31.参照图2,两侧固定杆102上均滑动套设有第一安装块2,第一安装块2的滑动方向平行于搭板的长度方向,第一安装块2顶壁高于模板的顶壁,两侧第一安装块2之间固定连接有导向杆3,导向杆3的长度方向垂直于第一安装块2的滑动方向,导向杆3上滑动套设有第二安装块4,第二安装块4的滑动方向垂直于第一安装块2的滑动方向,第二安装块4的底壁转动设置有螺纹套筒20,螺纹套筒20的转动轴线沿竖直方向设置,螺纹套筒20内螺纹连接有螺杆21,螺杆21远离螺纹套筒20的一端固定安装有用于对搭板打磨的打磨机本体5,打磨机本体5和第二安装块4之间设置有第一伸缩杆22,第一伸缩杆22的延伸方向平行于螺纹套筒20的转动轴线,有助于为打磨机本体5的滑动进行导向;安装板101上设置有用于驱使
对应第一安装块2往复滑动的驱动件6,搭板两侧的安装架1上设置有触发机构,触发机构用于使第一安装块2滑动至固定杆102端部时带动第二安装块4滑动。
32.参照图2,为便于驱使第一安装块2往复滑动,驱动件6包括转动设置在同一侧安装板101之间的往复丝杠61和固定安装在一侧安装板101上的电机62,往复丝杠61的转动轴线平行于第一安装块2的滑动方向,第一安装块2螺纹连接在对应的往复丝杠61上,往复丝杠61和对应电机62的输出轴同轴固定。
33.当需要对搭板的表面进行打磨时,将安装板101上的挂钩19挂接在模板上,转动挂钩19上的螺栓,使螺栓和模板抵紧,实现安装架1和模板之间的相对固定;接着转动螺纹套筒20,螺纹套筒20驱使螺杆21带动打磨机本体5移动至和搭板的表面抵接,使打磨机本体5位于搭板靠近模板一侧的端部;然后启动电机62,电机62驱使往复丝杠61转动,往复丝杠61带动第一安装块2沿固定杆102的长度方向滑动,带动第二安装块4和打磨机本体5沿搭板的长度方向滑动,当第一安装块2带动打磨机本体5移动至搭板长度方向上的另一端时,通过触发机构带动第二安装块4滑动,从而对打磨机本体5在搭板宽度上的位置进行调整,以此往复,带动打磨机本体5往复滑动,使打磨机本体5对搭板的表面连续进行打磨,需中途进行调节,在一定程度上减轻工人劳动强度,同时使打磨时产生的扬尘不易危害工人的健康。固定杆102的长度大于搭板的长度,使得第二安装块4带动打磨机本体5移动时,打磨机本体5位于搭板外,从而有效保证对搭板边缘处的打磨效果。
34.参照图2和图3,为便于使第一安装块2滑动至固定杆102端部时,带动第二滑块25滑动,触发机构包括丝杆7、第一齿轮8、第二齿轮9、第三齿轮10和设置在两侧安装架1上的传动组件,丝杆7转动设置在两侧的第一安装块2之间,丝杆7的转动轴线平行于第二安装块4的滑动方向,丝杆7位于模板上方,第二安装块4螺纹连接在丝杆7上,第一齿轮8固定套设在丝杆7的一端,第一齿轮8位于模板远离搭板的一侧,第二齿轮9固定套设在丝杆7远离第一齿轮8的一端,第二齿轮9位于模板远离搭板的一侧,第三齿轮10转动设置在靠近第二齿轮9一侧的第一安装块2上,第三齿轮10位于第二齿轮9下方,第三齿轮10和第二齿轮9啮合,第一齿轮8、第二齿轮9和第三齿轮10的齿数相同,有助于使第二安装块4每次移动相等距离;传动组件用于使第一安装块2滑动至固定杆102一端时带动第一齿轮8转动,第一安装块2滑动至固定杆102另一端时带动第三齿轮10转动,第一齿轮8和第三齿轮10的转动方向相反。
35.参照图2和图4,传动组件包括滑动设置在搭板两侧安装板101上的齿条11、滑动设置在齿条11上的铁块12、设置在第一安装块2上的磁铁13、设置在安装架1上的第一推动件和设置在齿条11上的第二推动件,两侧齿条11分别位于固定杆102长度方向的两端,即两侧的齿条11斜对称设置,齿条11位于第一安装块2靠近模板的一侧,两个齿条11相互靠近的一侧和搭板靠近的一端齐平,齿条11的滑动方向沿竖直方向设置,齿条11的长度方向平行于固定杆102的长度方向,齿条11的底壁固定有第二伸缩杆23,第二伸缩杆23的伸缩方向平行于齿条11的滑动方向,在本实施例中,第二伸缩杆23设置有2个,齿条11所在的安装板101上固定有台板24,台板24位于齿条11下方,第二伸缩杆23远离对应齿条11的一端固定在台板24上,第二伸缩杆23的设置有助于为齿条11的滑动进行导向;靠近第一齿轮8一侧安装板101上的齿条11用于和第一齿轮8啮合,靠近第三齿轮10一侧安装板101上的齿条11用于和第三齿轮10啮合,第一齿轮8和第三齿轮10均位于对应齿条11的上方,第一推动件用于推动
齿条11向上移动,铁块12横跨齿条11,铁块12的长度方向垂直于齿条11的长度方向,铁块12的滑动方向平行于第一安装块2的滑动方向,铁块12的顶壁固定有滑块25,滑块25的纵截面为t形,齿条11的底壁开设有和滑块25滑动配合的滑槽26,使得滑块25不易从滑槽26内脱落,第一安装块2上的磁铁13位于铁块12下方,磁铁13用于吸附铁块12带动对应的齿条11向下移动,第二推动件用于推动对应的铁块12朝向远离第一安装块2的方向滑动。
36.参照图2和图4,第一推动件包括用于推动齿条11向上移动的第一弹簧14,第一弹簧14的延伸方向平行于齿条11的滑动方向,第一弹簧14和第二伸缩杆23一一对应,第一弹簧14活动套设在对应的第二伸缩杆23外,第一弹簧14的一端固定连接在台板24顶壁上,另一端固定连接在齿条11底壁,第一弹簧14的推动力小于磁铁13和铁块12之间的吸附力。
37.参照图2和图4,第二推动件包括用于推动对应铁块12朝向远离第一安装块2的方向滑动的第二弹簧15,第二弹簧15的延伸方向平行于铁块12的滑动方向,第二弹簧15位于铁块12靠近第一安装块2的一侧,第二弹簧15的一端固定在齿条11底壁,另一端固定连接在铁块12靠近第一安装块2的一侧上,第二弹簧15的推动力小于磁铁13和铁块12之间的吸附力。
38.当第一安装块2带动丝杆7上的第一齿轮8朝向靠近与第一齿轮8对应齿条11的方向滑动时,第一齿轮8和对应的齿条11逐渐啮合,第一安装块2继续靠近的过程中,使第一齿轮8沿对应的齿条11滚动,从而使得第一齿轮8带动丝杆7转动,丝杆7驱使第二安装块4带动打磨机本体5沿搭板的宽度方向滑动一定距离,有助于调节打磨机本体5在搭板宽度上的位置,以便于连续对搭板上的其他位置进行打磨;接着第一安装块2上的磁铁13移动至齿条11上的铁块12下方,磁铁13吸附铁块12带动齿条11下移,压缩第一弹簧14,使第一齿轮8和对应的齿条11脱离;接着第一安装块2带动第一齿轮8朝向远离对应齿条11的方向滑动,即带动丝杆7上的第三齿轮10朝向靠近第三齿轮10对应齿条11的方向滑动,此时磁铁13带动铁块12朝向靠近第一安装块2的方向滑动,使第二弹簧15压缩,由于此时第一齿轮8和对应的齿条11为脱离状态,使第一齿轮8不易发生不必要的转动,当第一安装块2带动第一齿轮8从对应的齿条11上方移开后,第一安装块2带动磁铁13继续移动,使磁铁13和铁块12脱离,接着第一弹簧14推动齿条11向上移动进行复位,第二弹簧15推动铁块12向远离第一安装块2的方向滑动,进行复位,进而有助于第一安装块2再次带动第一齿轮8和对应的齿条11啮合。
39.当第一安装块2带动丝杆7上的第三齿轮10滑动至与第三齿轮10同侧的齿条11处时,第三齿轮10和对应的齿条11逐渐啮合,第一安装块2继续靠近的过程中,使第三齿轮10沿对应的齿条11滚动,此时第三齿轮10的转动方向与第一齿轮8转动时的方向相反,第三齿轮10带动第二齿轮9转动,使得第二齿轮9的转动方向和第一齿轮8的转动方向相同,即可带动丝杆7驱使第二安装块4和打磨机本体5沿搭板的宽度方向继续滑动一定距离,从而继续调节打磨机本体5在搭板宽度上的位置;接着第一安装块2上的磁铁13移动至齿条11上的铁块12下方,磁铁13吸附铁块12带动齿条11下移,使第三齿轮10和对应的齿条11脱离;接着第一安装块2带动第三齿轮10往远离对应齿条11的方向滑动,此时磁铁13带动铁块12朝向靠近第一安装块2的方向滑动,第二弹簧15压缩,使第三齿轮10和对应的齿条11保持脱离状态,使第三齿轮10不易发生不必要的转动,当第一安装块2带动第三齿轮10从对应的齿条11上方移开后,第一安装块2带动磁铁13继续移动,使磁铁13和铁块12脱离,接着第一弹簧14推动齿条11向上移动进行复位,第二弹簧15推动铁块12向远离第一安装块2的方向滑动,进
行复位,进而有助于第一安装块2再次带动第三齿轮10靠近对应的齿条11时,能够同样使第三齿轮10和对应齿条11啮合,便于对打磨机本体5的位置进行调节,以此往复实现连续对搭板进行打磨。
40.参照图2和图4,安装板101靠近齿条11的一侧固定设置有导向筒27,导向筒27内滑动设置有承接块16,承接块16的滑动方向平行于第一安装块2的滑动方向,承接块16位于对应齿条11的下方,承接块16的横跨齿条11,使得承接块16的宽度大于齿条11的宽度,承接块16位于铁块12下方,承接块16朝向靠近或远离对应齿条11的方向滑动,承接块16用于支撑对应的齿条11,与承接块16同侧的第一安装块2靠近承接块16的一侧固定有用于推动承接块16朝向远离齿条11的方向滑动的推动杆17,导向筒27内设置有用于推动承接块16朝向靠近对应齿条11的方向滑动的复位件,复位件包括用于推动承接块16朝向靠近对应齿条11的方向滑动的第三弹簧18,第三弹簧18的延伸方向平行于承接块16的滑动方向,第三弹簧18的一端固定连接在导向筒27底壁,另一端固定连接在承接块16远离对应齿条11的一侧,承接块16和齿条11侧壁之间的摩擦力小于第一弹簧14的推力。
41.当第一安装块2带动第一齿轮8和第三齿轮10朝向固定杆102的端部移动时,第一齿轮8或第三齿轮10与对应的齿条11啮合时,承接块16对对应的齿条11进行支撑和限位,使齿条11不易发生不必要的滑动;接着第一安装块2带动推动杆17推动承接块16远离对应的齿条11,使承接块16从对应齿条11的下方移出,然后第一安装块2带动磁铁13移动至铁块12下方,磁铁13吸附铁块12带动齿条11下移,使承接块16和齿条11的侧壁抵接;当第一安装块2远离齿条11时,齿条11上移,第三弹簧18推动承接块16滑动至齿条11下方,继续对齿条11进行支撑和限位。
42.本技术实施例的实施原理为:当需要对搭板的表面进行打磨时,将安装板101上的挂钩19挂接在模板上,转动挂钩19上的螺栓,使螺栓和模板抵紧,实现安装架1和模板之间的相对固定;接着转动螺纹套筒20,螺纹套筒20驱使螺杆21带动打磨机本体5移动至和搭板的表面抵接,此时打磨机本体5位于靠近第一齿轮8一侧的模板远离同侧齿条11的端部;然后启动电机62,电机62驱使往复丝杠61转动,往复丝杠61带动第一安装块2沿固定杆102的长度方向滑动,第一安装块2带动导向杆3、第二安装块4和打磨机本体5朝向靠近和第一齿轮8同侧的齿条11的方向滑动,第一齿轮8靠近对应齿条11时,逐渐和对应的齿条11啮合,且沿对应的齿条11滚动,此时第一齿轮8带动丝杆7转动,丝杆7驱使第二安装块4带动打磨机本体5朝向靠近第二齿轮9的方向滑动一定距离,从而调节了打磨机本体5在搭板宽度上的位置;接着第一安装块2上的推动杆17和齿条11下方的承接块16抵接,并将承接块16推出齿条11下方;然后第一安装块2带动磁铁13移动至铁块12下方,磁铁13吸附铁块12带动齿条11下移,压缩第一弹簧14,使第一齿轮8和对应的齿条11脱离,此时承接块16在第三弹簧18的推动下和对应齿条11的侧壁抵接;接着第一安装块2带动第一齿轮8往远离对应齿条11的方向滑动,磁铁13带动铁块12朝向靠近第一安装块2的方向滑动,压缩第二弹簧15,使第一齿轮8和对应的齿条11保持脱离状态,第一齿轮8不易发生不必要的转动,然后当第一安装块2带动第一齿轮8从对应的齿条11上方移开后,第一安装块2带动磁铁13继续移动,使磁铁13和铁块12脱离,然后第一弹簧14推动齿条11向上移动进行复位,第二弹簧15推动铁块12向远离第一安装块2的方向滑动,进行复位,第三弹簧18推动承接块16滑动至对应齿条11的下方,进行复位,使第一安装块2再次带动第一齿轮8靠近对应的齿条11时,能够同样使第一齿
轮8和对应的齿条11啮合,便于对打磨机本体5的位置进行调节。
43.当第一安装块2朝向靠近和第三齿轮10同侧的齿条11滑动时,第三齿轮10和对应的齿条11逐渐啮合,并沿对应的齿条11滚动,此时第三齿轮10的转动方向与第一齿轮8转动时的方向相反,使得第二齿轮9的转动方向和第一齿轮8的转动方向相同,即可带动丝杆7转动继续驱使第二安装块4带动打磨机本体5向靠近第二齿轮9的方向滑动一定距离;接着第一安装块2上的推动杆17将承接块16推出齿条11下方,然后第一安装块2带动磁铁13移动至对应铁块12的下方,磁铁13吸附铁块12带动齿条11下移,压缩第一弹簧14,使第三齿轮10和对应的齿条11脱离;接着第一安装块2带动第三齿轮10往远离对应齿条11的方向滑动,此时磁铁13带动铁块12朝向靠近第一安装块2的方向滑动,使第二弹簧15压缩,当第一安装块2带动第三齿轮10从对应的齿条11上方移开后,第一安装块2带动磁铁13和铁块12脱离,接着第一弹簧14推动齿条11向上移动进行复位,第二弹簧15推动铁块12向远离第一安装块2的方向滑动,进行复位,第三弹簧18推动承接块16移动至对应齿条11的下方,进行复位,使得第一安装块2再次带动第三齿轮10靠近对应的齿条11时,能够同样使第三齿轮10和对应的齿条11啮合,以此往复,实现连续对搭板进行打磨,无需中途进行调节,在一定程度上减轻工人劳动强度。
44.以上均为本技术的较佳实施例,并非依此限制本技术的保护范围,故:凡依本技术的结构、形状、原理所做的等效变化,均应涵盖于本技术的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1