一种超高性能混凝土梯度复合结构及其制备方法与流程
1.本技术涉及建筑材料技术领域,特别涉及一种超高性能混凝土梯度复合结构及其制备方法。
背景技术:
2.由于水泥混凝土道面相比沥青混凝土道面具有强度高、耐磨性及耐久性好、维养成本低等特点,我国军民用机场80%以上使用水泥混凝土道面。然而,随着我国机场大/超大飞机的数量及客货吞吐量的快速增加,高频次、大载重的飞机起降对机场道面造成的负荷和损害日趋加剧,机场水泥混凝土道面服役安定性和寿命均出现了显著的下降和缩短,现代航空业对机场水泥混凝土道面提出了更高的性能需求。
3.超高性能混凝土具有超高的力学性能和耐久性能,可以很好地满足现代机场对水泥混凝土道面性能提升的新需求。然而,直接利用普通超高性能混凝土修建机场道面仍面临诸多难题:1)超高性能混凝土自身收缩较大,易形成收缩微裂缝,在飞机起降反复冲击下会加速裂缝扩展和贯穿,导致结构破坏;2)超高性能混凝土中钢纤维在机轮对道面表面磨耗过程中易暴露出来,从而对飞机轮胎造成损伤,导致潜在的安全隐患;3)超高性能混凝土材料成本高,约为普通混凝土的10倍,高昂的建造成本极大制约了其在机场道面领域的推广应用。
4.基于此,开发一种适用于机场道面,具有耐冲击性、强度高,低成本的超高性能混凝土结构具有重要技术创新性和实用价值。
技术实现要素:
5.本技术实施例提供一种超高性能混凝土梯度复合结构及其制备方法,以解决相关技术中超高性能混凝土存在耐冲击性低、成本高、服役寿命、耐久性短的问题。
6.本技术提供的技术方案具体如下:
7.第一方面,本技术提供了一种超高性能混凝土梯度复合结构,依次包括第一超高性能混凝土层、连接层和第二超高性能混凝土层,其中,
8.所述第一超高性能混凝土层为掺杂钢纤维的第一超高性能混凝土固化层;
9.所述第二超高性能混凝土层为掺杂粗骨料和聚合物纤维的第二超高性能混凝土固化层;
10.所述连接层,按质量份计,包括:钢纤维网片20~100份、硅藻土5~30份、熟石膏5~30份、硅溶胶5~30份。
11.一些实施例中,所述连接层的横截面为w形锯齿状;
12.和/或,所述第二超高性能混凝土层的表面设有压槽。
13.一些实施例中,所述第一超高性能混凝土,按质量份计,包括:
14.硅酸盐水泥550~1000份、矿物掺合料100~600份、砂集料500~1500份、内养护剂2~10份、膨胀剂10~50份、减缩剂5~30份,减水剂10~50份、钢纤维80~400份、水160~
220份。
15.一些实施例中,所述第二超高性能混凝土,按质量份计,包括:
16.硅酸盐水泥550~1000份、矿物掺合料100~600份、砂集料400~1000份、粗骨料300~900份、内养护剂2~10份、膨胀剂10~50份、减缩剂5~30份、减水剂10~50份、聚合物纤维20~80份、改性剂2~10份、水160~220份。
17.第二方面,本技术还提供了上述超高性能混凝土梯度复合结构的制备方法,包括如下步骤:
18.浇筑第一超高性能混凝土,形成第一超高性能混凝土层;
19.将硅藻土和熟石膏混合均匀,加水搅拌,得到复合石膏浆料;
20.将硅溶胶喷涂至钢纤维网片表面,得到改性钢纤维网片;
21.在第一超高性能混凝土层表面喷涂所述复合石膏浆料,然后将所述改性钢纤维网片铺设至复合石膏浆料表面,形成连接层;
22.在连接层表面浇筑第二超高性能混凝土,形成第二超高性能混凝土层。
23.一些实施例中,所述制备方法还包括如下制备第一超高性能混凝土的步骤:
24.将膨胀剂、减缩剂和部分水混合均匀,然后加入内养护剂,混匀,密封静置,得到内养护剂备用料;
25.将硅酸盐水泥、矿物掺合料、砂集料、减水剂和剩余水混合搅拌至流化,依次加入所述内养护剂备用料和钢纤维,搅拌,即得第一超高性能混凝土。
26.一些实施例中,所述制备方法还包括如下制备第二超高性能混凝土的步骤:
27.将改性剂、部分矿物掺合料、部分硅酸盐水泥和部分水搅拌均匀,得到改性浆料;
28.将所述改性浆料滚筒压印至聚合物纤维表面,得到改性聚合物纤维;
29.将膨胀剂、减缩剂和部分水混合均匀,然后加入内养护剂,混匀,密封静置,得到内养护剂备用料;
30.将剩余硅酸盐水泥、剩余矿物掺合料、粗骨料、砂集料、减水剂和剩余水混合搅拌至流化,依次加入所述内养护剂备用料和所述改性聚合物纤维,搅拌,即得第二超高性能混凝土。
31.一些实施例中,“在连接层表面浇筑第二超高性能混凝土”之前还包括:
32.将连接层表面压印成w形锯齿状。
33.一些实施例中,“在连接层表面浇筑第二超高性能混凝土”之后还包括:
34.对第二超高性能混凝土层表面进行压槽。
35.一些实施例中,所述复合石膏浆料中硅藻土和熟石膏的总质量与水的质量比为(1~1.5):1;
36.和/或,所述改性浆料的水胶比为0.3~0.6。
37.本技术提供的技术方案带来的有益效果包括:
38.1、掺有钢纤维的第一超高性能混凝土层为道面结构提供良好的承载能力、抗地基变形能力、疲劳抗力、耐久性能;
39.2、第二超高性能混凝土层掺杂有粗骨料和聚合物纤维,粗骨料一方面降低生产成本,另一方面其高弹模和高约束变形能力可显著提高第二超高性能混凝土层的抗冲磨和抗裂性能;高强聚合物纤维在提升超高性能混凝土冲击韧性的同时,能大大降低纤维侵蚀对
结构的破坏和纤维对机轮的损伤,并降低材料成本,为道面结构提供良好的冲击韧性、耐磨性能、抗裂性能、耐久性能,经济性及安全性。
40.3、钢纤维网片通过嵌锁效应增大连接层与两侧超高性能混凝土界面的拉伸强度,使梯度结构具有更强的整体性和稳定性;硅溶胶用于钢纤维网片的改性,以增大界面处的咬合和摩擦力,提升钢纤维网片与超高性能混凝土基体粘结强度;熟石膏能够延缓水泥的水化进而延滞超高性能混凝土表面假凝层的形成,防止连接层与两侧超高性能混凝土界面形成冷缝;硅藻土能够提升石膏浆料的时效性并促进界面二次水化,提升界面结合强度;
41.本技术连接层的设计,有效将功能不同的超高性能混凝土层复合形成稳定结构,在充分发挥各梯度层材料性能优势的同时,整体稳定性良好,用于机场道面不仅具有优异的服役性能及耐久性能,而且可大大降低道面板厚度及维养成本,实现长期经济效率与社会效益协同提升。
附图说明
42.为了更清楚地说明本技术实施例中的技术方案,下面将对实施例描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本技术的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
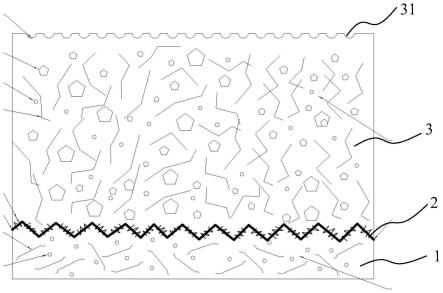
43.图1为本技术实施例1提供的超高性能混凝土梯度复合结构的结构示意图;
44.图2为本技术实施例1和对比例2-3提供的超高性能混凝土梯度复合结构的早期自收缩变化图;
45.图3为本技术实施例1和对比例4提供的超高性能混凝土梯度复合结构的拉伸应力应变曲线图;
46.图4为本技术实施例2提供的超高性能混凝土梯度复合结构的结构示意图;
47.图5为本技术实施例2和对比例6-7提供的超高性能混凝土梯度复合结构的早期自收缩变化图;
48.图6为本技术实施例2和对比例8提供的超高性能混凝土梯度复合结构的拉伸应力应变曲线图。
49.图中:1、第一超高性能混凝土层;2、连接层;3、第二超高性能混凝土层;31、压槽。
具体实施方式
50.为使本技术实施例的目的、技术方案和优点更加清楚,下面将结合本技术实施例,对本技术实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例是本技术的一部分实施例,而不是全部的实施例。基于本技术中的实施例,本领域普通技术人员在没有做出创造性劳动的前提下所获得的所有其他实施例,都属于本技术保护的范围。
51.如图1所示,第一方面,本技术实施例提供了一种超高性能混凝土梯度复合结构,依次包括第一超高性能混凝土层1、连接层2和第二超高性能混凝土层3,其中,
52.所述第一超高性能混凝土层1为掺杂钢纤维的第一超高性能混凝土固化层;
53.所述第二超高性能混凝土层3为掺杂粗骨料和聚合物纤维的第二超高性能混凝土固化层;
54.所述连接层,按质量份计,包括:钢纤维网片20~100份、硅藻土5~30份、熟石膏5~30份、硅溶胶5~30份。
55.本技术以钢纤维增强型高稳态超高性能混凝土作为道面结构基底层,能够提供良好的承载能力、抗地基变形能力、疲劳抗力、耐久性能;
56.以粗骨料和聚合物纤维增强型高稳态超高性能混凝土作为道面结构顶面层,为道面结构提供良好的冲击韧性、耐磨性能、抗裂性能、耐久性能,经济性及安全性。
57.并以多维改性连接层为道面结构基底层和顶面层提供良好的粘接性能,使梯度结构具有良好的整体性和稳定性,在克服普通超高性能混凝土机场道面性能缺陷和不足的同时,通过合理的梯度设计极大程度降低超高性能混凝土机场道面的建造成本,进一步推动其实际工程应用。
58.需要说明的是,所述钢纤维网片由钢纤维编制形成,进一步的,所述钢纤维网片的面积为20~100cm2,网孔直径为6~12mm。
59.进一步的,所述硅藻土为煅烧硅藻土,所述煅烧硅藻土的煅烧温度≥500℃,平均粒径为5~30μm;
60.进一步的,所述熟石膏的石膏品味≥80%,平均粒径为10~80μm;
61.需要说明的是,所述熟石膏的石膏品味指的是熟石膏中二水硫酸钙的含量;
62.进一步的,所述硅溶胶为碱性硅溶胶。
63.本技术提供的连接层作用原理包括:
64.钢纤维网片通过嵌锁效应增大连接层与梯度超高性能混凝土界面拉伸强度,使梯度结构具有更强的整体性和稳定性;
65.硅溶胶喷涂于钢纤维网片表面对钢纤维网片进行表面改性,其高活性纳米二氧化硅组分使钢纤维网片在与超高性能混凝土浆体接触面上生成更多的附着性水化产物以增大界面处的咬合和摩擦力,提升钢纤维网片与超高性能混凝土基体粘结强度;
66.熟石膏加水形成二水石膏在与超高性能混凝土浆体接触处快速溶解生成钙矾石包裹层,延缓水泥的水化进而延滞超高性能混凝土表面假凝层的形成,防止连接层与梯度超高性能混凝土界面形成冷缝;
67.硅藻土多孔结构具有的持-释水功能能为石膏浆料持续供水以防止石膏浆料过早失水硬化,提升石膏浆料功能的时效性,同时,煅烧硅藻土具有火山灰活性能促进界面超高性能混凝土浆体的二次水化,进一步提升界面结合强度。
68.在一些实施例中,所述连接层2的横截面为w形锯齿状;
69.和/或,所述第二超高性能混凝土层3的表面设有压槽31。
70.所述连接层2的横截面为w形锯齿状,可增大连接层与两侧超高性能混凝土层的接触面积和表面机械啮合力,进一步提升连接层的粘结和拉伸强度;
71.所述第二超高性能混凝土层3的表面设有压槽31,可保障槽内聚合物纤维不被扰动和拔出,槽内结构平整,安定性好。
72.在一些实施例中,所述第一超高性能混凝土,按质量份计,包括:
73.硅酸盐水泥550~1000份、矿物掺合料100~600份、砂集料500~1500份、内养护剂2~10份、膨胀剂10~50份、减缩剂5~30份,减水剂10~50份、钢纤维80~400份、水160~220份。
74.进一步的,所述硅酸盐水泥的比表面积≥320m2/kg;
75.所述矿物掺合料可以采用本领域常用矿物掺合料,包括但不限于硅灰、粉煤灰、矿粉等,进一步的,所述矿物掺合料的平均粒径为0.2~20μm;
76.所述砂集料可以采用本领域常用砂集料,包括但不限于石英砂等,进一步的,所述砂集料的平均粒径≤5mm;
77.所述内养护剂选用高吸水树脂粉状内养护剂,进一步的,所述内养护剂的平均粒径为30~150μm;
78.所述膨胀剂选用氧化钙液体膨胀剂;
79.所述减缩剂选用聚羧酸系液体减缩剂;
80.所述减水剂选用聚羧酸粉体减水剂;
81.所述钢纤维选用端钩镀铜钢纤维,长度为5~20mm,直径为0.15~0.35mm。
82.本技术提供的第一超高性能混凝土,各组分作用原理包括:
83.高吸水树脂内养护剂作为水和液体减缩功能组分的存储载体,其缓释效应一方面发挥内养护减缩作用,另一方面为膨胀源膨胀反应及时持续提供反应所需的水分以激发其持续补偿收缩效力,其粉状形态可最大程度降低其对超高性能混凝土力学性能和耐久性能的不利影响;
84.氧化钙液体膨胀剂反应生成膨胀性氢氧化钙晶体形成膨胀效力以补偿超高性能混凝土的收缩,其液体形态可被内养护剂吸附并缓释,实现其在超高性能混凝土内部极度缺水环境中的有效反应形成膨胀效力;
85.聚羧酸系液体减缩剂通过降低超高性能混凝土中孔溶液表面张力和收缩应力,从而实现其减缩效力,其液体形态可被内养护剂吸附并缓释,从而达到持续减缩效果;
86.端钩镀铜钢纤维的端勾结构可增大钢纤维与超高性能混凝土基体的机械啮合力从而实现高效增韧,其细短形态可有效降低其勾连搭接率,实现其良好的取向和分布,从而提升钢纤维的力学贡献效率。
87.在一些实施例中,所述第二超高性能混凝土,按质量份计,包括:
88.硅酸盐水泥550~1000份、矿物掺合料100~600份、砂集料400~1000份、粗骨料300~900份、内养护剂2~10份、膨胀剂10~50份、减缩剂5~30份、减水剂10~50份、聚合物纤维20~80份、改性剂2~10份、水160~220份。
89.进一步的,所述硅酸盐水泥的比表面积≥320m2/kg;
90.所述矿物掺合料可以采用本领域常用矿物掺合料,包括但不限于硅灰、粉煤灰、矿粉等,进一步的,所述矿物掺合料的平均粒径为0.2~20μm;活性指数≥100%;
91.所述砂集料可以采用本领域常用砂集料,包括但不限于石英砂等,进一步的,所述砂集料的平均粒径≤5mm;
92.所述粗骨料可以采用本领域常用粗骨料,包括但不限于碎石等,进一步的,所述粗骨料的平均粒径为5~12mm;
93.所述内养护剂选用高吸水树脂粉状内养护剂,进一步的,所述内养护剂的平均粒径为30~150μm;
94.所述膨胀剂选用氧化钙液体膨胀剂;
95.所述减缩剂选用聚羧酸系液体减缩剂;
96.所述减水剂选用聚羧酸粉体减水剂;
97.所述改性剂为低聚乙二醇;
98.所述聚合物纤维包括但不限于高强改性聚酯纤维(fc纤维)、高强改性聚乙烯醇纤维(pva纤维)等,进一步的,所述聚合物纤维的抗拉强度≥500mpa,弹性模量≥8gpa,长度为12~40mm,直径为0.1~1mm。
99.本技术提供的第二超高性能混凝土,各组分作用原理包括:
100.高吸水树脂内养护剂作为水和液体减缩功能组分的存储载体,其缓释效应一方面发挥内养护减缩作用,另一方面为膨胀源膨胀反应及时持续提供反应所需的水分以激发其持续补偿收缩效力,其粉状形态可最大程度降低其对超高性能混凝土力学性能和耐久性能的不利影响;
101.氧化钙型液体膨胀剂反应生成膨胀性氢氧化钙晶体形成膨胀效力以补偿超高性能混凝土的收缩,其液体形态可被内养护剂吸附并缓释,实现其在超高性能混凝土内部极度缺水环境中的有效反应形成膨胀效力;
102.聚羧酸系液体减缩剂通过降低超高性能混凝土中孔溶液表面张力和收缩应力,从而实现其减缩效力,其液体形态可被内养护剂吸附并缓释,从而达到持续减缩效果;
103.粗骨料一方面降低超高性能混凝土的材料成本,另一方面其高弹模和高约束变形能力可显著提高超高性能混凝土的抗冲磨和抗裂性能;
104.高强聚合物粗纤维在提升超高性能混凝土冲击韧性的同时,能大大降低纤维侵蚀对结构的破坏和纤维对机轮的损伤,并降低材料成本;
105.低聚乙二醇改性剂通过对净浆的改性,增强其亲水性能,使改性净浆在聚合物纤维表面附着和包裹的界面粘结力增强。
106.第二方面,本技术提供了如上所述的超高性能混凝土梯度复合结构的制备方法,包括如下步骤:
107.101:浇筑第一超高性能混凝土,形成第一超高性能混凝土层1;
108.102:将硅藻土和熟石膏混合均匀,加水搅拌,得到复合石膏浆料;
109.103:将硅溶胶喷涂至钢纤维网片表面,得到改性钢纤维网片;
110.104:在第一超高性能混凝土层表面喷涂所述复合石膏浆料,然后将所述改性钢纤维网片铺设至复合石膏浆料表面,形成连接层2;
111.105:在连接层2表面浇筑第二超高性能混凝土,形成第二超高性能混凝土层3。
112.本技术提供的制备方法中,步骤102将抑制超高性能混凝土表面假凝层形成的熟石膏和具有吸释水功效的活性硅藻土进行复配,提升石膏浆料缓凝作用的时效性,为后续分层浇注预留足够的作业时间;
113.步骤103以钢纤维网片作为连接层增强构造可满足结构布筋工艺要求,对其进行表面喷涂硅溶胶预处理可增强其与超高性能混凝土基体的粘结强度和连接层的界面拉伸强度;
114.步骤104对稳定后的超高性能混凝土拌合物裸表面进行前述制备的复合石膏浆料喷雾处理,复合石膏浆料可有效持续抑制拌合物表面假凝层及冷缝的形成,优化界面过渡区,提升结构界面结合强度。
115.在优选的实施例中,步骤102的操作时间≤20min。
116.在优选的实施例中,第一超高性能混凝土和第二超高性能混凝土的浇筑间隔时间≤45min。
117.在一些实施例中,所述制备方法还包括如下制备第一超高性能混凝土的步骤:
118.101:将膨胀剂、减缩剂和部分水混合均匀,然后加入内养护剂,混匀,密封静置,得到内养护剂备用料;
119.102:将硅酸盐水泥、矿物掺合料、砂集料、减水剂和剩余水混合搅拌至流化,依次加入所述内养护剂备用料和钢纤维,搅拌,即得第一超高性能混凝土。
120.上述制备方法中,步骤101利用内养护剂将膨胀剂、减缩剂、内养护水进行负载,以实现膨胀剂补偿收缩、减缩剂降低收缩应力、内养护缓解自干燥收缩的耦合减缩效应在超高性能混凝土体系中高效、持续发挥作用,从而降低超高性能混凝土的收缩变形;
121.采用分步添料拌制工艺,第一步将硅酸盐水泥、矿物掺合料、砂集料、减水剂和水搅拌至流化,第二步加入前述制备的内养护剂备用料和钢纤维,分步添料拌制工艺可使脆弱的内养护剂在相对柔性的流化浆体中形成保护性拌制,避免与固粉料或钢纤维直接干拌摩擦导致内养护剂破裂而影响其负载功能和减缩功效。
122.在优选的实施例中,步骤101中,密封静置时间≥6h;
123.水的添加量为内养护剂质量的8~30倍。
124.在一些实施例中,所述制备方法还包括如下制备第二超高性能混凝土的步骤:
125.101:将改性剂、部分矿物掺合料、部分硅酸盐水泥和部分水搅拌均匀,得到改性浆料;
126.102:将所述改进浆料滚筒压印至聚合物纤维表面,得到改性聚合物纤维;
127.103:将膨胀剂、减缩剂和部分水混合均匀,然后加入内养护剂,混匀,密封静置,得到内养护剂备用料;
128.104:将剩余硅酸盐水泥、剩余矿物掺合料、粗骨料、砂集料、减水剂和剩余水混合搅拌至流化,依次加入所述内养护剂备用料和所述改性聚合物纤维,搅拌,即得第二超高性能混凝土。
129.上述制备方法中,步骤101、102利用改性剂和超细矿物掺合料对水泥净浆进行亲水和高活改性,提升净浆和聚合物纤维间的附着力,并以滚筒压印的方式对聚合物纤维表面进行压/挂浆处理,有利于气泡排出以减少空囊,进一步增强净浆和聚合物纤维间的粘结力;
130.步骤103利用内养护剂将膨胀剂、减缩剂、内养护水进行负载,以实现膨胀剂补偿收缩、减缩剂降低收缩应力、内养护缓解自干燥收缩的耦合减缩效应在超高性能混凝土体系中高效、持续发挥作用,从而降低超高性能混凝土的收缩变形;
131.采用分步添料拌制工艺,第一步将硅酸盐水泥、矿物掺合料、粗骨料、砂集料、减水剂和水搅拌至流化,第二步加入前述制备的内养护剂备用料和改性型聚合物纤维。分步添料拌制工艺一方面可使脆弱的内养护剂在相对柔性的流化浆体中形成保护性拌制,避免与固粉料、粗骨料、聚合物纤维直接干拌摩擦导致内养护剂破裂而影响其负载功能和减缩功效;另一方面也可对附着/包裹于聚合物纤维表面的改性浆料形成保护性拌制,避免与固粉料、粗骨料直接干拌摩擦导致附着/包裹的浆料脱落而降低结构粘结性能。
132.在优选的实施例中,步骤103中,密封静置时间≥6h;
133.水的添加量为内养护剂质量的8~30倍。
134.在一些实施例中,“在连接层2表面浇筑第二超高性能混凝土”之前还包括:
135.将连接层2表面压印成w形锯齿状。
136.在一些实施例中,“在连接层2表面施加第二超高性能混凝土”之后还包括:
137.对第二超高性能混凝土层3表面进行压槽。
138.在优选的实施例中,当所述第二超高性能混凝土层3的贯入阻力为3~10mpa时,在所述第二超高性能混凝土层3表面进行压槽。
139.在一些实施例中,所述复合石膏浆料中硅藻土和熟石膏的总质量与水的质量比为(1~1.5):1;
140.和/或,所述改性浆料的水胶比为0.3~0.6。
141.进一步的,所述改性浆料的流动度≥220mm,初凝时间≥60min。
142.通过对材料功能化和改性化预处理、分步式添料搅拌工艺、界面活化涂层增强等制备方案优化,本技术所提供的超高性能混凝土梯度复合结构制备方法各项工艺可控性高,可很好地满足现场施工要求,具有较强的工程推广应用价值。
143.以下通过具体实施例对本技术进行进一步的说明。
144.实施例1
145.参见图1,本实施例1提供了一种超高性能混凝土梯度复合结构,包括:第一超高性能混凝土层1、连接层2和第二超高性能混凝土层3,其中,所述第一超高性能混凝土层1与第二超高性能混凝土层3的厚度比为2:8。
146.1)原料说明:
147.硅酸盐水泥:普通硅酸盐水泥(市售);
148.矿物掺合料:硅灰(市售)、粉煤灰(市售);
149.砂集料:石英砂,连续级配0~3mm(市售);
150.粗骨料:碎石,连续级配5~8mm(市售);
151.钢纤维:端钩镀铜钢纤维,长度13mm,直径0.22mm(上海贝卡尔特应用材料科技有限公司生产);
152.聚合物纤维:高强改性聚酯纤维(fc纤维),长度28mm,直径0.6mm(桐昆集团股份有限公司生产);
153.钢纤维网片:面积72cm2,孔径8mm(安平县高博丝网制造有限公司生产);
154.内养护剂:高吸水树脂内养护剂,平均粒径40~80μm(广东龙湖科技有限公司生产);
155.膨胀剂:氧化钙液体膨胀剂(湖北砼源建材有限公司生产);
156.减缩剂:聚羧酸系液体减缩剂(武汉三源特种建材有限公司生产);
157.减水剂:聚羧酸粉体减水剂(江苏苏博特新材料股份有限公司生产);
158.改性剂:低聚乙二醇(上海阿拉丁生化科技股份有限公司生产);
159.硅溶胶:碱性硅溶胶(浙江德立信微纳科技有限公司生产);
160.熟石膏:(邵阳金拓科技开发有限公司生产);
161.硅藻土:煅烧硅藻土(广东森大硅藻土材料有限公司生产)。
162.2)制备方法包括如下步骤:
163.第一超高性能混凝土制备:
164.101:按质量份计,将46份膨胀剂、22份减缩剂、60份水混合均匀,在混合液中加入6份内养护剂混匀并密封静置13h,得到内养护剂备用料;
165.102:按质量份计,将833份硅酸盐水泥、171份粉煤灰、88份硅灰、1039份石英砂、14份减水剂、199份水搅拌至流化,依次加入74份步骤101制得的内养护剂备用料和202份钢纤维,搅拌均匀,即得第一超高性能混凝土。
166.第二超高性能混凝土制备:
167.101:按质量份计,将46份膨胀剂、22份减缩剂、60份水混合均匀,在混合液中加入6份内养护剂混匀并密封静置13h,得到内养护剂备用料;
168.102:按质量份计,将4份改性剂、3份硅灰、14份水泥、7份水搅拌均匀,得到改性浆料,将改性浆料滚筒压印于47份摊平的高强改性聚酯纤维表面,得到改性fc纤维;
169.103:按质量份计,将617份硅酸盐水泥、106份粉煤灰、57份硅灰、552份石英砂、734份碎石、13份减水剂、162份水搅拌至流化,依次加入60份步骤101制得的内养护剂备用料和步骤102制得的改性fc纤维,搅拌均匀,即得第二超高性能混凝土。
170.连接层备料:
171.101:按质量份计,将6份硅藻土、9份熟石膏、13份水混合均匀,得到复合石膏浆料;
172.102:按质量份计,将9份硅溶胶均匀喷涂于47份钢纤维网片表面,得到改性钢纤维网片。
173.梯度复合结构制备:
174.101:浇筑第一超高性能混凝土,待第一超高性能混凝土拌合物表面无明显气泡逸出后刮去表层,将复合石膏浆料喷涂至第一超高性能混凝土表面,得到复合石膏覆盖层;
175.102:将改性钢纤维网片平铺于复合石膏覆盖层上,然后利用模具将表面压印成w形锯齿状,得到连接层;
176.103:在连接层表面浇筑第二超高性能混凝土,待第二超高性能混凝土硬化至贯入阻力达到5mpa后,对其表面进行压槽拉毛,至完全硬化并养护后,得到超高性能混凝土梯度复合结构。
177.对比例1
178.本对比例1提供一种普通c60混凝土,原料包括硅酸盐水泥、粉煤灰、石英砂、碎石、减水剂和水。
179.对比例2
180.包括实施例1的大部分操作步骤,其不同之处仅在于:
181.第一超高性能混凝土原料不包括膨胀剂、减缩剂和内养护剂;
182.第一超高性能混凝土制备不进行步骤101中内养护剂备用料的制备。
183.对比例3
184.包括实施例1的大部分操作步骤,其不同之处仅在于:
185.第一超高性能混凝土原料不包括膨胀剂、减缩剂和内养护剂;
186.且第一超高性能混凝土制备不进行步骤101中内养护剂备用料的制备;
187.第二超高性能混凝土原料不包括改性剂;
188.且第二超高性能混凝土制备不进行步骤102中改性fc纤维的制备,步骤103中使用
fc纤维替换改性fc纤维。
189.对比例4
190.包括实施例1的大部分操作步骤,不同之处仅在于:
191.不进行连接层的制备。
192.实施例2
193.参见图2,本实施例2提供了一种超高性能混凝土梯度复合结构,包括:第一超高性能混凝土层1、连接层2和第二超高性能混凝土层3,其中,所述第一超高性能混凝土层1与第二超高性能混凝土层3的厚度比为5:5。
194.1)原料说明:
195.硅酸盐水泥:普通硅酸盐水泥(市售);
196.矿物掺合料:矿粉(市售)、粉煤灰(市售);
197.砂集料:石英砂,连续级配0~5mm(市售);
198.粗骨料:碎石,连续级配5~10mm(市售);
199.钢纤维:端钩镀铜钢纤维,长度11mm,直径0.25mm(上海贝卡尔特应用材料科技有限公司生产);
200.聚合物纤维:高强改性聚乙烯醇纤维(pva纤维),长度30mm,直径0.8mm(山东森泓工程材料有限公司生产);
201.钢纤维网片:面积64cm2,孔径9mm(安平县高博丝网制造有限公司生产);
202.内养护剂:高吸水树脂内养护剂,平均粒径50~100μm(广东龙湖科技有限公司生产);
203.膨胀剂:氧化钙液体膨胀剂(湖北砼源建材有限公司生产);
204.减缩剂:聚羧酸系液体减缩剂(武汉三源特种建材有限公司生产);
205.减水剂:聚羧酸粉体减水剂(江苏苏博特新材料股份有限公司生产);
206.改性剂:低聚乙二醇(上海阿拉丁生化科技股份有限公司生产);
207.硅溶胶:碱性硅溶胶(浙江德立信微纳科技有限公司生产);
208.熟石膏:(邵阳金拓科技开发有限公司生产);
209.硅藻土:煅烧硅藻土(广东森大硅藻土材料有限公司生产)。
210.2)制备方法包括如下步骤:
211.第一超高性能混凝土制备:
212.101:按质量份计,将36份膨胀剂、28份减缩剂、65份水混合均匀,在混合液中加入5份内养护剂混匀并密封静置18h,得到内养护剂备用料;
213.102:按质量份计,将779份硅酸盐水泥、102份粉煤灰、89份矿粉、1126份石英砂、17份减水剂、203份水搅拌至流化,依次加入69份步骤101制得的内养护剂备用料和252份钢纤维,搅拌均匀,即得第一超高性能混凝土。
214.第二超高性能混凝土制备:
215.101:,将36份膨胀剂、28份减缩剂、65份水混合均匀,在混合液中加入5份内养护剂混匀并密封静置18h,得到内养护剂备用料;
216.102:按质量份计,将5份改性剂、4份矿粉、12份水泥、8份水搅拌均匀,得到改性浆料,将改性浆料滚筒压印于55份摊平的高强改性聚乙烯醇纤维表面,得到改性pva纤维;
217.103:按质量份计,将626份硅酸盐水泥、73份粉煤灰、89份矿粉、633份石英砂、699份碎石、14份减水剂、166份水搅拌至流化,依次加入65份步骤101制得的内养护剂备用料和步骤102制得的改性pva纤维,搅拌均匀,即得第二超高性能混凝土。
218.连接层备料:
219.101:按质量份计,将5份硅藻土、10份熟石膏、12份水混合均匀,得到复合石膏浆料;
220.102:按质量份计,将8份硅溶胶均匀喷涂于39份钢纤维网片表面,得到改性钢纤维网片。
221.梯度复合结构制备:
222.101:浇筑第一超高性能混凝土,待第一超高性能混凝土拌合物表面无明显气泡逸出后刮去表层,将复合石膏浆料喷涂至第一超高性能混凝土表面,得到复合石膏覆盖层;
223.102:将改性钢纤维网片平铺于复合石膏覆盖层上,然后利用模具将表面压印成w形锯齿状,得到连接层;
224.103:在连接层表面浇筑第二超高性能混凝土,待第二超高性能混凝土硬化至贯入阻力达到8mpa后,对其表面进行压槽拉毛,至完全硬化并养护后,得到超高性能混凝土梯度复合结构。
225.对比例5
226.本对比例5提供一种普通c60混凝土,原料包括硅酸盐水泥、粉煤灰、石英砂、碎石、减水剂和水。
227.对比例6
228.包括实施例2的大部分操作步骤,其不同之处仅在于:
229.第一超高性能混凝土原料不包括膨胀剂、减缩剂和内养护剂;
230.第一超高性能混凝土制备不进行步骤101中内养护剂备用料的制备。
231.对比例7
232.包括实施例2的大部分操作步骤,其不同之处仅在于:
233.第一超高性能混凝土原料不包括膨胀剂、减缩剂和内养护剂;
234.且第一超高性能混凝土制备不进行步骤101中内养护剂备用料的制备;
235.第二超高性能混凝土原料不包括改性剂;
236.且第二超高性能混凝土制备不进行步骤102中改性pva纤维的制备,步骤103中直接使用pva纤维替换改性pva纤维。。
237.对比例8
238.包括实施例2的大部分操作步骤,其不同之处仅在于:
239.不进行连接层的制备。
240.性能测试
241.对实施例1-2和对比例1-8制备的混凝土结构进行如下性能测试:
242.(1)力学性能:根据gb/t 50081-2002《普通混凝土力学性能试验方法标准》对超高性能混凝土抗压强度、抗折强度、弹性模量进行测试;
243.(2)界面性能与耐久性能:根据sl/t 352-2020《水工混凝土试验规程》对超高性能混凝土收缩性能、断裂性能、抗冲磨性能、界面性能、抗氯离子渗透性能、抗冻性能进行测
试,测试结果填入表1。
244.表1
[0245][0246]
注:表中“s”代表实施例,例如:“s1”代表“实施例1”;表中“d”代表对比例,例如:“d1”代表“对比例1”。
[0247]
根据表1的数据可以看出,本技术实施例1-2提供的超高性能混凝土复合结构与对比例1、5的普通c60混凝土相比,其力学性能、体积稳定性、冲击韧性、抗冲磨性能、耐久性能均获得大幅提升;
[0248]
结合实施例1与对比例2、实施例2与对比例6的数据可以看出,实施例1-2的基低层通过内养护技术,相比普通超高性能混凝土,其力学性能和耐久性能获得一定程度的提升,体积稳定性分别提升85%、86%,抗冲磨强度分别提升30%、31%,成本分别降低31%、21%;
[0249]
结合实施例1与对比例3、实施例2与对比例7的数据可以看出,实施例1-2的顶面层
通过内养护技术及纤维改性技术,相比普通粗骨料聚合物纤维超高性能混凝土,其耐久性能获得明显提升,抗压强度分别提升14%、23%,抗折强度分别提升62%、85%,体积稳定性分别提升80%、83%,冲击韧性分别提升55%、81%,抗冲磨强度分别提升13%、15%;
[0250]
结合实施例1与对比例4、实施例2与对比例8的数据可以看出,本技术通过在基底层和顶面层之间引入特殊设计的连接层,相比普通梯度超高性能混凝土,其力学性能、体积稳定性、冲击韧性、抗冲磨性能、耐久性能均获得显著提升,其界面抗拉分别提升268%、230%,抗折强度分别提升247%、252%,抗剪强度分别提升294%、263%,结构稳定性获得极大提升。
[0251]
参见图2所示,图2展示了实施例1与对比例2-3的早期自收缩变形图,根据图中可以看出,实施例1相比对比例2-3,其7天自收缩分别降低90%和86%。
[0252]
参见图3所示,图3展示了实施例1与对比例4的拉伸应力应变曲线图,根据图中可以看出,实施例1相比对比例4,其界面拉伸强度提高268%。
[0253]
参见图5所示,图5展示了实施例2与对比例6-7的早期自收缩变形图,根据图中可以看出,实施例2相比对比例6-7,其7天自收缩分别降低90%和87%。
[0254]
参见图6所示,图6展示了实施例2与对比例8的拉伸应力应变曲线图,根据图中可以看出,实施例2相比对比例8,其界面拉伸强度提高230%。
[0255]
综上,本技术在材料优化设计方面:在超高性能混凝土基低层面上,利用内养护和膨胀/减缩组分的协同补偿收缩技术,可显著降低超高性能混凝土收缩,提高其体积稳定性和抗裂性能;在超高性能混凝土顶面层上,利用高强聚合物纤维替代钢纤维,对聚合物纤维力学特性、尺寸进行优选和改性处理,制备高强高冲击韧性聚合物纤维增强型超高性能混凝土;在超高性能混凝土材料经济化设计层面上,合理引入粗骨料并对其掺量和级配进行优化设计,制备低成本高抗冲磨粗骨料超高性能混凝土。在结构优化设计方面:根据不同部位受力特征,对机场道面用超高性能混凝土结构进行梯度设计,在保证道面结构性能的基础上进一步降低其建造成本;同时,对超高性能混凝土不同梯度层间的接连层进行强化设计,使机场道面用超高性能混凝土梯度结构具有良好的整体性和稳定性;
[0256]
本技术提供的超高性能混凝土梯度复合结构及其制备方法可极大提升机场道面的力学性能、冲击韧性、抗冲磨性能、抗裂性能、耐久性能,同时,相比普通超高性能混凝土结构不仅可提升其关键性能,且可大幅降低经济成本。
[0257]
需要说明的是,在本技术中,诸如“第一”和“第二”等之类的关系术语仅仅用来将一个实体或者操作与另一个实体或操作区分开来,而不一定要求或者暗示这些实体或操作之间存在任何这种实际的关系或者顺序。而且,术语“包括”、“包含”或者其任何其他变体意在涵盖非排他性的包含,从而使得包括一系列要素的过程、方法、物品或者设备不仅包括那些要素,而且还包括没有明确列出的其他要素,或者是还包括为这种过程、方法、物品或者设备所固有的要素。在没有更多限制的情况下,由语句“包括一个
……”
限定的要素,并不排除在包括所述要素的过程、方法、物品或者设备中还存在另外的相同要素。
[0258]
以上所述仅是本技术的具体实施方式,使本领域技术人员能够理解或实现本技术。对这些实施例的多种修改对本领域的技术人员来说将是显而易见的,本文中所定义的一般原理可以在不脱离本技术的精神或范围的情况下,在其它实施例中实现。因此,本技术将不会被限制于本文所示的这些实施例,而是要符合与本文所申请的原理和新颖特点相一
致的最宽的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1