冲压模具的制作方法
[0001]
本发明涉及模具领域,尤其涉及一种冲压模具。
背景技术:
[0002]
柔性电路板的加强片用于补偿软板的厚度,保证软板的强度,以便后续在软板上打配件。加强片是复合型材料,其通过聚酰亚胺(polyimide,pi)层与胶层交替叠加形成。加强片的厚度越厚,则pi层数越多,则含胶量越大。
[0003]
目前,业界普遍使用快冲模冲贴加强片。然而,采用现有快冲模冲贴厚度大于0.15mm的加强片时,胶层冲不断,导致胶拉扯成丝粘附在冲子上,导致出现卡模现象;另外,胶屑粘在产品表面处,严重影响质量。
技术实现要素:
[0004]
有鉴于此,有必要提供一种能够解决上述技术问题的冲压模具。
[0005]
本发明提供一种冲压模具,包括:压块组件;压板,设置于所述压块组件下方并与所述压块组件活动连接,所述压板上开设有第一通孔;冲子,设置于所述压块组件上,并滑动收容于所述第一通孔中;氮气弹簧,设置于所述压块组件上,并与所述压板相抵接;垫板,设置于所述压板下方,并与所述压板间隔预设距离,所述垫板上开设有与所述第一通孔相对应的第二通孔;上刀锋,朝向所述第二通孔设置于所述第一通孔的边缘;下刀锋,朝向所述第一通孔设置于所述第二通孔的边缘;第一限位块,邻近所述下刀锋设置于所述垫板上;以及第二限位块,邻近所述上刀锋设置于所述压板上。
[0006]
本发明提供的冲压模具,通过刀锋切断所述加强片料带成型所述加强片,所述冲子同步将成型的加强片快速贴合至所述柔性电路板。经测试,对于厚度为0.3mm的加强片料带,冲压成型所述加强片后,无残胶。另外,采用所述氮气弹簧提供开模复原弹力,相较普通弹簧,其受力稳定,在冲型时不易左右晃动,且在开模时开模力更大。
附图说明
[0007]
为了更清楚地说明本发明实施方式或现有技术中的技术方案,下面将对实施方式或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施方式,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
[0008]
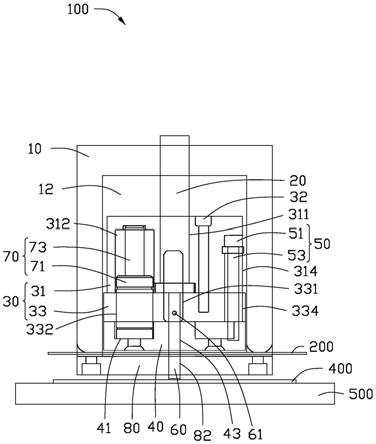
图1是本发明一实施方式提供的冲压模具的结构示意图。
[0009]
图2是本发明一实施方式中下刀锋与压板、垫板的安装示意图。
[0010]
图3是本发明一实施方式中上刀锋及下刀锋与压板、垫板的安装示意图。
[0011]
主要元件符号说明
[0012][0013]
[0014]
如下具体实施方式将结合上述附图进一步说明本发明。
具体实施方式
[0015]
下面将结合本发明实施方式中的附图,对本发明实施方式中的技术方案进行清楚、完整地描述,显然,所描述的实施方式仅仅是本发明一部分实施方式,而不是全部的实施方式。基于本发明中的实施方式,本领域普通技术人员在没有付出创造性劳动前提下所获得的所有其他实施方式,都属于本发明保护的范围。
[0016]
需要说明的是,除非另有定义,本文所使用的所有的技术和科学术语与属于本发明的技术领域的技术人员通常理解的含义相同。在本发明实施方式中使用的术语是仅仅出于描述特定实施方式的目的,而非旨在限制本发明。还应当理解,本文中使用的术语“及/或”是指并包含一个或多个相关联的列出项目的任何或所有可能组合。另外,当一个组件被认为是“连接”另一个组件,它可以是直接连接到另一个组件或者可能同时存在居中组件。当一个组件被认为是“设置于”另一个组件,它可以是直接设置在另一个组件上或者可能同时存在居中组件。本文所使用的术语“顶层”、“底面”、“顶端面”、“自上而下”以及类似的表述只是为了说明的目的。
[0017]
请参阅图1,本发明一实施方式提供的冲压模具100,用于冲压加强片料带200成型加强片300(参图2),并将所述加强片300冲贴至柔性电路板400。所述柔性电路板400承载于加工平台500上,所述冲压模具100固定连接于加工装置(图未示)上并位于所述加工平台500上方。所述加工装置可用于向所述冲压模具100施加外力。
[0018]
所述冲压模具100包括壳体10、顶杆20、压块组件30、压板40、冲子60、氮气弹簧70、垫板80以及下刀锋91。所述压块组件30通过所述顶杆20与所述壳体10相连接。所述压板40设置于所述压块组件30下方,并与所述压块组件30活动连接。所述冲子60固定设置于所述压块组件30上,并活动穿过所述压板40。所述氮气弹簧70设置于所述压块组件30上,并与所述压板40相抵接。所述垫板80设置于所述压板40下方,并与所述压板40间隔预设距离。所述下刀锋91设置于所述垫板80上,用于在所述压板40下压时切断所述加强片料带200成型所述加强片300。
[0019]
所述壳体10与所述加工装置固定连接。本实施方式中,所述壳体10大致为框状,其内部形成有一收容空间12。所述压块组件30、所述压板40及所述垫板80自上而下依次设置于所述收容空间12中。所述垫板80与所述壳体10相连接。
[0020]
所述压块组件30包括压块31及夹板33。所述夹板33设置于所述压块31的下方,并与所述压块31相连接。
[0021]
所述压块31包括相对设置的顶面及底面。所述压块31开设有贯通所述顶面及底面的第一连接孔311。所述第一连接孔311用于供所述顶杆20穿过。所述压块31的底面开设有安装槽312,所述安装槽312用于装设所述氮气弹簧70。
[0022]
所述夹板33包括相对设置的顶面及底面。所述夹板33上开设有贯通所述顶面及底面的第二连接孔331及第一延伸孔332。所述第二连接孔331的位置与所述第一连接孔311的位置相对应,并与所述第一连接孔311相连通,用于供所述顶杆20穿过。所述第一延伸孔332的位置与所述安装槽312的位置相对应,用于供所述氮气弹簧70穿过。所述夹板33上开设有装设孔,用于安装所述冲子60。
[0023]
优选的,所述夹板33通过销钉32与所述压块31相连接。
[0024]
所述顶杆20的一端固定设置于所述壳体10上,其另一端依次穿过所述第一连接孔311及所述第二连接孔331与所述压块组件30相连接。
[0025]
优选的,所述顶杆20穿过所述第二连接孔331伸出所述夹板33外。所述压块组件30与所述压板40在轴向上具有间隙,所述顶杆20伸出所述压块组件30外与所述压板40相抵接。所述间隙大致为3~5um。
[0026]
所述压板40位于所述压块组件30的下方。所述压板40上开设有收容槽41及第一通孔43。所述收容槽41的位置与所述第一延伸孔332的位置相对应,用于收容所述氮气弹簧70。所述第一通孔43的位置与所述安装孔的位置相对应,用于供所述冲子60穿过。
[0027]
所述氮气弹簧70装设于所述安装槽312上,并穿过所述第一延伸孔332收容于所述收容槽41中。所述氮气弹簧70包括缸体71及活动且密封地插设于所述缸体71上的活塞杆73。所述缸体71内充有氮气。所述缸体71收容于所述安装槽312、所述第一延伸孔332及所述收容槽41中。所述活塞杆73装设于所述安装槽312中。当所述压块组件30向下压时,所述压块组件30带动所述活塞杆73向下压缩位于所述缸体71中的氮气,并推动所述压板40下压。可以理解的是,所述氮气弹簧70的数量可依据实际需要进行设置。优选的,当所述氮气弹簧70的数量为复数个时,复数个氮气弹簧70环绕所述冲子60设置。
[0028]
进一步地,所述冲压模具100还包括伸缩件50。所述伸缩件50用于连接所述压块组件30与所述压板40。所述压块组件30与所述压板40通过所述伸缩件50活动连接,并相对滑动。具体的,所述伸缩件50包括等高套51及滑动连接于所述等高套51中的等高螺丝53。所述压块31上开设有限位槽314,所述夹板33上开设有与所述限位槽314相对应的第二延伸孔334。所述等高套51装设于所述限位槽314中,并穿过所述第二延伸孔334,以与所述压块组件30相连接。所述限位槽314用于限位所述压块组件30向上的运动。所述压板40上还开设有与所述第二延伸孔334相对应的安装孔42。所述等高螺丝53插设于所述安装孔42中,以与所述压板40相连接。
[0029]
所述垫板80用于支承所述加强片料带200。所述垫板80上开设有与所述第一通孔43相对应的第二通孔82。所述第二通孔82与所述第一通孔43相连通,用于供所述冲子60穿过。
[0030]
所述冲子60插设于所述装设孔中,并滑动收容于所述第一通孔43中。当所述压块组件30带动所述冲子60向下压时,所述冲子60伸出所述第一通孔43冲压支承于所述垫板80上的加强片料带,并穿过所述第二通孔82。
[0031]
进一步地,所述冲子60上开设有第一气孔61,所述第一气孔61贯通所述冲子60远离所述压块组件30的端面,用于吸附所述加强片料带200。优选的,所述第一气孔61贯通所述冲子60的侧面以及远离所述压块组件30的端面,用于吸附所述加强片料带200。所述压块组件30的夹板33上还开设有与所述第一气孔61相连通的第二气孔(图未示),所述第二气孔用于连接吸气装置(图未示)。
[0032]
请一并参阅图2,所述下刀锋91朝向所述第一通孔43设置于所述第二通孔82的边缘,用于切断所述加强片料带200以成型所述加强片300。优选的,所述下刀锋91环绕所述第二通孔82的周边设置。
[0033]
进一步地,所述冲压模具100还包括第一限位块85。所述第一限位块85邻近所述下
刀锋91设置于所述垫板80上,用于支撑所述加强片料带200,避免在成型所述加强片300后,所述下刀锋91与所述压板40相碰,以保护所述下刀锋91。优选的,所述第一限位块85的顶面与所述下刀锋91的顶端面相平齐。可以理解的是,在其他实施例中,所述第一限位块85的顶面还可略低于或略高于所述下刀锋91的顶端面。
[0034]
请一并参阅图3,进一步地,所述冲压模具100还包括上刀锋93。所述上刀锋93朝向所述第二通孔82设置于所述第一通孔43的边缘。所述上刀锋93的位置与所述下刀锋91的位置相对应。优选的,所述上刀锋93环绕所述第一通孔43的周边设置。
[0035]
进一步地,所述冲压模具100还包括第二限位块87。所述第二限位块87邻近所述上刀锋93设置于所述压板40上,用于与所述第一限位块85相配合夹压所述加强片料带200,避免在成型所述加强片300后,所述上刀锋93与所述下刀锋91相碰。优选的,所述第二限位块87的底面所在的平面与所述上刀锋93的顶端面所述在的平面相平齐。
[0036]
工作时,首先,打开所述吸气装置,通过相互连通的第一气孔61及第二气孔,将所述加强片料带200吸附于所述冲子60上;其次,施加外力至所述壳体10,在外力的驱动下,所述壳体10通过所述顶杆20带动所述压块组件30下压,所述压块组件30推动所述压板40下压,同时,所述压块组件30带动所述活塞杆73向下压缩位于所述缸体71中的氮气,并推动所述压板40下压;当所述压板40下压至与所述第一限位块85相抵时,所述伸缩件50限制所述压块组件30继续下压,上刀锋93和下刀锋91到达极限位置,刺穿所述加强片料带200成型所述加强片300;所述冲子60在刀锋刺穿所述加强片料带200的同时,吸附成型后的加强片300穿过所述第二通孔82贴合至承载于所述加工平台500上的柔性电路板400,完成合模;最后,关闭所述吸气装置,撤销外力,压缩氮气膨胀产生的弹压力推动所述活塞杆73向上运动,进而带动所述氮气弹簧70在所述压块组件30及所述压板40向上运动,所述压板40与所述垫板80分离至复原,即完成一次冲型贴合。
[0037]
本发明的冲压模具100,通过刀锋切断所述加强片料带200成型所述加强片300,所述冲子60同步将成型的加强片300快速贴合至所述柔性电路板400。经测试,对于厚度为0.3mm的加强片料带,冲压成型所述加强片300后,无残胶。另外,采用所述氮气弹簧70提供开模复原弹力,相较普通弹簧,其受力稳定,在冲型时不易左右晃动,且在开模时开模力更大。同时,通过限位块控制刀锋刺穿所述加强片料带200的深度,通过所述伸缩件50控制所述冲子60的贴合高度,使刀锋刺穿所述加强片料带200的同时,所述冲子将所述加强片300快速贴合至所述柔性电路板400。
[0038]
以上所揭露的仅为本发明较佳实施方式而已,当然不能以此来限定本发明之权利范围,因此依本发明权利要求所作的等同变化,仍属本发明所涵盖的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1