吸附器的制作方法
吸附器
[0001]
技术领域
[0002]
本发明属于流体动力技术领域,特别涉及一种吸附器。
[0003]
背景技术:
[0004]
在各种自动化生产线上,经常利用吸盘来吸附工件并移动工件。有些工件的表面是粗糙的或是凹凸不平的(例如金属铸件),有些工件是柔软的(例如食材)。为了吸附和移动这些工件,公开号为2005-51260的日本发明专利公开了一种利用旋转流动的吸盘,如图1a和图1b所示。该公开技术在一个圆柱形腔体a的圆壁处加工了两个切线喷嘴b,流体从切向喷嘴b喷出后,沿着腔体a的圆形壁面流动形成旋转流动,如图中箭头所示。旋转流动的离心力使腔体a内形成负压,从而能够实现吸附腔体下方的工件c。但是,该技术存在着以下缺陷:(1)从喷嘴b进入腔体a的流体将会从该吸盘的下方排出,因此,该吸盘在吸起下方工件c的同时会和工件c保持一定的间距,流体流入该缝隙并流经该缝隙排出(下称泄流流动)。这导致了该吸盘和工件c没有接触,因此,该吸盘无法给工件c在横向上提供摩擦力。没有横向的摩擦力,吸盘就无法带动工件c在横向做移动。
[0005]
(2)当流体流经吸盘外缘和工件c之间的缝隙流道时,在粘性的作用下会形成正压分布,参见图2。外缘的正压分布不仅会对下方的工件c施加一个排斥力,而且还会使得腔内的负压分布向正压方向移动,这些都导致了吸盘吸力的减弱。
[0006]
(3)在下方的工件c表面比较粗糙或是凹凸不平整的情况下,工件c表面和吸盘外缘之间所形成的缝隙流道的泄流流阻会增加,且流阻在圆周方向上是不规则的,即有些地方的流阻大,有些地方的流阻小。于是,流体在流经这样的流道时发生紊乱(见图3a和图3b所示)。这些因素会导致吸力急剧下降且吸力变得不稳定。根据我们的研究发现,吸盘外缘的压力分布与腔体a内的负压有一个连动的关系,也就是说,外缘的压力分布变得紊乱,腔体a内的负压分布也会变得紊乱,从而导致吸盘吸力变得不稳定;工件c的表面变得粗糙导致泄流流道的流阻增加,吸盘外缘的正压分布增大,作用在工件c上的排斥力就会增加;另外,还会使得腔体a内的负压分布向正压方向移动,最终结果就是导致吸盘吸力急剧减小。
[0007]
(4)当工件c是柔软材质时,工件c在吸盘腔内的负压作用下发生变形从而导致工件c的中心部分陷入腔内。这样的变形很有可能导致工件c和吸盘发生局部接触,见图4。在局部接触的部位,流体无法排出,导致了流体的排出在圆周方向上发生混乱和产生严重的不对称。这种的混乱和不对称会破坏吸盘腔内的旋转流动状态,进而导致吸盘吸力的大幅下降。
[0008]
技术实现要素:
[0009]
本发明所要解决的技术问题在于,提供一种吸附器,能够抑制工件表面对吸力的影响,并能够产生更大的吸力。
[0010]
本发明是这样实现的,提供一种吸附器,包括本体,在所述本体内设有腔体,所述腔体具有一个封闭端面和一个开口端面,所述开口端面形成吸附器吸附工件的端面,在腔体的侧壁面上设置切向喷嘴,外部流体通过切向喷嘴沿着腔体的切线方向进入腔体,在所述腔体的封闭端面上设置有抽吸孔,所述抽吸孔与抽吸单元相连通,所述抽吸单元通过抽吸孔抽吸腔体内的流体。
[0011]
进一步地,在所述腔体的封闭端面上设置有至少一个抽吸孔。
[0012]
进一步地,所述抽吸单元为具有抽吸流体功能的真空泵或是射流式真空发生器。
[0013]
进一步地,所述腔体的横截面形状为圆形或近似圆形。
[0014]
进一步地,在抽吸单元和抽吸孔之间设有节流装置。
[0015]
进一步地,所述节流装置为手动球阀或比例电磁阀或伺服阀。
[0016]
进一步地,在所述本体上还设置了压力检测单元用于监测腔体内的流体压力。
[0017]
进一步地,在所述腔体内还设置了导流单元,所述导流单元具有至少一个导流通道和导流内腔,所述导流内腔与抽吸孔相连通,所述导流内腔通过导流通道与本体的腔体相连通。
[0018]
进一步地,所述导流单元是圆柱形,导流通道设置在导流单元的圆柱形侧壁上。
[0019]
进一步地,所述导流单元是圆柱形,导流通道设置在导流单元的下端面上。
[0020]
进一步地,所述导流单元的高度不突出腔体的开口端面。
[0021]
进一步地,所述本体上设置有泄流通道。
[0022]
与现有技术相比,本发明的吸附器,在吸附器腔体内同时利用流体旋流负压和抽吸负压来吸附工件,能够抑制工件表面对吸力的影响,并能够产生更大的吸力。。
[0023]
附图说明
[0024]
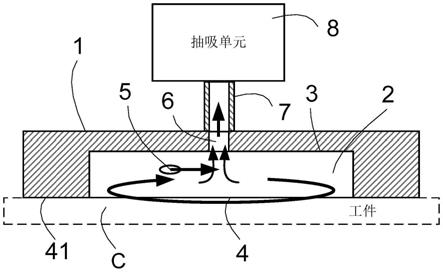
图1a为现有技术的吸盘的剖面示意图,图1b为图1a的现有技术吸盘的俯视图;图2为流体流经工件和图1的吸盘底面外缘之间的流道所产生的正压分布示意图;图3a为图1的吸盘在吸附表面比较粗糙或凹凸不平的工件时的流体流动状态示意图,图3b为图3a的局部放大示意图;图4为图1的吸盘在吸附柔软物体时的示意图;图5为本发明吸附器的第一实施例的剖面示意图;图6为吸附器的压力分布示意图,以及与现有吸盘的压力对比示意图;图7为图5的吸附器的抽吸流量等于喷嘴流量以及大于喷嘴流量时的压力对比示意图;图8为本发明吸附器的第二实施例的剖面示意图;图9和图10为本发明吸附器的第三实施例的剖面示意图,其中,图10比图9多设置了压力检测单元;图11a和图11b为本发明吸附器的第四实施例的剖面示意图,其中,图11a的导流单元的圆柱形侧壁上设有导流通道,图11b的导流单元的下端面设置又导流通道。
[0025]
图12为本发明的第五实施例的剖面示意图。
[0026]
具体实施方式
[0027]
为了使本发明所要解决的技术问题、技术方案及有益效果更加清楚明白,以下结合附图及实施例,对本发明进行进一步详细说明。应当理解,此处所描述的具体实施例仅仅用以解释本发明,并不用于限定本发明。
[0028]
实施例1请参照图5所示,本发明吸附器的第一较佳实施例,包括本体1,在所述本体1内设有腔体2,所述腔体2具有一个封闭端面3和一个开口端面4。所述开口端面4形成吸附器吸附工件c的端面。在腔体2的侧壁面上设置有切向喷嘴5,外部流体通过切向喷嘴5沿着腔体2的切线方向进入腔体2。在所述腔体2的封闭端面3上设置有抽吸孔6。所述抽吸孔6通过连接管7与抽吸单元8相连通。所述抽吸单元8通过连接管7和抽吸孔6抽吸腔体2内的流体。所述抽吸单元8为具有抽吸流体功能的真空泵或是射流式真空发生器。所述腔体2的横截面形状为圆形或近似圆形。本实施例为圆形。所述抽吸孔6设置在腔体2的中部。
[0029]
本发明的吸附器内部的流体流动是这样的:流体从切向喷嘴5沿着腔体2的切线方向高速喷进腔体2后,流体沿着腔体2的壁面流动,形成旋转流动;在抽吸单元8的抽吸作用下,旋转流体汇聚到抽吸孔6,并从抽吸孔6流出腔体2,通过连接管7流到抽吸单元8;在旋转流体的离心惯性作用下,腔体2内形成低压分布,从而产生吸力。
[0030]
从切向喷嘴5进入腔体2的流量记为q,从抽吸孔6流出的流量记为q
′
。我们把抽吸单元8的抽吸流量设定q
′
= q,也就是说,从切向喷嘴5进入腔体2的流体全部被抽吸单元8抽吸掉。
[0031]
本发明具有如下特点:(1)吸附器和工件c之间就不会存在泄流流动,也不存在缝隙流道,因此,吸附器和工件c之间能够发生接触,进而产生接触摩擦力。当吸附器吸起工件c并进行横向移动的时候,接触摩擦力的存在能够确保工件c跟随吸附器一起移动。
[0032]
(2)开口端面4的外缘41和工件c之间的区域里不会因为流动的粘性作用而形成正压分布,自然也就没有了正压分布的排斥力,并且,腔体2内的负压分布也不会受到影响。
[0033]
(3)在工件c表面比较粗糙或是凹凸不平整的情况,开口端面4的外缘41和工件c之间也不会存在紊乱的流动和不稳定的压力分布,因此,吸附器腔体2内的负压分布也会很稳定。
[0034]
(4)当工件c是柔软材质时,工件c在吸附器腔体2内的负压作用下发生变形从而导致工件c的中心部分陷入腔内,导致工件c和吸附器发生局部接触。但是,因为没有了泄流流动,所以工件c的变形不会引起流动的混乱和不对称,腔内的旋转流动状态也不会受到柔软工件c的影响。
[0035]
(5)通过抽吸单元8的抽吸作用把高速旋转的流体抽吸至抽吸孔6,高速旋转的流体覆盖整个腔体2。也就是说,腔体2内的流体充分地旋转,因此,旋转流体的离心惯性作用就会在腔内形成非常显著的负压分布,吸附器的吸力有着大幅的提升。请参照图6所示,抽吸孔6设置在腔体2的中心位置时腔内的压力分布。与之相比,现有技术的压力曲线的中心部存在着一个比较平坦的区域,这意味着中心部的流体没有形成旋转流动或是旋转流动不
充分。
[0036]
抽吸孔6设置在中心位置能够更好地形成对称和稳定的旋转流动。根据我们的实验研究,抽吸孔6偏离中心位置,也能够一定程度地产生上述的有益效果。并且,抽吸孔6的位置不限于腔体2的中心。只要抽吸单元8能通过抽吸孔6来抽吸腔体2内的流体,就能产生上述的有益效果。
[0037]
在上述说明中,我们以抽吸流量等于q为例进行了说明。其实,抽吸流量只要大于零,就会在一定程度上产生上述有益效果。当抽吸流量小于q时(q
′
< q),开口端面4的外缘41和工件c之间会存在泄流流动。但是,因为泄流流量小于q,所以,仍然能够抑制泄流流动的粘性正压(如特点(2))、抑制粗糙工件c表面的流体紊乱(如特点(3))、减弱不均匀的泄流流动所导致的流动混乱和不对称(如特点(4))、增强腔内的旋转流动和负压分布(如特点(5))。
[0038]
抽吸流量也可以大于q(q
′
> q),那么,就会产生从外界环境流入吸附器的吸入流动,流量是q
′–ꢀ
q。图7是吸附器吸附一个表面粗糙的工件示意图以及相对应的压力分布图,粗糙表面和吸附器的外缘41之间的缝隙里产生吸入流动。如图7的压力分布所示,在这种情况下,抽吸单元8的抽吸作用会使腔内的负压分布整体下移;同时,吸入流动在吸附器的外缘41和工件c之间建立渐变的负压分布。因此,抽吸流量大于q时,吸附器的吸附力能够得到非常大程度的提升。
[0039]
实施例2请参照图8所示,本发明吸附器的第二较佳实施例。与第一实施例相比,本实施例的不同点在于,在所述封闭端面上设置有多个抽吸孔6。
[0040]
本实施例的其他结构和效果与第一实施例相同,不再赘述。
[0041]
实施例3请参照图9和图10所示,本发明吸附器的第三较佳实施例。与第一实施例相比,本实施例的不同点仅在于,在抽吸单元8和抽吸空6之间设置有节流装置9。在本实施例中,节流装置9设置在连接管7的管路上。所述节流装置9用于调节抽吸的流体流量。所述节流装置9为手动球阀或比例电磁阀或伺服阀。
[0042]
因为抽吸流量的大小会影响吸附器的压力分布和性能。因此,根据实际应用需求来调节抽吸流量是非常有必要的。例如,当工件c比较轻的时候,我们可以使抽吸流量q
′
等于切向喷嘴5的流量q;当需要吸附非常重的工件c时,我们可以增大抽吸流量q
′
,使抽吸流量q
′
大于切向喷嘴5的流量q;当工作在有粉尘或是污浊的环境里,我们可以设定抽吸流量q
′
小于切向喷嘴5的流量q,那么,切向喷嘴5的流量q的一部分会从吸附器和工件c之间的缝隙排出,从而能够抵制外部环境的粉尘或是污浊物进入吸附器。
[0043]
为了实现抽吸流量的调节,我们可以调节抽吸单元8的功率。通常功率越大,抽吸流量就越大。我们也可以通过设置节流装置9来实现,如图9所示。节流装置9可以是一个手动球阀,操作者通过实际需要来调节手动球阀的开度,从而实现抽吸流量的调节。节流装置9也可以是自动的节流阀(例如:比例电磁阀、伺服阀等),通过设定输入电压来调整阀的开度,从而实现抽吸流量的自动控制。
[0044]
请参照图10所示,在所述本体1上还设置了压力检测单元10用于监测腔体2内的流体压力。
[0045]
根据腔体2内抽吸流量的大小影响腔内的压力分布的现象,我们可以通过监测腔体2内的压力变化来判断其抽吸流量。在吸附器上设置至少一个个压力检测单元10,每个压力检测单元10能够检测腔内的指定位置的压力。压力检测单元10可以是压力传感器,也可以是压力表。图10是压力检测单元10通过一个测压孔来检测腔体2外周的压力的例子。假设已知抽吸流量等于喷嘴流量(q
′
= q)时的压力p1,那么,当检测的压力p大于p1时,说明抽吸流量小于喷嘴流量(q
′
< q);当检测的压力p小于p1时,说明抽吸流量大于喷嘴流量(q
′
> q)。有了流量的信息,我们就能够及时地调整抽吸流量,使吸附器工作在适当的状态。
[0046]
本实施例的其他结构和效果与第一实施例相同,不再赘述。
[0047]
实施例4请参照图11a以及图11b所示,本发明吸附器的第四较佳实施例。与第一实施例相比,本实施例的不同点仅在于,在所述腔体2内还设置了导流单元11,所述导流单元11具有至少一个导流通道14和导流内腔13,所述导流内腔13与抽吸孔6相连通,所述导流内腔13通过导流通道14与本体的腔体2相连通。
[0048]
以下例举两种导流单元11的结构。参照图11a所示,所述导流单元11是圆柱形,导流通道14设置在导流单元11的圆柱形侧壁上。参照图11b所示,所述导流单元11的下端面设有导流通道14。导流通道14的形状可以是圆孔形,也可以是缝隙形状。
[0049]
通过实验和仿真分析发现,在图5的结构里,流体从切向喷嘴5高速喷出后,一部分的流体会立即流向抽吸孔6,也就是说,这部分流体并没有在腔体2内进行充分的旋转。这不利于腔体2内负压分布的形成和吸力的产生。为了使流体能够在腔体2内进行充分的旋转,我们在腔体2内增加了导流单元11。导流单元11具有至少一个导流通道14和导流内腔13,导流内腔13与抽吸孔6相连通,导流内腔13通过导流通道14与本体的腔体2相连通。
[0050]
图11a是一个中空圆柱形的的导流单元。圆柱形壁面上分布有多个导流通道14。在抽吸单元8的抽吸作用下,腔体2内旋转的流体从导流孔14进入导流单元11,然后流向抽吸孔6。导流单元11阻碍了旋转流体流向抽吸孔6,因此,延长了流体在腔体2内旋转的时间和流程,使得旋转流动变得更充分,能产生更低的负压。
[0051]
在图11b中,导流单元11,其下端面设置有一个较大的导流通道14。腔体2内的流体必须旋转至该下端部才会被抽吸进入导流单元11,也就是说,流体在腔体2内进行了充分的旋转,有利于负压的产生。
[0052]
其他结构和效果与第一实施例相同,不再赘述。
[0053]
实施例5请参照图12所示,本发明吸附器的第五较佳实施例。与第一实施例相比,本实施例的不同点仅在于,在本体上设置有泄流通道15。泄流通道15连通腔体2和外界环境。从切向喷嘴5进入腔体2的流体的全部或一部分可以从泄流通道15流出。泄流通道15可以是圆孔形,也可以是缝隙形状。
[0054]
在实施例1中,为了使吸附器和工件发生接触,抽吸单元8必须把切向喷嘴5的的流量全部抽吸掉,即q = q’。这会导致抽吸单元8消耗很大的功率。本实施例通过在本体上设置泄漏通道15,排出部分流量,减小抽吸单元8的抽吸流量,从而降低抽吸单元8的抽吸功耗,起到节能的作用。泄流通道15可以设置在腔体2的侧壁面上,流体在旋转后流入泄流通道15并流向外界。
[0055]
以上所述仅为本发明的较佳实施例而已,并不用以限制本发明,凡在本发明的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1