用于转台的工位标识系统及方法与流程
[0001]
本发明涉及转台工位编码技术领域,特指一种用于转台的工位标识系统及方法。
背景技术:
[0002]
分度转台通过其上设置的夹具夹持固定产品,再通过自身的旋转以将各个夹具上的产品依序的输送至对应的工位进行产品加工,产品经过各个加工工序时需要记录当前产品加工过程中是否不良以便于后续工位剔除该不良产品及记录相应加工工艺参数。现有常规做法是,在转台上对应夹具加装nfc(near field communication,近场通信)识别卡或者在产品上设置条码,该种做法的代价较高,经济可行不高,对于产品识别要求不高的场合较难普及。
技术实现要素:
[0003]
本发明的目的在于克服现有技术的缺陷,提供一种用于转台的工位标识系统及方法,解决现有技术中利用nfc识别卡或者条码识别存在的代价高、经济可行不高而无法在识别要求不高的场合普及使用的问题。
[0004]
实现上述目的的技术方案是:
[0005]
本发明提供了一种用于转台的工位标识方法,所述转台上设有至少两个夹具;所述标识方法包括如下步骤:
[0006]
于所述转台上对应所述夹具设置至少一个标识位;
[0007]
于所述转台的下方对应一个夹具的标识位设置传感器,
[0008]
提供标识件,在对应的标识位处设置标识件,以使得所述夹具通过所述标识位和所述标识件实现标识;以及
[0009]
通过所述转台的旋转带动对应的夹具转动至所述传感器处,利用所述传感器识别所述标识位和所述标识件从而识别对应的夹具。
[0010]
本发明的工位标识方法利用标识位和标识件相组合形成标识编码,也即为每一夹具匹配一个标识编码,进而在通过设置的传感器来识别该标识编码即可识别夹具,该标识位和标识件的设置方式简单易行,成本低,相比于nfc识别卡及条码的标识方式更加经济,特别适合于在产品识别要求不高的场合普及使用。
[0011]
本发明用于转台的工位标识方法的进一步改进在于,
[0012]
在所述标识位处设有标识件时,所述传感器识别所述标识件从而形成感应信号;
[0013]
在所述标识位处未设有标识件时,所述传感器无法形成感应信号。
[0014]
本发明用于转台的工位标识方法的进一步改进在于,所述标识位和所述标识件依据8421编码规则进行排列,从而为每一夹具配置对应的标识编码。
[0015]
本发明用于转台的工位标识方法的进一步改进在于,所述传感器设置的数量与一个夹具处设置的标识位的数量相同。
[0016]
本发明用于转台的工位标识方法的进一步改进在于,所述标识位为螺孔,在所述
转台上开设螺孔以实现于所述转台上设置标识位;
[0017]
所提供的标识件为螺杆,设置标识件时,将所述螺杆螺合于对应的螺孔且所述螺杆的端部伸出所述螺孔的底部可与所述传感器相接触。
[0018]
本发明还提供了一种用于转台的工位标识系统,所述转台上设有至少两个夹具;所述标识系统包括:
[0019]
设于所述转台上并对应所述夹具设置的至少一个标识位;
[0020]
设于所述转台下方并对应一个夹具的标识位设置的传感器;以及
[0021]
设于对应标识位处的标识件,所述标识件和所述标识位相组合形成对应夹具的标识编码;
[0022]
在所述转台将对应的夹具转动至所述传感器处时,通过所述传感器识别所述标识位和所述标识件组合形成的标识编码以识别对应的夹具。
[0023]
本发明用于转台的工位标识系统的进一步改进在于,在所述标识位处设有标识件时,所述传感器识别所述标识件从而形成感应信号;
[0024]
在所述标识位处未设有标识件时,所述传感器无法形成感应信号。
[0025]
本发明用于转台的工位标识系统的进一步改进在于,所述标识位和所述标识件依据8421编码规则进行排列组合,从而为每一夹具配置对应的标识编码。
[0026]
本发明用于转台的工位标识系统的进一步改进在于,所述传感器设置的数量与一个夹具处设置的标识位的数量相同。
[0027]
本发明用于转台的工位标识系统的进一步改进在于,所述标识位为螺孔,所述标识件为螺杆,所述螺杆螺合于对应的螺孔且端部伸出所述螺孔的底部而可与所述传感器相接触。
附图说明
[0028]
图1为本发明用于转台的工位标识系统设于转台及机架的立体结构示意图。
[0029]
图2为图1的侧视图。
[0030]
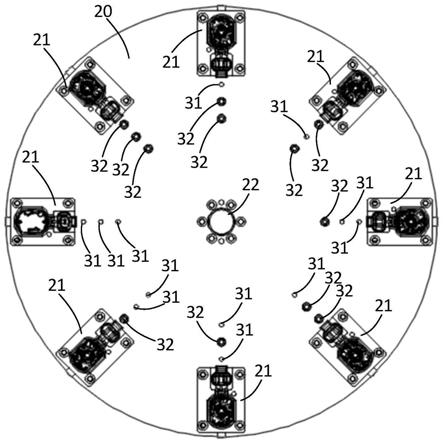
图3为本发明用于转台的工位标识系统设于转台上的俯视图。
[0031]
图4为本发明用于转台的工位标识系统设于转台上的剖视图。
[0032]
图5为本发明用于转台的工位标识方法的流程图。
具体实施方式
[0033]
下面结合附图和具体实施例对本发明作进一步说明。
[0034]
参阅图1,本发明提供了一种用于转台的工位标识系统及方法,用于实现标识和识别转台上的夹具,且该工位标识系统及方法的实现简单易行,成本低,能够解决现有nfc识别卡及产品条形存在的代价高经济可行不高的问题。具体地,本发明的标识系统及方法利用在转台上开孔形成标志位,通过孔中设置标识件、不设置标识件以及在不同位置处设置标识件来形成不同组合形式,作为标识编码,每一夹具对应一个标识编码,该标识编码的设置极为简易,且成本低。配合传感器来检测标识位是否有标识件,从而能够识别标识编码进而识别夹具,可实现产品加工工艺参数的记录以及不良品标记。下面结合附图对本发明用于转台的工位标识系统及方法进行说明。
[0035]
参阅图3,显示了本发明用于转台的工位标识系统设于转台上的俯视图。参阅图4,显示了本发明用于转台的工位标识系统设于转台上的剖视图。下面结合图3和图4,对本发明用于转台的工位标识系统进行说明。
[0036]
如图3和图4所示,本发明的用于转台的工位标识系统包括标识位31、标识件32以及传感器33,转台20上设有至少两个夹具21,其中的标识位31设于转台20上并对应夹具21设置,且标识位31的数量为至少一个;传感器33设于转台20的下方并对应一个夹具21的标识位31设置;标识件32设于对应的标识位31处,也即有的标识位31设有标识件32,有的标识位31未设有标识件32,标识件32和标识位31相组合形成对应夹具21的标识编码,该标识编码与夹具21一一对应。转台20能够旋转,在转台20通过旋转将对应的夹具21转动至传感器33处时,通过传感器33识别标识位31和标识件32组合形成的标识编码以识别对应的夹具21。
[0037]
如图1和图2所示,转台20设于机架10上,该机架10的顶部设有工作台11,转台20可转动的设置在工作台11上,本发明的标识系统也设于该工作台11上,其中的标识位31和标识件32设于转台20上,而传感器33安装在工作台11上并位于转台20的下方。转台20上设置的夹具21数量根据其自身尺寸来设定,图1中所示的夹具21数量为8个。在工作台11上靠近转台20的一侧设置有加工设备40,转台20通过旋转顺次的将夹具21送到加工设备40处以对产品进行加工处理,这样传感器33设于加工设备40的旁侧,用于识别当前加工的产品的夹具21的标识编码。通过传感器33识别到夹具21的标识编码(即由标识位31及标识件32组合形成),加工设备40能够根据该夹具21的标识编码将产品的加工参数与夹具21相关联,还能够将产品是否不良与夹具21相关联。
[0038]
本发明利用标识位及标识件相组合形成对应的标识编码,属于一种简易编码方式,实现方便,成本低,具有较高的经济可行性。
[0039]
在本发明的一种具体实施方式中,如图3和图4所示,在标识位31处设有标识件32时,传感器33识别该标识件32从而形成感应信号;在标识位31处未设有标识件32时,传感器33无法形成感应信号。利用传感器33是否能够形成感应信号能够知晓对应的标识位31处是否有标识件32,这样就能够识别出标识位31与标识件32的组合关系,从而就能够识别出标识编码。
[0040]
较佳地,传感器33为接触式传感器,在标识位31处设有标识件32时,该标识件32能够接触对应的传感器33,这样该传感器33就可以形成感应信号,在标识位31处未设有标识件32时,该标识位31无法与对应的传感器33相接触,这样该传感器33就无法形成感应信号了。
[0041]
在本发明的一种具体实施方式中,标识位31和标识件32依据8421编码规则进行排列组合,从而为每一夹具配置对应的标识编码。8421编码规则为二进制数,从左到右的权为8、4、2、1,这样就能够根据夹具21的数量设计标识位31的数量了。若夹具21有两个,那么标识位31设置一个即可,其中一个夹具的标识位31处设有标识件32,这样组合形成的标识编码为1,另一个夹具的标识位31处未设有标识件32,这样组合形成的标识编码为0。若夹具21有四个,那么标识位31设有两个即可,该标识位31与标识件32组合形式有两个标识位31均未设标识件32,第一个标识位31设有标识件32,第二标识位31设有标识件32和两个标识位31均设有标识件32四种形式,所形成的标识编码分别是00,01,10和11。若夹具21有八个,那
么标识位31设有三个,该标识位31与标识件32组合形式有三个标识位31均未设标识件32,第一个标识位31设有标识件32,第二个标识位31设有标识件32,第一个和第二个标识位31设有标识件32,第三个标识位31设有标识件32,第一个和第三个标识位31设有标识件32,第二个和第三个标识位31设有标识件32和三个标识位31均设有标识件32,所形成的标识编码有000,001,010,011,100,101,110和111。
[0042]
进一步地,传感器33的设置数量与一个夹具21处设置的标识位31的数量相同,通过对应的传感器33识别对应的标识位31处是否有标识件32。
[0043]
在本发明的一种具体实施方式中,标识位31为螺孔,标识件32为螺杆,如图3和图4所示,螺杆螺合在对应的螺孔上且端部伸出螺孔的底部而可与传感器33相接触。传感器33通过螺杆的触碰而形成感应信号,此时解码为“1”,若螺孔处未设螺杆,对应的传感器33无法形成感应信号,此时解码为“0”,这样在转台20旋转到位,将一个夹具21转动送至加工设备40处时,该夹具21对应的标识位31及标识件32与传感器33相对应,这样传感器33能够识别标识位31及标识件32组合形成的标识编码,实现了识别夹具21以及产品。
[0044]
较佳地,夹具21在转台20上沿圆周等间隔布设,相应地,螺孔也在转台20上沿圆周等间隔布设,并靠近对应的夹具21设置。
[0045]
在本发明的一种具体实施方式中,该标识系统还包括处理单元,该处理单元与传感器33控制连接,传感器33形成感应信号后将该感应信号发送给处理单元,处理单元根据接收到的感应信号来对夹具21进行解码,获得夹具21的标识编码,进而将该标识编码发送给加工设备40。另一种实施方式中,处理单元集成在加工设备40的控制系统中,这样传感器33与控制系统的处理单元通信连接,进而加工设备40的控制系统能够直接接受感应信号而获得对应夹具的标识编码。
[0046]
如图4所示,在工作台11上设有驱动机构23,该驱动机构23连接一转轴22,该转轴22连接转台20,通过驱动杆机构23驱动转轴22旋转进而实现转台20的旋转。较佳地,该驱动机构23为分度驱动机构,能够驱动转轴22及转台20旋转一设定角度,该转台20旋转一设定角度后,能够将夹具21送至加工设备40处。传感器33通过支架34安装在工作台11上,该传感器33靠近加工设备40设置,用于识别加工设备40当前加工的产品的夹角21的标识编码。
[0047]
本发明的标识系统通过螺孔以及螺杆的不同组合来标识夹具,其形成标识编码的方式极其简单,能够极大的节省成本,特别适用于转台上夹具的标识。
[0048]
本发明还提供了一种用于转台的工位标识方法,下面对该标识方法进行说明。
[0049]
如图1所示,转台20上设有至少两个夹具21;结合图5所示,本发明的标识方法包括如下步骤:
[0050]
执行步骤s11,于转台上对应夹具设置至少一个标识位;接着执行步骤s12;
[0051]
执行步骤s12,于转台的下方对应一个夹具的标识位设置传感器,接着执行步骤s13;
[0052]
执行步骤s13,提供标识件,在对应的标识位处设置标识件,以使得夹具通过标识位和标识件实现标识;接着执行步骤s14;
[0053]
执行步骤s14,通过转台的旋转带动对应的夹具转动至传感器处,利用传感器识别标识位和标识件从而识别对应的夹具。
[0054]
本发明的工位标识方法利用标识位和标识件相组合形成标识编码,也即为每一夹
具匹配一个标识编码,进而在通过设置的传感器来识别该标识编码即可识别夹具,该标识位和标识件的设置方式简单易行,成本低,相比于nfc识别卡及条码的标识方式更加经济,特别适合于在产品识别要求不高的场合普及使用。
[0055]
在本发明的一种具体实施方式中,结合图3和图4所示,
[0056]
在标识位31处设有标识件32时,传感器33识别标识件32从而形成感应信号;
[0057]
在标识位31处未设有标识件32时,传感器33无法形成感应信号。
[0058]
在本发明的一种具体实施方式中,标识位31和标识件32依据8421编码规则进行排列,从而为每一夹具21配置对应的标识编码。8421编码规则为二进制数,从左到右的权为8、4、2、1,这样就能够根据夹具21的数量设计标识位31的数量了。若夹具21有两个,那么标识位31设置一个即可,其中一个夹具的标识位31处设有标识件32,这样组合形成的标识编码为1,另一个夹具的标识位31处未设有标识件32,这样组合形成的标识编码为0。以此类推,可为多个夹具21分别匹配一个对应的标识编码。
[0059]
在本发明的一种具体实施方式中,传感器33设置的数量与一个夹具21处设置的标识位31的数量相同。
[0060]
在本发明的一种具体实施方式中,标识位31为螺孔,在转台20上开设螺孔以实现于转台20上设置标识位31;
[0061]
所提供的标识件32为螺杆,设置标识件32时,将螺杆螺合于对应的螺孔且螺杆的端部伸出螺孔的底部可与传感器33相接触。
[0062]
具体地,传感器33通过螺杆的触碰而形成感应信号,此时解码为“1”,若螺孔处未设螺杆,对应的传感器33无法形成感应信号,此时解码为“0”,即将传感器定义为有信号为“1”,无信号为“0”,传感器的设置位置与二进制数的权位相对应,这样就能够通过传感器的信号得出对应的标识编码。在转台20旋转到位,将一个夹具21转动送至加工设备40处时,该夹具21对应的标识位31及标识件32与传感器33相对应,这样传感器33能够实现识别标识位31及标识件32组合形成的标识编码,也就实现了识别夹具21以及产品。
[0063]
以上结合附图实施例对本发明进行了详细说明,本领域中普通技术人员可根据上述说明对本发明做出种种变化例。因而,实施例中的某些细节不应构成对本发明的限定,本发明将以所附权利要求书界定的范围作为本发明的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1