一种大规格背胶模切工艺的制作方法
[0001]
本发明涉及模切技术领域,特别涉及一种大规格背胶模切工艺。
背景技术:
[0002]
模切产品常应用于:电声、医疗保健、显示标志、安全防护、交通运输、办公用品、电子电力、通讯、工业制造、家庭休闲等行业。主要用于产品的粘接、防尘、防震、绝缘、屏蔽等方面。用来加工的模切材料有橡胶、单、双面胶带、泡棉、塑料、乙烯基、硅、金属薄带、金属薄片、光学膜、保护膜、纱网、热熔胶带、矽胶等,相对于大规格的背胶产品而言,相应地需要采用较大的设备进行模切,但是,大规模的模切设备相对于小设备精度低,往往无法达到背胶产品的精度要求,因此,有必要研究出一种工艺,能够利用小规模的模切机制造大规格的背胶,保证背胶的精度。
技术实现要素:
[0003]
本发明的目的是提供一种大规格背胶模切工艺以解决背景技术中所提及的问题。
[0004]
为了实现上述目的,本发明提供如下技术方案:
[0005]
一种大规格背胶模切工艺,包括以下步骤:
[0006]
步骤s1)材料准备:原料分为三层,上层为过程膜,中层为胶体,下层为第一托底膜,在第一托底膜的上表面两侧粘贴定位孔转移膜;
[0007]
步骤s2)冲切定位孔和产品胶体:将上一步骤的材料放置在模切机上进行冲切,模切成型刀贯穿定位孔转移膜和第一托底膜,冲切出定位孔,模切成型刀贯穿过程膜和胶体,冲切出产品胶体;
[0008]
步骤s3)粘贴蓝膜:对上一步骤的材料进行清废处理,撕除过程膜以及清除定位孔内和产品胶体外周的废料,接着在产品胶体上方依次覆盖蓝膜和承载膜,接着在承载膜和定位孔转移膜上粘贴固定膜,固定膜使承载膜和定位孔转移膜固定连接且不遮挡定位孔,接着撕除第一托底膜并在产品胶体下方覆盖过程离型膜;
[0009]
步骤s4)冲切产品蓝膜:将上一步骤的材料放置在模切机上进行冲切,模切成型刀贯穿过程离型膜和蓝膜,在产品胶体外周冲切出产品蓝膜轮廓;
[0010]
步骤s5)冲切拼接孔:在承载膜上方覆盖第二托底膜,接着在模切机上进行冲切,模切成型刀贯穿过程离型膜、蓝膜和承载膜,冲切出拼接孔,接着,模切成型刀贯穿过程离型膜、蓝膜和承载膜将材料两侧切断,切断位置位于固定膜和拼接孔之间;
[0011]
步骤s6)拼接材料:清除上一步骤的材料中切断位置外侧的废料,并利用拼接孔,将多组材料进行拼接,接着撕除第二托底膜和承载膜,以及清除产品蓝膜外侧的废料,接着在产品蓝膜上方依次覆盖盖膜和排废膜,接着撕除过程离型膜并在产品胶体下方覆盖底膜;
[0012]
步骤s7)裁切产品轮廓:将上一步骤的材料放置在模切机上进行冲切,模切成型刀贯穿底膜和盖膜,冲切出避位孔、粘贴定位孔和产品外框,接着撕除排废膜并清除避位孔和
粘贴定位孔内的废料以及产品外框外周的废料,最后对成品进行收卷。
[0013]
对本发明的进一步描述:步骤s6中材料拼接时采用两组材料。
[0014]
对本发明的进一步描述:步骤s6中所述盖膜采用pet材料。
[0015]
本发明的有益效果为:通过将大规格的背胶分成若干组成部分,利用小规模的模切机对背胶组成部分分别进行模切并在组成部分上模切出拼接孔,然后利用拼接孔将各组成部分精确拼接在一起组成大规格的背胶,与现有技术相比,本发明能够保证大规格背胶的精度,防止背胶粘贴在其他产品上时,由于粘贴位置不准确而造成批量不良。
附图说明
[0016]
图1是本发明步骤s1的示意图;
[0017]
图2是本发明步骤s2的示意图;
[0018]
图3是本发明步骤s3的示意图;
[0019]
图4是本发明步骤s4的示意图;
[0020]
图5是本发明步骤s5的示意图;
[0021]
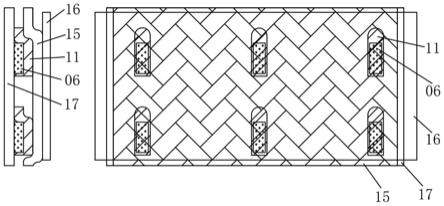
图6是本发明步骤s6的示意图;
[0022]
图7是本发明步骤s7的示意图;
[0023]
附图标记说明:
[0024]
01、过程膜;02、胶体;03、第一托底膜;04、定位孔转移膜;05、定位孔;06、产品胶体;07、蓝膜;08、承载膜;09、固定膜;10、过程离型膜;11、产品蓝膜;12、第二托底膜;13、拼接膜;14、切断位置;15、盖膜;16、排废膜;17、底膜;18、避位孔;19、粘贴定位孔;20、产品外框。
具体实施方式
[0025]
以下结合附图对本发明进行进一步说明:
[0026]
一种大规格背胶模切工艺,包括以下步骤:
[0027]
如图1所示,步骤s1)材料准备:原料分为三层,上层为过程膜01,中层为胶体02,下层为第一托底膜03,在第一托底膜03的上表面两侧粘贴定位孔转移膜04;
[0028]
如图2所示,步骤s2)冲切定位孔和产品胶体:将上一步骤的材料放置在模切机上进行冲切,模切成型刀贯穿定位孔转移膜04和第一托底膜03,冲切出定位孔05,模切成型刀贯穿过程膜01和胶体02,冲切出产品胶体06,产品胶体06的形状按照产品所需要的轮廓进行裁切;
[0029]
如图3所示,步骤s3)粘贴蓝膜:对上一步骤的材料进行清废处理,撕除过程膜01以及清除定位孔05内和产品胶体06外周的废料,接着在产品胶体06上方依次覆盖蓝膜07和承载膜08,接着在承载膜08和定位孔转移膜04上粘贴固定膜09,固定膜09使承载膜08和定位孔转移膜04固定连接且不遮挡定位孔05,承载膜08和定位孔转移膜04固定连接能够保证在清废的过程中两者相对位置保持不变,确保模切精度,若固定膜09将定位孔05阻挡,会导致后续步骤中的定位不准确,接着撕除第一托底膜03并在产品胶体下方覆盖过程离型膜10;
[0030]
如图4所示,步骤s4)冲切产品蓝膜:将上一步骤的材料放置在模切机上进行冲切,模切成型刀贯穿过程离型膜10和蓝膜07,在产品胶体06外周冲切出产品蓝膜11轮廓,产品
蓝膜11的形状按照产品所需要的轮廓进行裁切;
[0031]
如图5所示,步骤s5)冲切拼接孔:在承载膜08上方覆盖第二托底膜12,接着在模切机上进行冲切,模切成型刀贯穿过程离型膜10、蓝膜07和承载膜08,冲切出拼接孔13,接着,模切成型刀贯穿过程离型膜10、蓝膜07和承载膜08将材料两侧切断,切断位置14位于固定膜09和拼接孔13之间;
[0032]
如图6所示,步骤s6)拼接材料:清除上一步骤的材料中切断位置14外侧的废料,并利用拼接孔13,将多组材料进行拼接,在本设计中,采用两组材料进行拼接,接着撕除第二托底膜12和承载膜08,以及清除产品蓝膜11外侧的废料,接着在产品蓝膜11上方依次覆盖盖膜15和排废膜16,接着撕除过程离型膜10并在产品胶体06下方覆盖底膜17,在本设计中,盖膜15采用pet材料,pet材料制作的盖膜15不易破损且阻氧性和阻湿性好;
[0033]
如图7所示,步骤s7)裁切产品轮廓:将上一步骤的材料放置在模切机上进行冲切,模切成型刀贯穿底膜17和盖膜15,冲切出避位孔18、粘贴定位孔19和产品外框20,接着撕除排废膜16并清除避位孔18和粘贴定位孔19内的废料以及产品外框20外周的废料,最后对成品进行收卷,粘贴定位孔19用于背胶粘贴在其他产品上时进行定位使用,保证背胶能够精确粘贴到其他产品上,避位孔18用于避开其他产品上的突出位置,使背胶顺利粘贴。
[0034]
以上并非对本发明的技术范围作任何限制,凡依据本发明技术实质对以上的实施例所作的任何修改、等同变化与修饰,均仍属于本发明的技术方案的范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1