一种小支架工装组件的制作方法
1.本发明涉及机械加工领域,具体是指一种小支架工装组件。
背景技术:
2.小支架由于其形状为非标准件,在对其进行加工时的工装无法根据其特有的形状进行固定;现有技术中的小支架工装,对其的固定只在其主要部位即主体处进行限位固定,对其各个端部没有进行限位固定,使得在对小支架进行加工时,各个端部出现位移现象,影响小支架加工面的精准度,影响小支架的成品率。
技术实现要素:
3.本发明的目的在于提供一种小支架工装组件,实现稳定固定,方便小支架的加工,提高加工小支架的效率。
4.为了解决上述技术问题,本发明提供了一种小支架工装组件,包括第一工装、第二工装、第三工装及第四工装;所述第一工装、第二工装、第三工装及第四工装分别用于加工小支架的第一工序、第二工序、第三工序及第四工序;
5.所述小支架具有一横向主体,所述横向主体的一端沿垂直于所述横向主体所在平面的方向向下延伸一段距离形成第一端部,所述横向主体的另一端为第二端部,所述横向主体上靠近第二端部的位置沿垂直于所述横向主体所在平面的方向向上及向下分别延伸一段距离分别形成第三端部及第四端部;所述第三端部及第四端部的末端还沿垂直于所述第三端部及第四端部所在平面方向同向延伸一段距离分别形成第一弯折部及第二弯折部;
6.第三端部与第四端部沿垂直于所述横向主体所在平面的方向在所述横向主体上的投影在同一直线上但不重合;
7.所述第一工装包括第一卧加标准块及第一底板;所述第一底板向上延伸形成用于顶抵所述第一端部、第二端部、第三端部、第四端部、第一弯折部、第二弯折部及横向主体的第一顶抵部;所述第一顶抵部上固定设置有第一压块、第二压块及第三压块;
8.所述第一压块的一端从上至下压制所述第一端部,所述第一压块的另一端通过第一连接件与所述第一顶抵部固定连接锁紧;所述第二压块的一端从上至下压制所述第三端部靠近所述横向主体的位置,所述第二压块的另一端通过第二连接件与所述第一顶抵部固定连接锁紧;所述第三压块的一端从内至外压制所述第一弯折部,所述第三压块的另一端通过第三连接件与所述第一顶抵部固定连接锁紧;
9.所述第一工装还包括第一定位块,所述第一定位块设置有第一直角弯槽,所述第二端部的末端插入所述第一直角弯槽内定位;
10.所述第二工装包括第二底板,所述第二底板上向上延伸形成放置所述第一端部、第二端部、第三端部及第一弯折部的第二顶抵部、第三顶抵部、第四顶抵部及第五顶抵部;所述第四端部及第二弯折部置于所述第二底板上;
11.所述第二底板上设置有第二定位块及第三定位块;所述第二定位块固定于所述横
向主体设置有第四端部的一侧;所述第三定位块设置于所述第二端部所在位置,所述第三定位块设置有一直角弯槽,所述第二端部的末端置于所述直角弯槽内定位;
12.所述第一端部与第三端部相对的一面均相向延伸一段距离形成第一压制部及第二压制部;所述第二底板上还设置有第四压块;所述第四压块的两端分别压制所述第一压制部及第二压制部的上端,所述第四压块的中部通过第四连接件固定连接所述第二底板;
13.所述第三工装包括第三底板及第五压块;所述第三底板上放置所述小支架;所述第一端部与横向主体的转角处向外延伸形成第三压制部,所述第三端部与横向主体的转角处向外延伸形成第四压制部;所述第五压块的两端分别压制所第三压制部及第四压制部的上端,所述第五压块的中部通过第五连接件固定连接所述第三底板;
14.所述第四工装包括第二卧加标准块及第四底板;所述第二卧加标准块上设置有所述第四底板,所述第四底板设置有与所述第一顶抵部相同的第六顶抵部,用于放置所述第一端部、第二端部、第三端部、第四端部、第一弯折部、第二弯折部及横向主体;所述第六顶抵部上设置有第六压块、第七压块、第八压块及第九压块;
15.所述第六压块的一端从上至下压制所述第一端部,所述第六压块的另一端通过第六连接件与所述第六顶抵部固定连接锁紧;所述第七压块的一端从上至下压制所述第三端部靠近所述横向主体的位置,所述第七压块的另一端通过第七连接件与所述第六顶抵部固定连接锁紧;所述第八压块的一端从内至外压制所述第一弯折部,所述第八压块的另一端通过第八连接件与所述第六顶抵部固定连接锁紧;
16.所述第二端部的末端向外延伸形成第五压制部,所述第九压块的一端从上至下压制所述第五压制部,所述第九压块的另一端通过第九连接件与所述第六压制部固定连接锁紧。
17.在一较佳的实施例中,所述第一连接件、第二连接件、第三连接件、第四连接件、第五连接件、第六连接件、第七连接件、第八连接件及第九连接件具体均为双头具有外螺纹的双头连接件;所述第一压块、第二压块、第三压块、第四压块、第五压块、第六压块、第七压块、第八压块及第九压块上均设置有贯穿孔,所述第一顶抵部、第二顶抵部、第三顶抵部、第四顶抵部、第五顶抵部及第六顶抵部上均设置有螺纹孔,所述双头连接件的依次穿过所述贯穿孔插入螺纹孔中,再通过螺母锁紧固定。
18.相较于现有技术,本发明的技术方案具备以下有益效果:
19.本发明提供了一种小支架工装组件,在各个底板上设置适配小支架各个端部的顶抵部以放置小支架的各个端部;顶抵部之间的让位空间给小支架的加工提供操作空间;通过第一压块、第二压块、第三压块及第一定位块在第一工序上对小支架的第一端部、第三端部、第一弯折部及第二端部进行限位固定,使小支架在第一工序时能够稳固固定,保证加工的精准度;通过第四压块在第二工序上对小支架第一端部以及第三端部的第一压制部及第二压制部进行压制实现小支架在第二工序时能够稳固固定;通过第五压块在第三工序上对小支架的第三压制部及第四压制部进行压制实现小支架在第三工序时能够稳固固定;通过第六压块、第七压块、第八压块及第九压块对小支架的第一端部、第三端部、第一弯折部及第五压制部进行固定,实现小支架在第四工序上的稳固固定。
附图说明
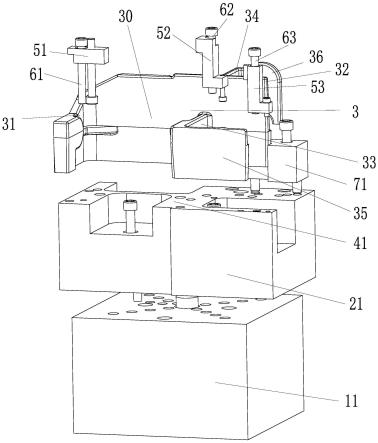
20.图1为本发明优选实施例中小支架工装组件的第一工装结构示意图;
21.图2为本发明优选实施例中小支架工装组件的第二工装结构示意图;
22.图3为本发明优选实施例中小支架毛坯结构示意图;
23.图4为本发明优选实施例中小支架工装组件的第三工装结构示意图;
24.图5为本发明优选实施例中小支架工装组件的第四工装结构示意图;
25.图6为本发明优选实施例中小支架成品结构示意图。
具体实施方式
26.下文结合附图和具体实施方式对本发明做进一步说明。
27.一种小支架工装组件,参考图1至6,包括第一工装、第二工装、第三工装及第四工装;所述第一工装、第二工装、第三工装及第四工装分别用于加工小支架3的第一工序、第二工序、第三工序及第四工序;
28.所述小支架3具有一横向主体30,所述横向主体30的一端沿垂直于所述横向主体30所在平面的方向向下延伸一段距离形成第一端部31,所述横向主体30的另一端为第二端部32,所述横向主体30上靠近第二端部32的位置沿垂直于所述横向主体30所在平面的方向向上及向下分别延伸一段距离分别形成第三端部33及第四端部34;所述第三端部33及第四端部34的末端还沿垂直于所述第三端部33及第四端部34所在平面方向同向延伸一段距离分别形成第一弯折部35及第二弯折部36;
29.第三端部33与第四端部34沿垂直于所述横向主体30所在平面的方向在所述横向主体30上的投影在同一直线上但不重合;
30.所述第一工装包括第一卧加标准块11及第一底板21;所述第一底板21向上延伸形成用于顶抵所述第一端部31、第二端部32、第三端部33、第四端部34、第一弯折部35、第二弯折部36及横向主体30的第一顶抵部41;所述第一顶抵部41上固定设置有第一压块51、第二压块52及第三压块53;
31.所述第一压块51的一端从上至下压制所述第一端部31,所述第一压块51的另一端通过第一连接件61与所述第一顶抵部41固定连接锁紧;所述第二压块52的一端从上至下压制所述第三端部33靠近所述横向主体30的位置,所述第二压块52的另一端通过第二连接件62与所述第一顶抵部41固定连接锁紧;所述第三压块53的一端从内至外压制所述第一弯折部35,所述第三压块53的另一端通过第三连接件63与所述第一顶抵部41固定连接锁紧;
32.所述第一工装还包括第一定位块71,所述第一定位块71设置有第一直角弯槽,所述第二端部32的末端插入所述第一直角弯槽内定位;
33.所述第二工装包括第二底板22,所述第二底板22上向上延伸形成放置所述第一端部31、第二端部32、第三端部33及第一弯折部35的第二顶抵部42、第三顶抵部、第四顶抵部及第五顶抵部45;所述第四端部34及第二弯折部36置于所述第二底板22上;
34.所述第二底板22上设置有第二定位块及第三定位块73;所述第二定位块固定于所述横向主体30设置有第四端部34的一侧;所述第三定位块73设置于所述第二端部32所在位置,所述第三定位块73设置有第二直角弯槽,所述第二端部32的末端置于所述第二直角弯槽内定位;
35.所述第一端部31与第三端部33相对的一面均相向延伸一段距离形成第一压制部301及第二压制部302;所述第二底板22上还设置有第四压块54;所述第四压块54的两端分别压制所述第一压制部301及第二压制部302的上端,所述第四压块54的中部通过第四连接件64固定连接所述第二底板22;
36.所述第三工装包括第三底板23及第五压块55;所述第三底板23上放置所述小支架3;所述第一端部31与横向主体30的转角处向外延伸形成第三压制部303,所述第三端部33与横向主体30的转角处向外延伸形成第四压制部304;所述第五压块55的两端分别压制所第三压制部303及第四压制部304的上端,所述第五压块55的中部通过第五连接件65固定连接所述第三底板23;
37.所述第四工装包括第二卧加标准块12及第四底板24;所述第二卧加标准块12上设置有所述第四底板24,所述第四底板24设置有与所述第一顶抵部41相同的第六顶抵部46,用于放置所述第一端部31、第二端部32、第三端部33、第四端部34、第一弯折部35、第二弯折部36及横向主体30;所述第六顶抵部46上设置有第六压块56、第七压块57、第八压块58及第九压块;
38.所述第六压块56的一端从上至下压制所述第一端部31,所述第六压块56的另一端通过第六连接件66与所述第六顶抵部46固定连接锁紧;所述第七压块57的一端从上至下压制所述第三端部33靠近所述横向主体30的位置,所述第七压块57的另一端通过第七连接件67与所述第六顶抵部46固定连接锁紧;所述第八压块58的一端从内至外压制所述第一弯折部35,所述第八压块58的另一端通过第八连接件68与所述第六顶抵部46固定连接锁紧;
39.所述第二端部32的末端向外延伸形成第五压制部305,所述第九压块的一端从上至下压制所述第五压制部305,所述第九压块的另一端通过第九连接件69与所述第五压制部305固定连接锁紧。
40.所述第一连接件61、第二连接件62、第三连接件63、第四连接件64、第五连接件65、第六连接件66、第七连接件67、第八连接件68及第九连接件69具体均为双头具有外螺纹的双头连接件;所述第一压块51、第二压块52、第三压块53、第四压块54、第五压块55、第六压块56、第七压块57、第八压块58及第九压块上59均设置有贯穿孔,所述第一顶抵部41、第二顶抵部42、第三顶抵部、第四顶抵部、第五顶抵部45及第六顶抵部46上均设置有螺纹孔,所述双头连接件的依次穿过所述贯穿孔插入螺纹孔中,再通过螺母锁紧固定。
41.本发明提供了一种小支架工装组件,在各个底板上设置适配小支架3各个端部的顶抵部以放置小支架3的各个端部;顶抵部之间的让位空间给小支架3的加工提供操作空间;通过第一压块51、第二压块52、第三压块53及第一定位块71在第一工序上对小支架3的第一端部31、第三端部33、第一弯折部35及第二端部32进行限位固定,使小支架3在第一工序时能够稳固固定,保证加工的精准度;通过第四压块54在第二工序上对小支架3第一端部31以及第三端部33的第一压制部301及第二压制部302进行压制实现小支架3在第二工序时能够稳固固定;通过第五压块55在第三工序上对小支架3的第三压制部303及第四压制部304进行压制实现小支架3在第三工序时能够稳固固定;通过第六压块56、第七压块57、第八压块58及第九压块对小支架3的第一端部31、第三端部33、第一弯折部35及第五压制部305进行固定,实现小支架3在第四工序上的稳固固定。
42.以上所述,仅为本发明较佳的具体实施方式,但本发明的设计构思并不局限于此,
任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,利用此构思对本发明进行非实质性的改动,均属于侵犯本发明保护范围的行为。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1