一种卡箍自动安装控制系统的制作方法
1.本发明涉及自动控制技术领域,尤其涉及一种卡箍自动安装控制系统。
背景技术:
2.在汽车装配工艺中,大多零件例如手刹拉索类、油管类都需要用卡箍来进行夹紧,以防止转动和松脱。在传统的安装工艺模式中,一般是采用铁锤对卡箍进行敲打安装,这种模式由于投入成本低、操作方便,被广泛使用。但是,该方法存在一些问题:安装效率低、对零件磨损大,需要耗费大量的人力,还可能存在操作安全风险。
技术实现要素:
3.本发明实施例的目的是提供一种卡箍自动安装控制系统,能自动对卡箍进行压装,在检测到待夹紧零件到位和卡箍到位时,才驱动压装杆进行安装,大大提高了安装效率,有效减少对零件的磨损,降低人工成本和操作安全风险。
4.为实现上述目的,本发明一实施例提供了一种卡箍自动安装控制系统,包括夹具底座、卡箍底座、压装杆、驱动装置和控制器;其中,
5.所述夹具底座与所述卡箍底座连接,所述夹具底座用于放置夹具和防止所述夹具移动;所述夹具用于套接待夹紧零件;所以夹具底座设有第一感应器,所述第一感应器用于感应所述待夹紧零件是否插装在所述夹具上;
6.所述卡箍底座用于放置卡箍;所述卡箍底座设有第二感应器,所述第二感应器用于感应所述卡箍是否放置在所述卡箍底座上;
7.所述压装杆与所述卡箍底座滑动连接,用于将所述卡箍压装至所述夹具处,以使所述卡箍将所述夹具与所述待夹紧零件夹紧;
8.所述驱动装置与所述压装杆连接,用于驱动所述压装杆向所述夹具底座移动;
9.所述控制器与所述驱动装置连接,被配置有:
10.在接收到所述第一感应器发出的所述待夹紧零件插装到位信号和所述第二感应器发出的所述卡箍放置到位信号时,控制所述驱动装置启动。
11.优选地,所以夹具底座还设有限位缺口,所述限位缺口与所述夹具的外形相匹配。
12.优选地,所述卡箍底座还设有滑槽,所述滑槽与所述限位缺口连通,所述滑槽用于放置卡箍。
13.优选地,所述系统还设有卡箍推送装置,所述滑槽侧面设有通孔,所述卡箍推送装置设在所述卡箍底座侧面,能通过所述通孔向所述滑槽推送所述卡箍。
14.优选地,所述系统还设有脚踏开关,所述脚踏开关与所述控制器连接,用于向所述控制器发送启动指令,以控制所述驱动装置启动。
15.优选地,所述卡箍底座还设有第三感应器,所述第三感应器在感应到所述压装杆到达预设位置时,向所述控制器发送压装合格信号。
16.优选地,所述控制器还被配置有:
17.当在预设时间内未接收到所述压装合格信号时,控制所述驱动装置复位。
18.优选地,所述驱动装置为伸缩气缸。
19.与现有技术相比,本发明实施例所提供的一种卡箍自动安装控制系统,能自动对卡箍进行压装,在检测到待夹紧零件到位和卡箍到位时,才驱动压装杆进行安装,大大提高了安装效率,有效减少对零件的磨损,降低人工成本和操作安全风险。
附图说明
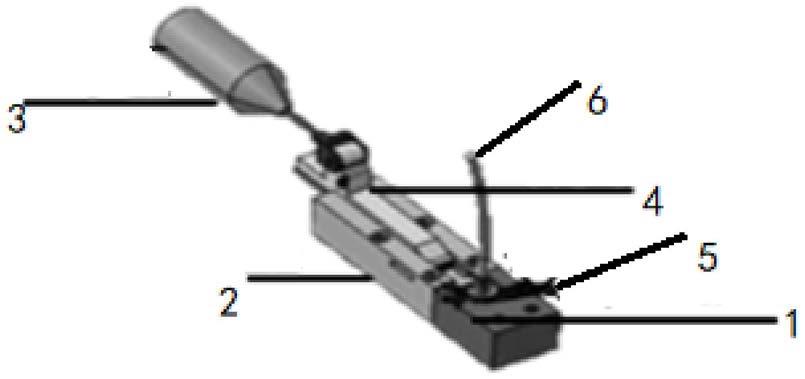
20.图1是本发明一实施例提供的一种卡箍自动安装控制系统的结构示意图;
21.图2是本发明一实施例提供的一种卡箍的结构示意图;
22.图3是本发明一实施例提供的一种控制器在卡箍压装过程的控制流程图;
23.图4是本发明一实施例提供的一种通过伸缩气缸和压装杆进行控制压装行程的示意图。
具体实施方式
24.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
25.参见图1,是本发明实施例1提供的一种卡箍自动安装控制系统的结构示意图,所述卡箍自动安装控制系统包括夹具底座1、卡箍底座2、压装杆4、驱动装置3和控制器;其中,
26.所述夹具底座1与所述卡箍底座2连接,所述夹具底座1用于放置夹具5和防止所述夹具5移动;所述夹具5用于套接待夹紧零件6;所以夹具底座1设有第一感应器,所述第一感应器用于感应所述待夹紧零件6是否插装在所述夹具5上;
27.所述卡箍底座2用于放置卡箍;所述卡箍底座2设有第二感应器,所述第二感应器用于感应所述卡箍是否放置在所述卡箍底座2上;
28.所述压装杆4与所述卡箍底座2滑动连接,用于将所述卡箍压装至所述夹具5处,以使所述卡箍将所述夹具5与所述待夹紧零件6夹紧;
29.所述驱动装置3与所述压装杆4连接,用于驱动所述压装杆4向所述夹具底座1移动;
30.所述控制器与所述驱动装置3连接,被配置有:
31.在接收到所述第一感应器发出的所述待夹紧零件6插装到位信号和所述第二感应器发出的所述卡箍放置到位信号时,控制所述驱动装置3启动。
32.具体地,卡箍自动安装控制系统包括夹具底座1、卡箍底座2、压装杆4、驱动装置3和控制器;其中,
33.夹具底座1与卡箍底座2连接,优选地,夹具底座1与卡箍底座2固定连接。夹具底座1用于放置夹具5和防止夹具5移动。夹具5用于套接待夹紧零件6;夹具底座1设有第一感应器,第一感应器用于感应待夹紧零件6是否插装在夹具5上。一般地,先将夹具5放置在夹具底座1上,接着插装待夹紧零件6,然后可以驱动压装杆4推动卡箍进行压装。优选地,待夹紧零件6为汽车油管,夹具5为由两个半月形组件拼接的夹持部件。
34.卡箍底座2用于放置卡箍;卡箍底座2设有第二感应器,第二感应器用于感应卡箍是否放置在卡箍底座2上,以指示控制器是否可以控制压装。为了防止卡箍在被推动行走时,卡箍底座2最好设有专门的移动通道,供卡箍移动。
35.压装杆4与卡箍底座2滑动连接,即压装杆4能沿着卡箍底座2移动,用于将卡箍压装至夹具5处,以使卡箍将夹具5与待夹紧零件6夹紧。值得注意的是,卡箍在放置时,开口是朝向夹具底座1的,卡箍具有弹性,且卡箍的直径小于夹具5的直径,这样一来,当将卡箍压装至夹具5处,才能将夹具5与待夹紧零件6夹紧。参见图2,是本发明该实施例提供的一种卡箍的结构示意图
36.驱动装置3与压装杆4连接,用于驱动压装杆4向夹具底座1移动,进而推动卡箍向夹具5靠近,并将夹具5与待夹紧零件6夹紧。
37.控制器与驱动装置3连接,被配置有:
38.在接收到第一感应器发出的待夹紧零件6插装到位信号和第二感应器发出的卡箍放置到位信号时,控制驱动装置3启动。当接收到第一感应器发出的待夹紧零件6插装到位信号,表示夹具底座1已经放置好夹具5与待夹紧零件6,且夹具5与待夹紧零件6套接在一起。当接收到二感应器发出的卡箍放置到位信号时,表示卡箍已经做好被推动的准备,可以进行压装。
39.本发明实施例1通过提供一种卡箍自动安装控制系统,能自动对卡箍进行压装,在检测到待夹紧零件到位和卡箍到位时,才驱动压装杆进行安装,大大提高了安装效率,有效减少对零件的磨损,降低人工成本和操作安全风险。
40.作为上述方案的改进,所以夹具底座1还设有限位缺口,所述限位缺口与所述夹具5的外形相匹配。
41.具体地,夹具底座1还设有限位缺口,限位缺口与夹具5的外形相匹配。优选地,夹具底座1的中心为通孔,另外在对角线两处开设有延伸至外部的通槽,通孔与通槽连通,刚好与夹具5的外形相匹配。
42.作为上述方案的改进,所述卡箍底座2还设有滑槽,所述滑槽与所述限位缺口连通,所述滑槽用于放置卡箍。
43.具体地,卡箍底座2还设有滑槽,滑槽与限位缺口连通,滑槽用于放置卡箍。优选地,卡箍底座2为长条形,滑槽设置在卡箍底座2上表面的正中央,正对限位缺口,这样方便于卡箍的压装。
44.作为上述方案的改进,所述系统还设有卡箍推送装置,所述滑槽侧面设有通孔,所述卡箍推送装置设在所述卡箍底座2侧面,能通过所述通孔向所述滑槽推送所述卡箍。
45.具体地,系统还设有卡箍推送装置,滑槽侧面设有通孔,卡箍推送装置设在卡箍底座2侧面,能通过通孔向滑槽推送卡箍。在推送卡箍时,卡箍推送装置上装载有多个卡箍的卡箍排,在将卡箍通过通孔送进卡箍底座2时,将卡箍放置滑槽内,此时第二感应器感应到卡箍到位,向控制器发送卡箍到位信号,控制器控制驱动装置3驱动压装杆4向前移动,以使到位的那个卡箍脱离卡箍排。卡箍推送方向与通孔方向一致。
46.作为上述方案的改进,所述系统还设有脚踏开关,所述脚踏开关与所述控制器连接,用于向所述控制器发送启动指令,以控制所述驱动装置3启动。
47.具体地,系统还设有脚踏开关,脚踏开关与控制器连接,用于向控制器发送启动指
令,以控制驱动装置3启动。在该实施例中,控制器在接收到所述第一感应器发出的所述待夹紧零件6插装到位信号和所述第二感应器发出的所述卡箍放置到位信号时,还需要接收到脚踏开关发送启动指令,才能启动驱动装置3。脚控开关能增强系统的安全性,防止人手操作过于麻木,导致驱动装置3夹伤手。参见图3,是本发明该实施例提供的一种控制器在卡箍压装过程的控制流程图。
48.作为上述方案的改进,所述卡箍底座2还设有第三感应器,所述第三感应器在感应到所述压装杆4到达预设位置时,向所述控制器发送压装合格信号。
49.具体地,卡箍底座2还设有第三感应器,第三感应器在感应到压装杆4到达预设位置时,向控制器发送压装合格信号。为了更好地控制压装效果,本发明通过控制压装杆4的行程距离来进行控制,先进行压装预实验,记录卡箍压装合格时压装杆4移动最前端的位置,在最前端的位置安装第三感应器,以感应压装杆4的压装是否到位。
50.作为上述方案的改进,所述控制器还被配置有:
51.当在预设时间内未接收到所述压装合格信号时,控制所述驱动装置3复位。
52.具体地,控制器还被配置有:
53.当在预设时间内未接收到压装合格信号时,此时表示压装不合格,需要重新进行压装,所以需要控制驱动装置3复位。
54.作为上述方案的改进,所述驱动装置3为伸缩气缸。
55.具体地,驱动装置3为伸缩气缸。在该实施例中,为了判断压装效果,还可以通过控制伸缩气缸的行程距离。也就是说,通过设定伸缩气缸的行程距离,以使卡箍压装达到图纸基准,在达到图纸基准时,将合格信号发给控制器确认合格。参见图4,是本发明该实施例提供的一种通过伸缩气缸和压装杆进行控制压装行程的示意图。
56.综上,本发明实施例所提供的一种卡箍自动安装控制系统,能自动对卡箍进行压装,在检测到待夹紧零件到位和卡箍到位时,才驱动压装杆进行安装,大大提高了安装效率,有效减少对零件的磨损,降低人工成本和操作安全风险。本发明通过设置感应器和设定压装行程,来保证压装合格效果,使压装能达到图纸安装基准。
57.以上所述是本发明的优选实施方式,应当指出,对于本技术领域的普通技术人员来说,在不脱离本发明原理的前提下,还可以做出若干改进和润饰,这些改进和润饰也视为本发明的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1