一种关节轴承的安装工装及方法与流程
1.本发明属于机械技术领域,具体为一种关节轴承的安装工装及方法。
背景技术:
2.飞机的某类接头零件在安装关节轴承时,将轴承安装入接头轴承孔后需要在接头轴承孔附近平面上的规定6点或者8点位置进行挤压形成一种月牙形压窝,使轴承孔口区域向轴承轴线方向变形,以保证接头工作时,轴承在接头轴承孔内不发生位移和旋转。加工技术条件中对于月牙形压窝的位置、外形、和深度有要求。同时,轴承挤压安装后需要保证在与轴承孔轴线方向受一定的拉脱力作用下不发生移动,且安装后轴承可转动不卡滞。
3.原来的安装方法是在接头轴承孔的平面上划线定位后,使用一种冲头进行冲击,这种冲头的尖端与所需月牙形压窝相同。使用这种方法不仅较难保证冲出得月牙形压窝的位置精度满足要求,且压窝的深度受冲压力的影响也较难保证。这种手工冲制的安装方式一方面难以保证轴承安装的尺寸精度要求(月牙压窝的位置精度和深度),另一方面而使得安装后的轴承质量(具体是在保证轴承轴线方向拉脱力、转动不卡滞等方面)过于依赖操作者的技能水平,合格率较难保证。
技术实现要素:
4.有鉴于此,本发明的目的在于提供一种关节轴承的安装工装和方法,可以克服现有技术的不足。
5.本发明的目的是通过以下技术方案实现的:
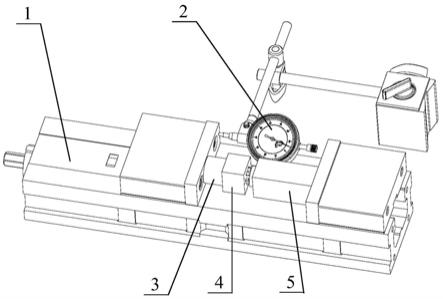
6.一种关节轴承的安装工装,所述的安装工装包括液压虎钳1、百分表2、芯轴底座3、固定套4、承压件5和挤压冲头6。
7.所述液压虎钳1固定于工作台上,为轴承安装提供所需的挤压力;液压虎钳1的两个钳口中,与百分表2触头部分接触的钳口能够通过旋转虎钳把手实现移动,另一端钳口的位置固定不动;液压虎钳1平面与钳口面垂直;
8.所述百分表2通过其自带的底座固定于工作台上,百分表2的触头与液压虎钳1移动端钳口平面垂直安置。
9.所述挤压冲头6的冲身为四方长条形,冲头尖部按所需挤压成型的月牙形压窝的形状制作。
10.所述固定套4为底部四方长条形,设置有中心孔及供挤压冲头6安装的安装孔,各安装孔的轴线与中心孔的轴线平行,安装孔的布局与接头轴承孔附近平面所需压成的月牙形压窝的位置相协调,使挤压冲头6安装入固定套4后,在接头轴承孔附近平面挤压形成的月牙形压窝的位置精度满足既定要求;所述固定套4的长度与月牙形压窝的深度之和短于挤压冲头6的长度;
11.所述芯轴底座3为阶梯轴,粗轴段为底座,与液压虎钳1可移动的钳口端面相抵触,底座直径略小于固定套4底部四方长度,细轴端为芯轴部分,与固定套4的中心孔间隙配合;
12.所述承压件5底部四方的长条形,中心设有内孔,内孔与芯轴底座3的芯轴部分间隙配合,芯轴底座3芯轴部分的长度应满足结构安装后穿入承压件5内孔至少三分之一;承压件5的一端设有一阶梯孔,阶梯孔区域大于轴承的球面部分,轴承外环与承压件5端面接触后,轴承球部分与承压件5不发生干涉。
13.进一步的,挤压冲头6的数量为6个或8个,相应的,固定套4的安装孔数量为6个或8个。
14.进一步的,固定套4的中心孔与芯轴底座3的芯轴部分、承压件5的内孔同轴设置,能够保证施加工作压力时芯轴底座3更好的将压力传递到挤压冲头6,工作过程平稳对称。
15.进一步的,所述各挤压冲头6的长度是一致的,在固定套4内是圆周均匀分布的,来保证工作时各挤压冲头6对接头7挤压出的月牙形压窝外形尺寸一致。
16.一种关节轴承的安装方法,包括以下步骤;
17.步骤一、将轴承8安装入接头7的轴承孔内;
18.步骤二、根据接头轴承安装所需月牙形压窝相配合的挤压冲头6,
19.步骤三、将芯轴底座3的芯轴部分穿入固定套4内,选取的挤压冲头6依次塞入固定套4内;
20.步骤四、将轴承8连同接头7一同穿入芯轴底座3的芯轴上,再将承压件5套入芯轴底座3的芯轴上;
21.步骤五、将上述安装部分一同放入液压虎钳1的钳口内,承压件5和芯轴底座3的平面与液压虎钳1的钳口内部平面贴合,调整液压虎钳1的把手略微夹紧上述安装部分;
22.步骤六、调整百分表2的支架部分,将百分表2的触头与液压虎钳1的钳口垂直,并下压触头稍许,调零表盘;
23.步骤七、旋转液压虎钳1的把手,钳口收紧,观察百分表2的读数,钳口位移量满足月牙形压窝深度要求后停止;
24.步骤八、反向旋转松开液压虎钳1把手,松开钳口,将接头7和轴承取下后反转180
°
后,按照步骤三、四、五、六、七挤压另一面的月牙形压窝,接头7两面的压窝位置关系通过肉眼确保即可。
25.本发明的有益效果:
26.本发明专利的工装结构简单实用,轴承挤压安装方法简便,容易操作,普通操作人员即可完成,可以代替手工冲制的安装方式,便于保证轴承安装的尺寸精度要求,合格率显著提高。
27.本发明的其他优点、目的和特征在某种程度上将在随后的说明书中进行阐述,并在某种程度上,基于对下文的考察研究对本领域技术人员而言是显而易见的,或者可以从本发明的实践中得到教导。
附图说明
28.图1为本发明的工作示意图;
29.图2(a)为本发明的工装内部结构示意图;
30.图2(b)为本发明图2(a)的a
‑
a剖面图;
31.其中,1液压虎钳,2百分表,3芯轴底座,4固定套,5承压件,6挤压冲头,7接头,8轴
承。
具体实施方式
32.下面结合附图并举实施例,对本发明的优先实施例进行详细描述。
33.一种关节轴承的安装工装,参见图1、图2(a)、图2(b),包括液压虎钳1,百分表2,芯轴底座3,固定套4,承压件5,挤压冲头6。
34.所述液压虎钳1可以提供轴承安装所需的挤压力,液压虎钳1在工作台上固定不动;与百分表2触头部分接触的钳口在旋转虎钳把手情况下可以移动,另一端的钳口为固定;液压虎钳1平面与钳口面垂直;
35.所述百分表2通过其自带底座与工作台固定不动,百分表2的触头与液压虎钳1的平面垂直安置;
36.所述挤压冲头6的冲身为四方长条形,数量为6个,冲头尖部按所需挤压成型的月牙形压窝的形状制作。
37.所述固定套4为底部四方长条形,设置有中心孔和6个供所述挤压冲头6安装的安装孔,各安装孔轴线与中心孔轴线平行,安装孔的布局与接头轴承孔附近平面所需压成的月牙形压窝的位置相协调,使挤压冲头6安装入固定套4后,在接头轴承孔附近平面挤压形成的月牙形压窝的位置精度满足既定要求;
38.所述固定套4的长度与月牙形压窝的深度和短于挤压冲头6的长度;
39.芯轴底座3为阶梯轴,粗段为底座,与液压虎钳1可移动的钳口端面相抵触,底座直径略小于固定套4底部四方长度,细端为芯轴部分,与固定套4中心孔间隙配合;
40.芯轴底座3细端芯轴部分与承压件5内孔间隙配合;
41.芯轴底座3细端芯轴长度应满足结构安装后穿入承压件内孔的三分之一;
42.承压件5底部四方的长条形,中心内部有孔,与芯轴底座3细端芯轴部分间隙配合,一端有一阶梯孔,阶梯孔区域大于轴承球面部分,轴承外环与承压件5端面接触后,轴承球部分与承压件5不发生干涉。
43.固定套的中心孔与芯轴底座芯轴、承压件中心孔同轴设置,能够保证施加工作压力时芯轴底座更好的将压力传递到挤压冲头,工作过程平稳对称。
44.所述各挤压冲头的长度是一致的,圆周在固定套内是圆周均匀分布的,来保证工作时各挤压冲头6对接头7的挤压出的月牙形压窝外形尺寸一致。
45.一种关节轴承的安装工装和方法,包括以下步骤;
46.步骤一、将轴承8安装入接头7的轴承孔内;
47.步骤二、根据接头轴承安装所需月牙形压窝相配合的挤压冲头6,
48.步骤三、将芯轴底座3的芯轴部分穿入固定套4内,选取的挤压冲头6依次塞入固定套4内;
49.步骤四、将轴承8连同接头7一同穿入芯轴底座3的芯轴上,再将承压件5套入芯轴底座3的芯轴上;
50.步骤五、将上述安装部分一同放入液压虎钳1的钳口内,承压件5和芯轴底座3的平面与液压虎钳1的钳口内部平面贴合,调整液压虎钳1的把手略微夹紧上述安装部分;
51.步骤六、调整百分表2的支架部分,将百分表2的触头与虎钳钳口垂直,并下压触头
稍许,调零表盘;
52.步骤七、旋转液压虎钳1的把手,钳口收紧,观察百分表2的读数,钳口位移量满足月牙形压窝深度要求后停止;
53.步骤八、反向旋转松开液压虎钳1把手,松开钳口,将接头和轴承取下后反转180
°
后按照步骤三、四、五、六、七挤压另一面的月牙形压窝,接头两面的压窝位置关系通过肉眼确保即可。
54.综上所述,以上仅为本发明的较佳实施例而已,并非用于限定本发明的保护范围。凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1