一种可调节的三缸曲轴和四缸曲轴的平键压装工装的制作方法
[0001]
本实用新型涉及发动机制造的技术领域,具体涉及一种可调节的三缸曲轴和四缸曲轴的平键压装工装。
背景技术:
[0002]
随着我国发动机行业的发展,柴油机装配要求越来越高,原有曲轴平键靠榔头野蛮压装,会产生毛刺,并且装配效率差,影响生产节拍,最终造成生产效率低。
技术实现要素:
[0003]
本实用新型的目的是针对现有的平键装配方式效果差并且生产效率低的技术问题,提供了一种可调节的三缸曲轴和四缸曲轴的平键压装工装。
[0004]
本实用新型解决上述技术问题的技术方案如下:一种可调节的三缸曲轴和四缸曲轴的平键压装工装,包括工作台和平键压装单元;工作台的底面上设置有若干均匀分布的支撑脚;工作台的上端面中部固定有右端支撑块;工作台的上端面左端固定有左端支撑块;工作台的上端面固定有中心支撑块并且中心支撑块位于右端支撑块和左端支撑块之间;右端支撑块的上端面成型有用于放置曲轴的前端轴的半圆柱槽;左端支撑块的上端面成型有用于放置曲轴的后端轴的半圆柱槽;中心支撑块的上端面成型有用于放置曲柄的曲柄轴颈的半圆柱槽;工作台的上端面固定有若干第一辅助支撑块和第二辅助支撑块;第一辅助支撑块和第二辅助支撑块用于支撑曲柄的连接轴颈;平键压装单元包括移动座板;移动座板左右移动设置在工作台的上端面的右端;移动座板上固定有压装座;压装座的下部成型有左右贯穿的供曲轴的前端轴穿过的穿设通孔;穿设通孔的圆柱面上端成型有左右贯穿的供平键穿过的左右避让孔;穿设通孔的圆柱面上端成型有竖直移动槽;竖直移动槽内竖直移动设置有压头。
[0005]
作为上述技术方案的优选,压装座的上端面成型有前后贯穿的摆动避让槽;摆动避让槽的左右侧壁之间旋转设置有压装凸轮;压头竖直弹性移动设置在竖直移动槽内;压头的上端抵靠住压装凸轮的表面;压头的前端固定有压装手柄。
[0006]
作为上述技术方案的优选,竖直移动槽的上部成型有弹簧安置槽;压头的上端成型有与弹簧安置槽配合的弹簧连接部;压头上套设有压装压簧;压装压簧的上端固定在弹簧连接部上、下端固定在弹簧安置槽的底面上。
[0007]
作为上述技术方案的优选,压装手柄的外侧端设置有手柄套。
[0008]
作为上述技术方案的优选,工作台的上端面右端固定有一对前后对称设置的左右滑轨;移动座板的底面上成型有一对前后对称设置的与左右滑轨配合的左右滑块。
[0009]
作为上述技术方案的优选,左右滑块的底面成型有左右贯穿的上宽下窄的等腰梯形状的左右导槽;左右滑轨的上部与左右导槽配合。
[0010]
作为上述技术方案的优选,移动座板的右部竖直穿过并且固定有导向套;导向套的上部螺接有调整轴、下部竖直伸缩设置有伸缩轴;伸缩轴的上端面上固定有限位压簧;限
位压簧的上端固定在调整轴的下端面上;伸缩轴的下端旋转设置有深沟球轴承;调整轴的上端面上成型有一字型状的驱动槽;工作台的上端面右端固定有左右方向设置的导向板并且导向板位于一对前后左右滑轨之间;深沟球轴承抵靠住导向板的上端面。
[0011]
作为上述技术方案的优选,移动座板的前端面上固定有移动手柄。
[0012]
本实用新型的有益效果在于:可以快速精准的将曲轴平键压装到位,且不产生毛刺保证精度,保证生产节拍。
附图说明
[0013]
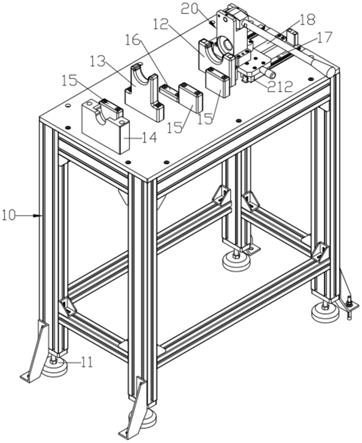
图1为本实用新型的结构示意图;
[0014]
图2为本实用新型的俯视的结构示意图;
[0015]
图3为本实用新型的平键压装单元20的右视的结构示意图;
[0016]
图4为本实用新型的图3的a-a的剖面的结构示意图;
[0017]
图中,10、工作台;11、支撑脚;12、右端支撑块;13、中心支撑块;14、左端支撑块;15、第一辅助支撑块;16、第二辅助支撑块;17、左右滑轨;18、导向板;20、平键压装单元;21、移动座板;211、移动手柄;212、左右滑块;22、压装座;220、摆动避让槽;221、弹簧安置槽;222、竖直移动槽;223、穿设通孔;224、左右避让孔;23、压装凸轮;24、压装手柄;241、手柄套;25、压头;26、压装压簧;27、导向套;271、限位压簧;28、调整轴;29、伸缩轴;291、深沟球轴承。
具体实施方式
[0018]
如图1~图4所示,一种可调节的三缸曲轴和四缸曲轴的平键压装工装,包括工作台10和平键压装单元20;工作台10的底面上设置有若干均匀分布的支撑脚11;工作台10的上端面中部固定有右端支撑块12;工作台10的上端面左端固定有左端支撑块14;工作台10的上端面固定有中心支撑块13并且中心支撑块13位于右端支撑块12和左端支撑块14之间;右端支撑块12的上端面成型有用于放置曲轴的前端轴的半圆柱槽;左端支撑块14的上端面成型有用于放置曲轴的后端轴的半圆柱槽;中心支撑块13的上端面成型有用于放置曲柄的曲柄轴颈的半圆柱槽;工作台10的上端面固定有若干第一辅助支撑块15和第二辅助支撑块16;第一辅助支撑块15和第二辅助支撑块16用于支撑曲柄的连接轴颈;平键压装单元20包括移动座板21;移动座板21左右移动设置在工作台10的上端面的右端;移动座板21上固定有压装座22;压装座22的下部成型有左右贯穿的供曲轴的前端轴穿过的穿设通孔223;穿设通孔223的圆柱面上端成型有左右贯穿的供平键穿过的左右避让孔224;穿设通孔223的圆柱面上端成型有竖直移动槽222;竖直移动槽222内竖直移动设置有压头25。
[0019]
如图1~图4所示,压装座22的上端面成型有前后贯穿的摆动避让槽220;摆动避让槽220的左右侧壁之间旋转设置有压装凸轮23;压头25竖直弹性移动设置在竖直移动槽222内;压头25的上端抵靠住压装凸轮23的表面;压头25的前端固定有压装手柄24。
[0020]
如图4所示,竖直移动槽222的上部成型有弹簧安置槽221;压头25的上端成型有与弹簧安置槽221配合的弹簧连接部;压头25上套设有压装压簧26;压装压簧26的上端固定在弹簧连接部上、下端固定在弹簧安置槽221的底面上。
[0021]
如图1~图3所示,压装手柄24的外侧端设置有手柄套241。
[0022]
如图1~图4所示,工作台10的上端面右端固定有一对前后对称设置的左右滑轨17;移动座板21的底面上成型有一对前后对称设置的与左右滑轨17配合的左右滑块212。
[0023]
如图1、图3所示,左右滑块212的底面成型有左右贯穿的上宽下窄的等腰梯形状的左右导槽;左右滑轨17的上部与左右导槽配合。
[0024]
如图1~图4所示,移动座板21的右部竖直穿过并且固定有导向套27;导向套27的上部螺接有调整轴28、下部竖直伸缩设置有伸缩轴29;伸缩轴29的上端面上固定有限位压簧271;限位压簧271的上端固定在调整轴28的下端面上;伸缩轴29的下端旋转设置有深沟球轴承291;调整轴28的上端面上成型有一字型状的驱动槽;工作台10的上端面右端固定有左右方向设置的导向板18并且导向板18位于一对前后左右滑轨17之间;深沟球轴承291抵靠住导向板18的上端面。
[0025]
如图1~图3所示,移动座板21的前端面上固定有移动手柄211。
[0026]
可调节的三缸曲轴和四缸曲轴的平键压装工装的工作原理;
[0027]
工作时,曲轴放置在右端支撑块12、中心支撑块13和左端支撑块14上并且通过若干第一辅助支撑块15和第二辅助支撑块16对曲轴进行定位,然后把平键粗定位放入曲轴的键槽,然后平键压装单元20向左移动,使得压头25位于平键的正上方,最后通过压装手柄24驱动压装凸轮23旋转,这样压装凸轮23驱动压头25下降,这样使得平键压入到曲轴的键槽内;
[0028]
这样可以快速精准的将曲轴平键压装到位,且不产生毛刺保证精度,保证生产节拍。
[0029]
以上内容仅为本实用新型的较佳实施方式,对于本领域的普通技术人员,依据本实用新型的思想,在具体实施方式及应用范围上均有改变之处,本说明书内容不应理解为对本实用新型的限制。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1