一种发泡棉墙贴自动分割装置的制作方法
:
[0001]
本发明涉及一种发泡棉墙贴自动分割装置,属于对发泡材料加工、输送领域。
背景技术:
:
[0002]
发泡棉墙贴是用不干胶贴纸和pe发泡棉压制而成的一种墙贴,具有一定的硬度和柔韧性,防水耐脏,柔软防撞,隔音效果好等优点。
[0003]
发泡棉墙贴在生产过程中需将单个墙贴切下,四周修边,主要包括两个子工序,一是将模具压制而成的三个一组的墙贴切开,二是将切下的墙贴另外两边修齐。
[0004]
目前这些工作由人工进行完成,工人每天工作10余小时,劳动强度大,生产效率低,连续手工作业工人容易疲劳,不利于产品质量提高,企业人工成本大。因此,实现墙贴分割生产智能化、自动化,取替人工操作,提高生产效率和产品质量,降低企业用工成本和工人劳动强度,提升相关企业生产自动化水平和市场竞争力。
技术实现要素:
:
[0005]
本发明之目的:提出一种发泡棉墙贴自动分割装置,可以自动定位并分割墙贴,解决人工作业存在劳动强度大、生产效率低等问题。
[0006]
为了实现本发明之目的,拟采用以下技术方案:
[0007]
本发明包括:纵向切割模块,横向切割模块i,横向切割模块ii,横向切割模块iii,推动气缸i,推板i,墙贴传感器i,推动气缸ii,推板ii,墙贴传感器ii,推板iii,推动气缸 iii,墙贴传感器iii,机架,所述的纵向切割模块内设置三个切割单元和一个定位切割单元,横向切割模块i、横向切割模块ii和横向切割模块iii内均设置一个切割单元和一个定位切割单元,推动气缸i、推动气缸ii、推动气缸iii、墙贴传感器i、墙贴传感器ii和墙贴传感器iii 都固定在机架上,推板i设置在推动气缸i上,推板ii设置在推动气缸ii上,推板iii设置在推动气缸iii上。
[0008]
上述的定位切割单元包括插针i,驱动器i,驱动器支架i,光电传感器支架i,光电传感器i,切割支架i,切割气缸i,驱动器支架ii,光电传感器支架ii,插针ii,驱动器ii,光电传感器ii,切刀i,传送带,切刀固定螺栓i,插针i设置在驱动器i上,驱动器i通过驱动器支架i固定在机架上,光电传感器i通过光电传感器支架i固定在机架上,切割支架i固定在机架上,切割气缸i固定在切割支架i上,插针ii设置在驱动器ii上,驱动器ii通过驱动器支架ii固定在机架上,光电传感器ii通过光电传感器支架ii固定在机架上,传送带设置在机架上,切刀i通过切刀固定螺栓i固定在切割气缸i的活塞i上。
[0009]
上述的切割单元包括切割支架ii,切割气缸ii,切刀ii,切刀固定螺栓ii,切割支架ii 固定在机架上,切割气缸ii固定在切割支架ii上,切刀ii通过切刀固定螺栓ii固定在切割气缸ii的活塞ii上。
[0010]
上述的驱动器i、驱动器ii是电磁驱动器或者是直线电机或者是音圈电机或者是气缸或者是液压缸或者是电动推杆。
[0011]
上述的墙贴传感器i、墙贴传感器ii、墙贴传感器iii是光电传感器或者是图像传感器。
[0012]
本发明的特点:
[0013]
本发明实现墙贴的自动分割,可对墙贴在传送带上的位置进行调整,防止切割时偏移,提高了生产效率,降低了生产成本。本发明结构简单,易于控制,便于实现。
附图说明:
[0014]
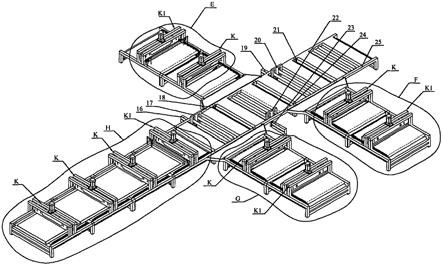
图1示意了本发明的整体结构。
[0015]
图2示意了定位切割模块k1的等轴测图。
[0016]
图3示意了定位切割模块k1的主视图。
[0017]
图4示意了切割模块k的等轴测图。
[0018]
图5示意了切割模块k的主视图。
[0019]
图6示意了发泡棉墙贴b的定位切割过程。
[0020]
图7示意了墙贴b1的定位切割过程。
[0021]
图8示意了墙贴b2的定位切割过程。
[0022]
图9示意了墙贴b3的定位切割过程。
[0023]
图中:1、插针i;2、驱动器i;3、驱动器支架i;4、光电传感器支架i;5、光电传感器i;6、切割支架i;7、切割气缸i;7-1、活塞i;8、驱动器支架ii;9、光电传感器支架ii;10、插针ii;11、驱动器ii;12、光电传感器ii;13、切刀i;14、传送带;15、切刀固定螺栓i;16、推动气缸i;17、推板i;18、墙贴传感器i;19、推动气缸ii;20、推板ii; 21、墙贴传感器ii;22、推板iii;23、推动气缸iii;24、墙贴传感器iii;25、机架;26、切割支架ii;27、切割气缸ii;27-1、活塞ii;28、切刀ii;29、切刀固定螺栓ii;a1、定位孔i;a2、定位孔ii;a3、定位孔iii;a4、定位孔iv;a5、定位孔v;a6、定位孔vi; a7、定位孔vii;a8、定位孔viii;a9、定位孔ix;a10、定位孔x;a11、定位孔xi;a12、定位孔xii;b、发泡棉墙贴;b1、墙贴i;b2、墙贴ii;b3、墙贴iii;k1、定位切割单元; k、切割单元;h、纵向切割模块;e、横向切割模块i;f、横向切割模块ii;g.横向切割模块iii;x、纵向切割模块内定位切割单元的传送带的x轴坐标方向;y、纵向切割模块内定位切割单元的传送带的y轴坐标方向;x1、发泡棉墙贴b的x轴坐标方向;y1、发泡棉墙贴b 的y轴坐标方向;xc1、横向切割模块i内定位切割单元的传送带的x轴坐标方向;yc1、横向切割模块i内定位切割单元的传送带的y轴坐标方向;xe1、墙贴b1的x轴坐标方向;ye1、墙贴b1的y轴坐标方向;xc2、横向切割模块ii内定位切割单元的传送带的x轴坐标方向; yc2、横向切割模块ii内定位切割单元的传送带的y轴坐标方向;xe2、墙贴b2的x轴坐标方向;ye2、墙贴b2的y轴坐标方向;xc3、横向切割模块iii内定位切割单元的传送带的x轴坐标方向;yc3、横向切割模块iii内定位切割单元的传送带的y轴坐标方向;xe3、墙贴b3 的x轴坐标方向;ye3、墙贴b3的y轴坐标方向;m、横向切割线;n、纵向切割线。
具体实施方式:
[0024]
下面结合附图,说明本发明的具体实施方式。
[0025]
第一步,将发泡棉墙贴b放置在纵向切割模块h的定位切割单元k1的传送带14上;
[0026]
第二步,同时启动纵向切割模块h、横向切割模块ie、横向切割模块iif、横向切割
模块 iiig的定位切割单元k1的传送带14;
[0027]
第三步,在纵向切割模块h的定位切割单元k1内,如光电传感器ii12先检测到定位孔iia2,驱动器ii11带动插针ii10运动并插入到发泡棉墙贴b内,在发泡棉墙贴b和传送带 14之间摩擦力的作用下使发泡棉墙贴b的坐标方向x1、y1分别与传送带14的坐标方向x、y 相同,当光电传感器i5检测到定位孔ia1时,驱动器i2带动插针i1运动并插入到发泡棉墙贴b内,如光电传感器i5先检测到定位孔ia1,驱动器i2带动插针i1运动并插入到发泡棉墙贴b内,在发泡棉墙贴b和传送带14之间摩擦力的作用下使发泡棉墙贴b的坐标方向x1、 y1分别与传送带14的坐标方向x、y相同,光电传感器ii12检测到定位孔iia2时,驱动器 ii11带动插针ii10运动并插入到发泡棉墙贴b内;
[0028]
第四步,纵向切割模块h中的三个切割单元k的切割气缸ii27驱动切刀ii28运动,同时纵向切割模块h中的定位切割单元k1的切割气缸i7驱动切刀i13运动,沿纵向切割线m 将发泡棉墙贴b切割成墙贴b1、墙贴b2和墙贴b3三部分,完成纵向切割;
[0029]
第五步,当墙贴传感器i18检测到墙贴b1时,推动气缸i16带动推板i17,将墙贴b1 推入横向切割模块ie内,当墙贴传感器ii21检测到墙贴b2时,推动气缸ii19带动推板ii20,将墙贴b2推入横向切割模块iif内,当墙贴传感器iii24检测到墙贴b3时,推动气缸iii23 带动推板iii22,将墙贴b3推入横向切割模块iiig内;
[0030]
第六步,在横向切割模块ie的定位切割单元内k1内,如光电传感器ii12先检测到定位孔ia1,驱动器ii11带动插针ii10运动并插入到墙贴b1内,在墙贴b1和传送带14之间摩擦力的作用下使墙贴b1的坐标方向xe1、ye1分别与传送带14的坐标方向xc1、yc1相同,当光电传感器i5检测到定位孔iii时,驱动器i2带动插针i1运动并插入墙贴b1内;如光电传感器i5先检测到定位孔iiia3,驱动器i2带动插针i1运动并插入到墙贴b1内,在墙贴b1 和传送带14之间摩擦力的作用下使墙贴b1的坐标方向xe1、ye1分别与传送带14的坐标方向xc1、yc1相同,当光电传感器ii12检测到定位孔ia1时,驱动器ii11带动插针ii10运动并插入到墙贴b1内;
[0031]
第七步,横向切割模块ie中切割单元k的切割气缸ii27驱动切刀ii28运动,同时横向切割模块ie中的定位切割单元k1的切割气缸i7驱动切刀i13运动,沿横向切割线n完成墙贴b1横向切割;
[0032]
第八步,在横向切割模块iif的定位切割单元内k1内,如光电传感器ii12先检测到定位孔va5,驱动器ii11带动插针ii10运动并插入到墙贴b2内,在墙贴b2和传送带14之间摩擦力的作用下使墙贴b2的坐标方向xe2、ye2分别与传送带14的坐标方向xc2、yc2相同,当光电传感器i5检测到定位孔viia7时,驱动器i2带动插针i1运动并插入墙贴b2内,如光电传感器i5先检测到定位孔viia7,驱动器i2带动插针i1运动并插入到墙贴b2内,在墙贴b2和传送带14之间摩擦力的作用下使墙贴b2的坐标方向xe2、ye2分别与传送带14的坐标方向xc2、yc2相同,当光电传感器ii12检测到定位孔va5时,驱动器ii11带动插针ii10 运动并插入到墙贴b2内;
[0033]
第九步,横向切割模块iif中切割单元k的切割气缸ii27驱动切刀ii28运动,同时横向切割模块iif中的定位切割单元k1的切割气缸i7驱动切刀i13运动,沿横向切割线n完成墙贴b2横向切割;
[0034]
第十步,在横向切割模块iiig的定位切割单元内k1内,如光电传感器ii12先检测
到定位孔xiia12,驱动器ii11带动插针ii10运动并插入到墙贴b3内,在墙贴b3和传送带14之间摩擦力的作用下使墙贴b3的坐标方向xe3、ye3分别与传送带14的坐标方向xc3、yc3相同,当光电传感器i5检测到定位孔xa10时,驱动器i2带动插针i1运动并插入墙贴b3内,如光电传感器i5先检测到定位孔xa10,驱动器i2带动插针i1运动并插入到墙贴b3内,在墙贴b3和传送带14之间摩擦力的作用下使墙贴b3的坐标方向xe3、ye3分别与传送带14 的坐标方向xc3、yc3相同,当光电传感器ii12检测到定位孔xiia12时,驱动器ii11带动插针ii10运动并插入到墙贴b3内;
[0035]
第十一步,横向切割模块iiig中切割单元k的切割气缸ii27驱动切刀ii28运动,同时横向切割模块iiig中的定位切割单元k1的切割气缸i7驱动切刀i13运动,沿横向切割线n 完成墙贴b3横向切割。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1