一种透镜锁灯板工装的制作方法
1.本实用新型属于车灯配件技术领域,具体地说,涉及一种透镜锁灯板工装。
背景技术:
2.大灯总成是指装在汽车头部的两端,用于夜间或光线昏暗的路面上汽车行驶时的照明,包括灯壳、雾灯、转向灯、大灯、线路等集中在一起的整个行车照明系统,通称叫大灯总成。现在很多大灯总成的远近光功能是由透镜组件来实现的,相较于以往的灯泡式的远近光,利用透镜组件实现的远近光聚光性能更好,且光线更强,亮度更大,因此大灯总成内使用透镜组件已经成为了主流。目前的透镜组件在组装过程中自动化程度不高,人工安装透镜和灯板的时候,无法固定透镜支架,或者简易地固定透镜支架,易出现装配歪斜不到位的现象,且装配效率较低,无法满足生产需求。因此有必要提供一种安装稳固且高效的透镜锁灯板工装。
技术实现要素:
3.有鉴于此,本申请所要解决的技术问题是提供了一种透镜锁灯板工装,通过在工装面板上设置多组支架容置腔,支架容置腔设有第一槽部、第二槽部、第三槽部和第四槽部,配合气缸控制的止抵杆和压块,将透镜支架牢牢地固定,机械臂将灯板放置到透镜支架上,最终依次对两组产品进行锁付。该工装安装稳固,且大大地提高了装配的效率。
4.为了解决上述技术问题,本申请公开了一种透镜锁灯板工装,其包括:工装面板,工装面板上设有凹陷的支架容置腔,支架容置腔设有第一槽部、第二槽部、第三槽部和第四槽部;设置在第一槽部和第二槽部上方的伸缩气缸,伸缩气缸的端部设有止抵杆;设置在第三槽部上方的感应器;设置在第四槽部上方的摆动气缸,摆动气缸的端部设有压块。
5.根据本实用新型一实施方式,其中上述工装面板的角落设有标示铭牌。
6.根据本实用新型一实施方式,其中上述支架容置腔的数量设置为2组。
7.根据本实用新型一实施方式,其中上述支架容置腔内设有支架避让孔。
8.根据本实用新型一实施方式,其中上述止抵杆止抵在透镜支架上。
9.根据本实用新型一实施方式,其中上述压块压在透镜支架上。
10.与现有技术相比,本实用新型可以获得包括以下技术效果:
11.通过在工装面板上设置多组支架容置腔,支架容置腔设有第一槽部、第二槽部、第三槽部和第四槽部,配合气缸控制的止抵杆和压块,将透镜支架牢牢地固定,机械臂将灯板放置到透镜支架上,最终依次对两组产品进行锁付。该工装安装稳固,且大大地提高了装配的效率。
12.当然,实施本实用新型的任一产品必不一定需要同时达到以上所述的所有技术效果。
附图说明
13.此处所说明的附图用来提供对本实用新型的进一步理解,构成本实用新型的一部分,本实用新型的示意性实施例及其说明用于解释本实用新型,并不构成对本实用新型的不当限定。在附图中:
14.图1是本实用新型实施例的透镜锁灯板工装示意图。
15.附图标记
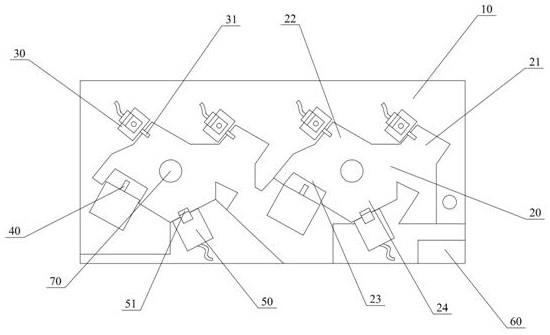
16.工装面板10,支架容置腔20,第一槽部21,第二槽部22,第三槽部23,第四槽部24,伸缩气缸30,止抵杆31,感应器40,摆动气缸50,压块51,标示铭牌60,支架避让孔70。
具体实施方式
17.以下将配合附图及实施例来详细说明本实用新型的实施方式,借此对本实用新型如何应用技术手段来解决技术问题并达成技术功效的实现过程能充分理解并据以实施。
18.请参考图1,图1是本实用新型实施例的透镜锁灯板工装示意图。
19.如图所示,一种透镜锁灯板工装,其包括:工装面板10,工装面板10上设有凹陷的支架容置腔20,支架容置腔20设有第一槽部21、第二槽部22、第三槽部23和第四槽部24;设置在第一槽部21和第二槽部22上方的伸缩气缸30,伸缩气缸30的端部设有止抵杆31;设置在第三槽部23上方的感应器40;设置在第四槽部24上方的摆动气缸50,摆动气缸50的端部设有压块51。
20.在本实用新型一实施方式中,工装面板10的角落设有标示铭牌60,用以展示该工装的产品信息。工装面板10上设有凹陷的支架容置腔20,优选的,支架容置腔20的数量设置为2组,可以同时容置2个透镜支架。支架容置腔20内设有支架避让孔70,用于避让透镜支架凸出的底座,避免透镜支架与支架容置腔20干涉。支架容置腔20设有第一槽部21、第二槽部22、第三槽部23和第四槽部24。
21.在第三槽部23上方的感应器40,用于感应支架容置腔20内是否已经放置透镜支架。
22.在第一槽部21和第二槽部22上方设有伸缩气缸30,伸缩气缸30的端部设有止抵杆31,伸缩气缸30驱动止抵杆31伸缩。当感应器40感应到支架容置腔20内放置有透镜支架后,止抵杆31伸出止抵在透镜支架上。
23.在第四槽部24上方的摆动气缸50,摆动气缸50的端部设有压块51,摆动气缸50驱动压块51摆动。当感应器40感应到支架容置腔20内放置有透镜支架后,压块51压在透镜支架上。
24.该实用新型通过在工装面板10上设置多组支架容置腔20,支架容置腔20设有第一槽部21、第二槽部22、第三槽部23和第四槽部24。先将透镜支架放入支架容置腔20内,气缸控制的止抵杆31伸出,压块51摆动压下,将透镜支架牢牢地固定。然后机械臂将灯板放置到透镜支架上,最终依次对多组产品进行锁付。该工装安装稳固,且大大地提高了装配的效率。
25.上述说明示出并描述了本申请的若干优选实施例,但如前所述,应当理解本申请并非局限于本文所披露的形式,不应看作是对其他实施例的排除,而可用于各种其他组合、修改和环境,并能够在本文所述申请构想范围内,通过上述教导或相关领域的技术或知识
进行改动。而本领域人员所进行的改动和变化不脱离本申请的精神和范围,则都应在本申请所附权利要求的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1