一种基于激光精准定位的机器人涂装系统的制作方法
1.本实用新型涉及自动喷涂技术领域,特别涉及一种基于激光精准定位的机器人涂装系统。
背景技术:
2.目前,自动喷涂生产线已经在相当一部分木制家具的批量喷涂作业中得到了应用,在批量喷涂作业时为了保证喷涂的精度及质量,往往对工件的定位及喷涂的细节有着较高的要求;目前的自动喷涂生产线的批量喷涂中,主要使用激光光幕扫描或者机器视觉技术处理获得工件的轮廓数据及喷涂路径,根据获得的喷涂路径控制机器人进行作业;因为机位固定的机器人工作范围有限,工件需进入与机器人相匹配的最佳工作位置,方能保证正常的工作速度及精度。为了使工件位于机器人的最佳工作位置进行作业,通常采取以下方法:在检测模块完成检测后,设置一定的时间延迟,使工件在延迟结束时进入机器人最佳工作位置;但此定位方法有如下缺陷:预设的时间延迟容易受到皮带打滑等外部因素影响,工件不容易在预设时间内恰好达到最佳工作位置。
3.因此,有必要做进一步改进。
技术实现要素:
4.本实用新型的目的旨在提供一种结构简单、定位精准、工作效率高、喷涂精度高、实用性强的基于激光精准定位的机器人涂装系统,以克服现有技术中的不足之处。
5.按此目的设计的一种基于激光精准定位的机器人涂装系统,包括
6.传动模块,对工件进行平面输送;
7.喷涂模块,对工件进行喷涂作业;
8.其特征在于:还包括
9.视觉检测模块,采集经过视觉检测模块的工件的视觉数据、并将采集到的视觉数据发送给控制模块进行处理;
10.激光定位装置,工件通过和离开激光定位装置时对控制模块发送信号;
11.编码器,实时检测工件的传送距离;
12.控制模块,接收视觉检测模块、激光定位装置和编码器的信号、对信号进行处理、向传动模块和喷涂模块发送处理后的信号、并控制传动模块和喷涂模块进行输送和喷涂作业;
13.所述视觉检测模块和喷涂模块设置于传动模块上,激光定位装置分别设置于视觉检测模块入口处和喷涂模块入口处,编码器与传动模块的传动轴连接,控制模块分别与传动模块、视觉检测模块、喷涂模块、激光定位装置和编码器连接。
14.所述视觉检测模块包括工业相机和激光光幕扫描装置。
15.所述激光定位装置包括用于测量工件长度的第一激光感应开关和用于检测工件位置的第二激光感应开关,第一激光感应开关设置于视觉检测模块入口处,第二激光感应
开关设置于喷涂模块入口处。
16.所述第一激光感应开关为激光传感器,第二激光感应开关为光电开关。
17.所述控制模块包括plc、工控机和变频器。
18.所述传动模块为传动皮带。
19.所述喷涂模块为喷涂机器人。
20.本实用新型的机器人涂装系统通过控制模块读取激光定位装置的信号获得工件长度,之后结合编码器的信号将工件送往视觉检测模块的最佳工位,进行视觉信息采集之后,控制模块由视觉信息生成工件轮廓和路径,最后将工件送往喷涂模块的最佳工位,将喷涂路径传入喷涂模块进行喷涂作业,此系统通过激光定位装置和编码器的信号反馈,使工件准确进入识别和涂装模块最佳工位,减少外部因素的影响,保证涂装系统正常的工作速度及喷涂精度。
附图说明
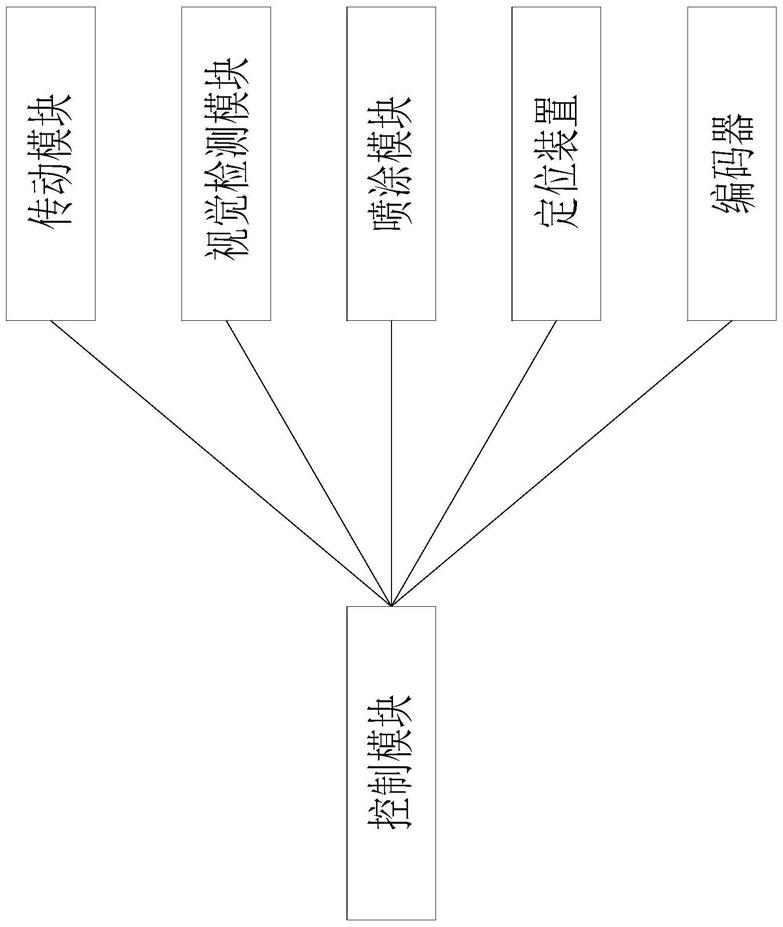
21.图1为本实用新型一实施例中涂装系统的连接结构图。
22.图2为本实用新型一实施例中涂装系统的工作过程原理图。
23.图3为本实用新型一实施例中涂装系统的整体结构简图。
具体实施方式
24.下面结合附图及实施例对本实用新型作进一步描述。
25.参见图1
‑
图3,本基于激光精准定位的机器人涂装系统,包括
26.传动模块1,接收控制模块5的信号,对工件7进行平面输送;
27.喷涂模块3,接收控制模块5的信号,对工件7进行喷涂作业;
28.视觉检测模块2,采集经过视觉检测模块2的工件7的视觉数据、并将采集到的视觉数据发送给控制模块5进行处理;
29.激光定位装置4,工件7通过和离开激光定位装置4时对控制模块5发送信号,读取工件7长度和确定工件位置;
30.编码器6,实时检测工件7的传送距离;编码器6与传动模块1的输送机电机之间具有传动比,通过传动比可计算出编码器6每个脉冲量对应的工件7移动距离,以计算出工件7的当前位置信息。
31.控制模块5,接收视觉检测模块2、激光定位装置4和编码器6的信号、对信号进行处理、向传动模块1和喷涂模块3发送处理后的信号、并控制传动模块1和喷涂模块3进行输送和喷涂作业;
32.视觉检测模块2和喷涂模块3设置于传动模块1上,激光定位装置4分别设置于视觉检测模块2入口处和喷涂模块3入口处,编码器6与传动模块1的传动轴连接,控制模块5分别与传动模块1、视觉检测模块2、喷涂模块3、激光定位装置4和编码器6电连接。
33.机器人涂装系统的控制步骤为:
34.a、工件7通过视觉检测模块2入口处的第一激光感应开关4.1,第一激光感应开关4.1在工件7进入和离开时分别向控制模块5发送信号,控制模块5通过处理编码器6和第一激光感应开关4.1的信号获得工件7的长度la;
35.b、控制模块5持续读取编码器6信号,得到工件7的移动距离,发送信号控制传动模块1,使工件7停在视觉检测模块2的最佳工位;
36.c、视觉检测模块2对工件7进行图像采集,获得工件7的视觉数据,并将工件7的视觉数据发送给控制模块5;
37.d、控制模块5根据接收到的视觉数据生成工件7的轮廓信息和喷涂路径,控制传动模块1开始继续运送工件7;
38.e、工件7通过喷涂模块3入口处的第二激光感应开关4.2,控制模块5接收第二激光感应开关4.2和编码器6的信号,控制传动模块1将工件7停在喷涂模块3的最佳工位,方法如同步骤b;
39.f、控制模块5将喷涂路径发送给喷涂模块3,喷涂模块3进行喷涂作业。
40.视觉检测模块2包括工业相机和激光光幕扫描装置,或其它视觉扫描装置。
41.激光定位装置4包括用于测量工件7长度的第一激光感应开关4.1和用于检测工件位置的第二激光感应开关4.2,第一激光感应开关4.1设置于视觉检测模块2入口处,第二激光感应开关4.2设置于喷涂模块3入口处。
42.第一激光感应开关4.1为激光传感器,第二激光感应开关4.2为光电开关。
43.控制模块5包括plc、工控机和变频器,或其它控制器。
44.传动模块1为传动皮带。
45.喷涂模块3为喷涂机器人。
46.上述为本实用新型的优选方案,显示和描述了本实用新型的基本原理、主要特征和本实用新型的优点。本领域的技术人员应该了解本实用新型不受上述实施例的限制,上述实施例和说明书中描述的只是说明本实用新型的原理,在不脱离本实用新型精神和范围的前提下本实用新型还会有各种变化和改进,这些变化和改进都落入要求保护的本实用新型范围内。本实用新型要求保护范围由所附的权利要求书及其等同物界定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1