一种发泡板材切割机的制作方法
[0001]
本实用新型涉及发泡板材生产设备领域,尤其涉及一种发泡板材切割机。
背景技术:
[0002]
xps挤出发泡板材,具有完美的闭孔蜂窝状结构。其密度、吸水率、导热系数及蒸汽透系数等方面均低于其它类型的板状保温材料。具有强度好、质量轻、不透气、耐腐蚀、抗老化、价格低等特点,是目前市场公认的最佳保温材料。
[0003]
发泡板材生产工艺流程是将原料、发泡剂、二氧化碳、发泡助剂等进行混合,投入料斗,通过一级、二级挤出塑化混合,经机头模具挤出,然后通过运输线冷却成型,最后切割装料,切割机一般采用物理刀片切割,导致切割出来的泡沫板出现切割面不整齐,并且切割机位于运输台上方,占用很大的位置。
技术实现要素:
[0004]
针对现有技术中所存在的不足,本实用新型提供了一种发泡板材切割机,其解决了现有技术中发泡板材切割机体型大,物理刀片切割泡沫板效果不理想的问题。
[0005]
根据本实用新型的实施例,一种发泡板材切割机,包括运输台、压紧装置和切割装置:
[0006]
压紧装置包括第一升降台、第一支撑柱以及压紧件,第一支撑柱竖直固定在第一升降台上部,压紧件固定在第一支撑柱上,压紧件位于运输台上方;
[0007]
切割装置位于运输台输出端,切割装置包括第二升降台、两个第二支撑柱以及加热切割器,两个第二支撑柱竖直固定在第二升降台上部,加热切割器包括钢丝、第一加热线圈、第二加热线圈、第一张紧轮、第二张紧轮、第一收紧轮和卷簧收线轮,第一加热线圈和第二加热线圈分别位于两个第二支撑柱内,第一张紧轮和第二张紧轮分别位于两个第二支撑柱内,钢丝缠绕在第一收紧轮上并且依次经过第一线圈、第一张紧轮、第二张紧轮和第二线圈,最后缠绕在卷簧收线轮上,第二升降台带动两个第二支撑柱之间的钢丝上下移动。
[0008]
对比现有技术,本实用新型具有如下有益效果:
[0009]
压紧装置用于压紧即将切割的发泡板,切割装置对发泡板进行切割,压紧装置和切割装置的大部分结构位于运输台下方,节省更多工作空间,发泡板材的切割选择用加热的钢丝进行切割,用热割法加工泡沫塑料和海绵是一种比较理想的方法,泡沫塑料和海绵有一个共同的特点,那就是受热容易熔化,又都是热的不良导体;如果用一条高温铁丝去切割,就可以轻而易举地实施,切割出来的发泡板切割面整齐,提高了发泡板切割质量;第一升降台直接带动压紧块上下移动,摈弃给压紧即将切割的发泡板,便于进行下一步切割操作,第二升降台直接带动两个第二支撑柱之间的钢丝在运输台上下方移动,切割速度快,钢丝切割行程为发泡板材的厚度,此切割行程短,切割出来的切面会更加平整。
附图说明
[0010]
图1为本实用新型实施例发泡板材切割机正视图;
[0011]
图2为本实用新型实施例发泡板材切割机俯视图;
[0012]
图3为本实用新型实施例压紧装置结构图;
[0013]
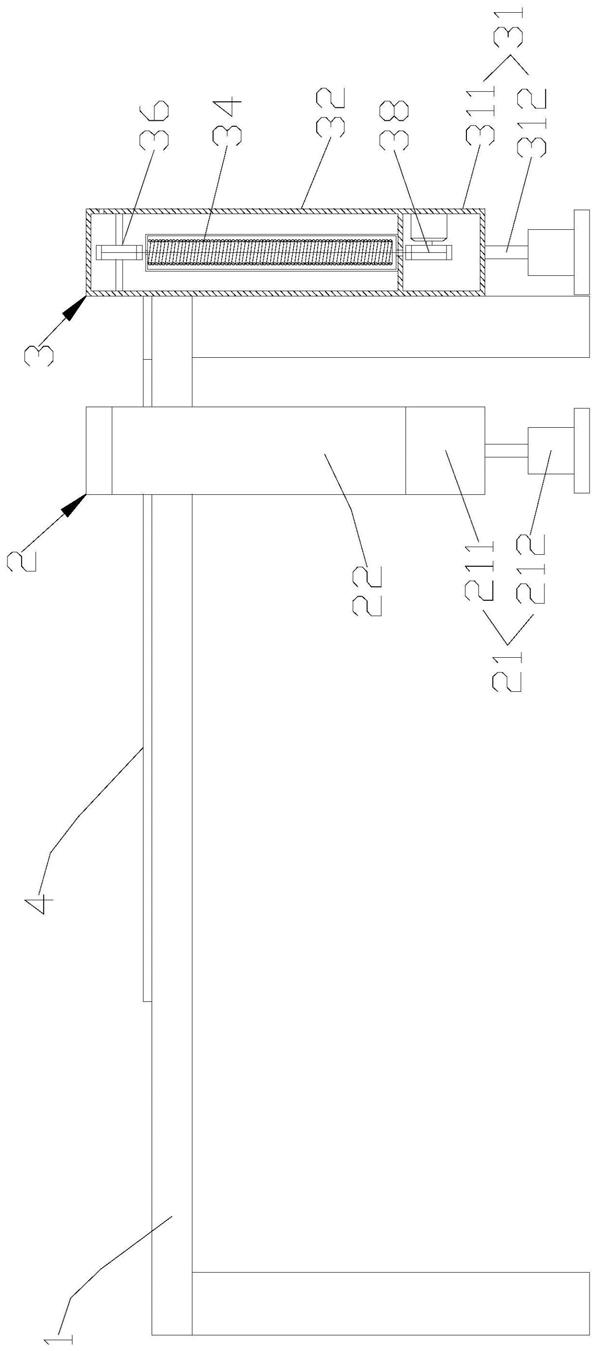
图4为本实用新型实施例切割装置结构图;
[0014]
上述附图中:1、运输台;2、压紧装置;21、第一升降台;211、第一台座;212、第一气缸;22、第一支撑柱;23、压紧件;3、切割装置;31、第二升降台;311、第二台座;312、第二气缸;32、第二支撑柱;33、钢丝;34、第一加热线圈;35、第二加热线圈;36、第一张紧轮;37、第二张紧轮;38、第一收紧轮;39、卷簧收线轮;4、弧形导向块。
具体实施方式
[0015]
下面结合附图及实施例对本实用新型中的技术方案进一步说明。
[0016]
本实用新型实施例提出了一种发泡板材切割机,如图1所示,包括运输台1、压紧装置2和切割装置3:
[0017]
参考图3,该压紧装置2包括第一升降台21、第一支撑柱22以及压紧件23,该第一支撑柱22竖直固定在该第一升降台21上部,该压紧件23固定在该第一支撑柱22上,该压紧件23位于该运输台1上方;
[0018]
参考图4,该切割装置3位于该运输台1输出端,该切割装置3包括第二升降台31、两个第二支撑柱32以及加热切割器,两个该第二支撑柱32竖直固定在该第二升降台31上部,该加热切割器包括钢丝33、第一加热线圈34、第二加热线圈35、第一张紧轮36、第二张紧轮37、第一收紧轮38和卷簧收线轮39,该第一收紧轮38受电机驱动,电机选择可以正反转的步进电机,可以使第一收紧轮38正反转并进行钢丝33的移动。卷簧收线轮39为连接有卷簧并可以弹性收紧钢丝33的有收线功能的轮子;收线该第一加热线圈34和该第二加热线圈35分别位于两个第二支撑柱32内,该第一张紧轮36和该第二张紧轮37分别位于两个该第二支撑柱32内,该钢丝33缠绕在该第一收紧轮38上并且依次经过该第一线圈、第一张紧轮36、第二张紧轮37和第二线圈,最后缠绕在该卷簧收线轮39上,该第二升降台31带动两个该第二支撑柱32之间的铁丝上下移动,压紧装置2用于压紧即将切割的发泡板,切割装置3对发泡板进行切割,压紧装置2和切割装置3的大部分结构位于运输台1下方,节省更多工作空间,发泡板材的切割选择用加热的钢丝33进行切割,切割面整齐,提高了发泡板切割质量;第一升降台21直接带动压紧块上下移动,摈弃给压紧即将切割的发泡板,便于进行下一步切割操作,第二升降台31直接带动两个第二支撑柱32之间的钢丝33在该运输台1上下方移动,切割速度快,钢丝33切割行程为发泡板材的厚度,此切割行程短,切割出来的切面会更加平整。
[0019]
此设备运行步骤为:发泡板材运输处运输台1输出端,压紧装置2的第一升降台21向下移动,压紧发泡板材,第一加热线圈34和第二加热线圈35对其内部的持续钢丝33进行通电加热,通过第一收紧轮38放出钢丝33,卷簧收线轮39收入钢丝33,使在第一加热线圈34加热的钢丝33通过第一张紧轮36输出至第二支撑柱32外,并配合第二张紧轮37绷紧钢丝33,第二升降台31上下移动;加热后的钢丝33对压紧后的发泡板材进行切割,当钢丝33温度下降至额定切割温度之下时,第一收紧轮38收入钢丝33,卷簧收线轮39放出钢丝33,使在第二加热线圈35加热的钢丝33通过第二张紧轮37输出至第二支撑柱32外,并配合第一张紧轮
36绷紧钢丝33,再通过第二升降台31继续进行切割工作。
[0020]
作为本实施例的优选方案,如图4所示,该运输台1两旁分别固定上设置有两块弧形导向块4,两块所述弧形导向块4由所述运输台1运输方向向内收拢,弧形导向块4使发泡板材移动限位至运输台1中间,防止发泡板材歪斜导致切割出来的发泡板材切线歪斜,也防止歪斜的发泡板材干涉压紧装置2和切割装置3。
[0021]
作为本实施例的优选方案,该第一升降台21包括第一台座211和第一气缸212,该第一气缸212位于该第一台座211下端,该第二升降台31包括第二台座311和第二气缸312,该第二气缸312位于该第二台座311下端,气缸可以稳定地带动压紧装置2或者切割装置3上下移动,保证切割工作的正确平稳地运行。
[0022]
最后说明的是,以上实施例仅用以说明本实用新型的技术方案而非限制,尽管参照较佳实施例对本实用新型进行了详细说明,本领域的普通技术人员应当理解,可以对本实用新型的技术方案进行修改或者等同替换,而不脱离本实用新型技术方案的宗旨和范围,其均应涵盖在本实用新型的权利要求范围当中。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1