一种管状流量计加工工装的制作方法
1.本实用新型涉及流体工程类产品的加工工装技术领域,尤其涉及一种管状流量计加工工装。
背景技术:
2.随着水利工程、流体工程的应用和发展,要求相关行业自身必须进行不断的技术创新。由于流体类物质的特殊性,对于产业应用的配套设施必然要求不同,因而,其相应的结构产品无论是在材料性能,还是在整体结构上都会异于一般产品,例如流量计即为这样的核心部件,由于其本身结构和材料原因,流量计部件本身壁厚较薄,钢性较弱,加工流量计两端外螺纹时,装夹稍有不慎就难以保证产品的质量,从而达不到设计使用性能。
技术实现要素:
3.本实用新型的目的是为了解决现有技术由于其本身结构和材料原因,流量计部件本身壁厚较薄,钢性较弱,加工流量计两端外螺纹时,装夹稍有不慎就难以保证产品的质量,从而达不到设计使用性能的问题,而提出一种管状流量计加工工装。
4.为了实现上述目的,本实用新型采用了如下技术方案:
5.一种管状流量计加工工装,包括芯轴,所述芯轴的外壁套接有定位套,所述定位套的右侧安装有挡圈,所述芯轴贯穿所述挡圈,所述挡圈的右端安装有隔套,所述芯轴贯穿所述隔套,所述隔套的右端安装有六角螺母,所述芯轴贯穿所述六角螺母。
6.优选的,所述定位套的顶端安装有工件。
7.优选的,所述芯轴通过定位套与挡圈、隔套和六角螺母相连。
8.优选的,所述定位套为圆柱筒定位套,且其两端为内锥面。
9.与现有技术相比,本实用新型具备以下优点:
10.本实用新型的目的在于提供了一种管状流量计加工工装,该管状流量计加工工装通过芯轴、定位套和挡圈等夹具的核心部件,使三者通过隔套和螺母压紧成为一整体。此夹具安装在流量计部件内部,通过调整六角螺母的松紧,从而调整定位套与流量计部件的贴合程度,保证夹具与工件成为一个整体,以达到增加工件加工钢性和消除装夹变形。
11.本实用新型解决了工件本身结构较弱,钢性不足,加工外螺纹容易变形,不能保证尺寸和形位公差和粗糙度的问题。提高了工件装夹速度,降低了工作人员装夹和加工的技能水平,使现场操作方便快捷。充分保证了产品质量和产量双稳定的市场需求。
附图说明
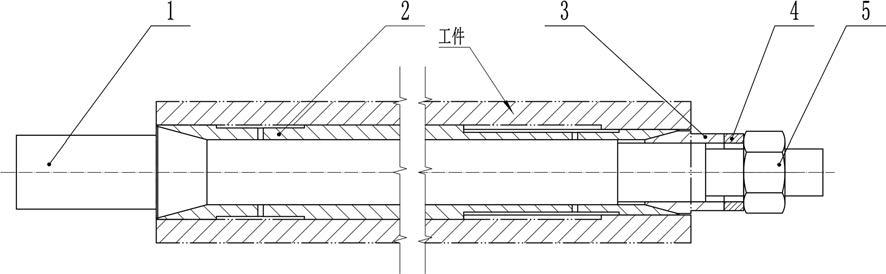
12.图1为本实用新型一种管状流量计加工工装的主视图。
13.图中标记:1、芯轴,2、定位套,3、挡圈,4、隔套,5、六角螺母。
具体实施方式
14.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。
15.参照图1,一种管状流量计加工工装,包括芯轴1,芯轴1的外壁套接有定位套2,定位套2的右侧安装有挡圈3,芯轴1贯穿挡圈3,挡圈3的右端安装有隔套4,芯轴1贯穿隔套4,隔套4的右端安装有六角螺母5,芯轴1贯穿六角螺母5。
16.进一步的,定位套2的顶端安装有工件。
17.进一步的,芯轴1通过定位套2与挡圈3、隔套4和六角螺母5相连。
18.进一步的,定位套2为圆柱筒定位套,且其两端为内锥面。
19.本实用新型可通过以下操作方式阐述其功能原理:
20.图1示出了一种管状流量计加工工装,这种管状流量计加工工装在使用时,工作人员将芯轴1、定位套2、挡圈3、隔套4、六角螺母5串联到一起,螺母5先不拧紧,形成夹具组件;然后将夹具组件自右至左穿入工件内部,摆正夹具组件与工件位置,逐渐拧紧六角螺母5,注意在拧紧过程中确保定位套2锥面与挡圈3锥面均匀配合;待六角螺母5拧紧后,夹具组件与工件将成为一个钢性组合整体,即完成工件装夹工作;将组合整体装夹到卧式车床即可进行正常车削加工流量计外螺纹部分。
21.此实用新型有效的避免了由于工件本身结构不足钢性较弱的缺点,通过夹具加强了工件的钢性,减少了工件的装夹变形、加工变形和螺纹粗糙度不达标的问题,同时装夹速度比以前有较大提升,这样充分保证了工件在保证质量的前提下稳定生产。
22.以上所述,仅为本实用新型较佳的具体实施方式,但本实用新型的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本实用新型揭露的技术范围内,根据本实用新型的技术方案及其实用新型构思加以等同替换或改变,都应涵盖在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1