一种高效塑胶件销钉插接装置的制作方法
1.本实用新型涉及销钉压入压铆技术领域,特别涉及一种高效塑胶件销钉插接装置。
背景技术:
2.塑胶件零部件之间的连接方式多种多样,常见的包括卡接、压接及热熔连接。在某些场合,需要用到销钉连接,如用销钉把两个塑胶零部件连接起来,或通过植入销钉,使塑胶零部件能进行转动。但是目前的使用的压销夹具设计结构复杂,在使用时操纵不便,并且压销顶针的压头很难保证与产品的销钉孔精确的定位,存在质量隐患。
3.本实用新型在于提供一种高效塑胶件销钉插接装置来解决上述问题。
技术实现要素:
4.本实用新型的目的在于解决现有压销夹具设计结构复杂,在使用时操纵不便,并且压销顶针的压头很难保证与产品的销钉孔精确的定位,存在质量隐患的技术问题,提供一种高效塑胶件销钉插接装置来解决上述问题。
5.为实现前述实用新型目的,本实用新型采用的技术方案:包括基座、肘夹、微型直线导轨、侧支架、l型下压板、工件承载座及支撑橡胶座,所述侧支架垂直固定在基座的一端上,所述微型直线导轨固定在侧支架上,所述l型下压板固定在微型直线导轨的滑块上,所述肘夹固定在l型下压板上,所述l型下压板的底部设有销钉卡槽,所述工件承载座固定在基座上,所述工件承载座位于l型下压板的正下方,所述肘夹的行程为50.6mm,所述肘夹的按压力为96n,所述工件承载座上设有l型定位块。
6.进一步的,所述支撑橡胶座有四个,分别位于基座底部的四个角上。
7.进一步的,所述微型直线导轨上设置一个滑块。
8.与现有技术相比,本实用新型的优点包括:将需要组装的塑胶件预组装后放在工件承载座上,并利用定位块进行定位,同步将销钉安放在销钉卡槽内,通过肘夹的闭合带动l型下压板向下垂直移动,完成对塑胶件的销钉的插接动作,微型直线导轨保证了l型下压板的运动精度,从而保证了销钉的插接精度,保证销钉准确无误的插入塑胶件的销钉孔内,本实用新型设计简单,操作快捷,生产效率高,消除质量隐患。
附图说明
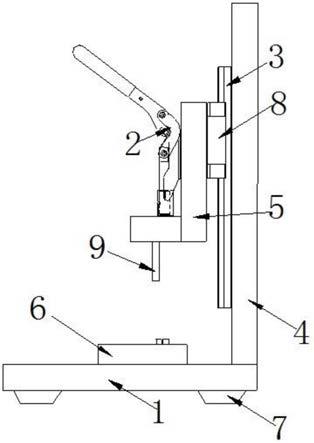
9.图1为本实用新型的一种高效塑胶件销钉插接装置结构左视图;
10.图2为本实用新型的一种高效塑胶件销钉插接装置结构的工件承载座的结构示意图;
11.图中:1、基座;2、肘夹;3、微型直线导轨;4、侧支架;5、l型下压板;6、工件承载座;7、支撑橡胶座;8、滑块;9、销钉卡槽;10、定位块。
具体实施方式
12.鉴于现有技术中的不足,本案经长期研究和大量实践,得以提出本实用新型的技术方案。如下将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整的描述。
13.图1为本实用新型的一种高效塑胶件销钉插接装置结构左视图;图2为本实用新型的一种高效塑胶件销钉插接装置结构的工件承载座的结构示意图;如图1和图2所示,本实用新型实施例中提供的一种高效塑胶件销钉插接装置:包括基座1、肘夹2、微型直线导轨3、侧支架4、l型下压板5、工件承载座6及支撑橡胶座7,所述侧支架4垂直固定在基座1的一端上,所述微型直线导轨3固定在侧支架4上,所述l型下压板5固定在微型直线导轨3的滑块8上,所述肘夹2固定在l型下压板5上,所述l型下压板5的底部设有销钉卡槽9,所述工件承载座6固定在基座1上,所述工件承载座6位于l型下压板5的正下方,所述肘夹2的行程为50.6mm,所述肘夹2的按压力为96n,所述工件承载座6上设有定位块10,所述定位块10有四个,所述定位块10两两形成l形状,分别位于工件承载座6的两侧,并且在一条直线上。
14.优选的,所述支撑橡胶座有四个,分别位于基座底部的四个角上。
15.优选的,所述微型直线导轨上设置一个滑块。
16.本实用新型的有益效果包括:将需要组装的塑胶件预组装后放在工件承载座上,并利用定位块进行定位,同步将销钉安放在销钉卡槽内,通过肘夹的闭合带动l型下压板向下垂直移动,完成对塑胶件的销钉的插接动作,微型直线导轨保证了l型下压板的运动精度,从而保证了销钉的插接精度,保证销钉准确无误的插入塑胶件的销钉孔内,本实用新型设计简单,操作快捷,生产效率高,消除质量隐患。
17.本实用新型提供的一种高效塑胶件销钉插接装置,应当理解,上述实施例仅为说明本实用新型的技术构思及特点,其目的在于让熟悉此项技术的人士能够了解本实用新型的内容并据以实施,并不能以此限制本实用新型的保护范围。凡根据本实用新型精神实质所作的等效变化或修饰,都应涵盖在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1