一种联动式升降定位机构的制作方法
1.本实用新型属于机械技术领域,涉及一种联动式升降定位机构。
背景技术:
2.汽车产业的发展日新月异,各大主机厂每年都会推出很多新车型,以应对市场的需求;与此同时这些主机厂也一直在研讨如何寻求高效低成本的开发周期,要知道一辆车从初稿道上路是要经历数不清的中间环节,每个环节环环相扣,不容有失。那么问题来了:如何控制造车过程中的产品质量便成了一个难题;在汽车制造的过程中涉及的零件成千上万,每一个零件的匹配都非常关键,汽车每一个零件自身品质以及与整车的匹配度都可能影响汽车的总装以及成品汽车的性能和质量,因此对每个零件检验显得非常重要,而由于零件的组装大多是卡扣定位的,因此产品在检验过程中是否方便快捷,非常关键。
3.现有技术中,对于汽车产业现有的检测手段有:检具、测量支架,现有技术的检测手段很难处理对卡扣定位的零件,具备下述缺陷:无法定位、定位不稳定、更甚者拆装产品时,会对产品造成损伤,影响二次装配,甚至导致产品报废。
4.综上所述,为解决现有的不足,本实用新型设计了一种针对卡扣类产品快速定位,且不损伤产品,不影响产品二次装配操作便利的联动式升降定位机构。
技术实现要素:
5.本实用新型为解决现有技术存在的问题,提供了针对卡扣类产品快速定位,且不损伤产品,不影响产品二次装配、操作便利的联动式升降定位机构。
6.本实用新型的目的可通过以下技术方案来实现:
7.一种联动式升降定位机构,包括:
8.推钳单元,所述推钳单元至少包括推钳;
9.线束集成机构单元,所述线束集成机构单元包括线束基座、多孔集线块、连接螺钉、多孔连接座、空心导线螺杆、刹车线,所述线束基座固定在所述推钳单元上,所述多孔集线块通过连接螺钉与推钳单元固定,所述刹车线穿过所述空心导线螺杆,且刹车线固定在所述多孔集线块上,所述空心导线螺杆固定在多孔连接座上,所述线束基座和多孔连接座固定在基座单元上;
10.基座单元,所述基座单元包括连接块、防掉锁紧螺钉和定位销,连接块用于与检具固定,所述防掉锁紧螺钉和所述定位销与连接块固定;
11.定位组件单元,所述定位组件单元包括零位块和弹簧、接线块、连接块、直套、定位销所述接线块固定在所述定位销上,所述定位销与所述直套滑配,所述直套固定在所述连接块上,所述连接块、零位块与检具固定;
12.车身定位单元,所述车身定位单元包括模块、定位块,所述定位块固定在检具上。
13.作为本方案的进一步改进,所述接线块与所述零位块螺纹连接。
14.作为本方案的进一步改进,所述定位销的一侧设有扁位和零位,所述零位块前端
设有零位挡块。
15.作为本方案的进一步改进,所述接线块403上开设有通孔,该通孔用于卡住所述线束集成机构单元的刹车线的端头。
16.作为本方案的进一步改进,所述连接块上设有至少一个与所述直套紧配的孔。
17.作为本方案的进一步改进,所述零位块上设有限位块,所述零位块上开设有沉孔。
18.作为本方案的进一步改进,所述多孔集线块上开设有过孔,所述多孔集线块的侧面开设有通孔。
19.作为本方案的进一步改进,所述空心导线螺杆设置的数量与刹车线的数量一致。
20.作为本方案的进一步改进,线束集成机构单元还包括防尘罩,该防尘罩固定在所述线束基座和所述多孔连接座上。
21.与现有技术相比,本实用新型结构设计合理,所述联动式升降定位机构安装在汽车检具及类似定位机构上时,通过所述定位单元将产品卡住,再通过所述线束单元、所述线束集成机构单元、所述连接块单元、所述锁紧螺钉及零位销以定位组件单元的导向推动推钳单元可以实现定位单元的有效工作组件上下伸缩,可保证检具实现产品的快速拆装节省员工线上操作时间,而且不易损伤产品,进而可对合格零件再利用,达到有效降低成本的目的;再者,此联动升降机构可根据实际情况调整整组机构大小且整组机构可拆卸,方便存放和转移;可有效的实现安全,高效率,低成本,节省时间的目标,实用性强,进而可快速避免装过程中可能出现问题,同时可提高生产进程和车身匹配品质。
附图说明
22.图1为本实用新型联动式升降定位机构的主视图;
23.图2为本实用新型联动式升降定位机构的侧视图;
24.图3为本实用新型联动式升降定位机构的俯视图;
25.图4为图3中a
‑
a面剖视图;
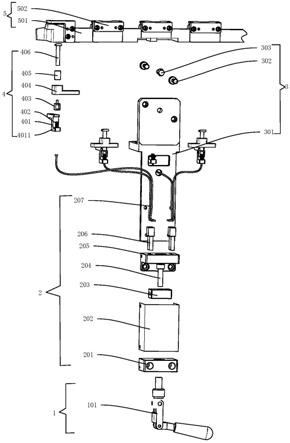
26.图5为本实用新型联动式升降定位机构的拆分示意图。
27.图6为本实用新型联动式升降定位机构的另一角度的拆分示意图。
28.图中,1
‑
推钳单元,101
‑
推钳,2
‑
线束集成机构单元,201
‑
线束基座,202
‑
防尘罩,203
‑
多孔集线块,204
‑
连接螺钉,205
‑
多孔连接座,206
‑
空心导线螺杆,207
‑
刹车线,3
‑
基座单元,301
‑
连接块,302
‑
防掉锁紧螺钉,303
‑
定位销,4
‑
定位组件单元,401
‑
零位块,4011
‑
刹车线沉头孔,402
‑
弹簧,403
‑
接线块,404
‑
连接块,405
‑
直套,406
‑
定位销,5
‑
车身定位单元,501
‑
模块,502
‑
定位块。
具体实施方式
29.下面结合实施例及附图,对本实用新型的技术方案作进一步的阐述。
30.如图所示,本联动式升降定位机构,包括:
31.推钳单元1,所述推钳单元1至少包括推钳101;
32.线束集成机构单元2,所述线束集成机构单元2包括线束基座201、多孔集线块203、连接螺钉204、多孔连接座205、空心导线螺杆206、刹车线207,所述线束基座201固定在所述推钳单元1上,所述多孔集线块203通过连接螺钉204与推钳单元1固定,所述刹车线207穿过
所述空心导线螺杆206,且刹车线207固定在所述多孔集线块203上,所述空心导线螺杆206固定在多孔连接座205上,所述线束基座201和多孔连接座205固定在基座单元3上;
33.基座单元3,所述基座单元3包括连接块301、防掉锁紧螺钉302和定位销303,连接块301用于与检具固定,所述防掉锁紧螺钉302和所述定位销303与连接块固定;
34.定位组件单元4,所述定位组件单元4包括零位块401和弹簧402、接线块403、连接块404、直套405、定位销406所述接线块403固定在所述定位销406上,所述定位销406与所述直套405滑配,所述直套405固定在所述连接块404上,所述连接块404、零位块401与检具固定;
35.车身定位单元5,所述车身定位单元5包括模块501、定位块502,所述定位块502固定在检具上。
36.现有技术中,对于汽车产业现有的检测手段有:检具、测量支架,现有技术的检测手段很难处理对卡扣定位的零件,具备下述缺陷:无法定位、定位不稳定、更甚者拆装产品时,会对产品造成损伤,影响二次装配,甚至导致产品报废。
37.为此,本实用新型设计了一种联动式升降定位机构,特别是一种能够检测过程中的使用,能够实现方便定位以及拆装,不会影响二次装配、而且操作便利。
38.具体的操作过程如下:通过基座单元3将联动式升降定位机构固定于待装的夹具的预设位置,定位组件单元4的接线块403通过螺纹连接在定位组件单元4的零位块401上,所述推钳单元1通过线束集成机构单元2拉动刹车线207,从而带动所述定位组件单元4里面的定位销303和接线块403在定位组件单元4的直套405内向下滑移。此时定位组件单元4的定位销303处在非工作状态,即可对产品进行无伤的拆除;松开所述推钳单元1,通过定位组件单元4的弹簧402将所述定位组件单元4的定位销303回弹至定位组件单元4的零位块401的位置,此时定位组件单元组件4的零位块401一并处在工作状态上。通过所述线束集成机构单元2里的多根刹车线207可实现多组所述定位组件单元4的定位销406同时滑动,实现一对多的操作,以此可有效的在进入总装之前控制零件的精度,进而可避免装过程中可能出现问题,同时可提高生产进程和车身匹配品质。
39.作为进一步的优选实施例,所述接线块403与所述零位块401螺纹连接。
40.在本实施例中,通过所述定位组件单元4的所述接线块403通过螺纹连接在所述定位组件单元的零位块401上,在具体使用的过程中,所述推钳单元1可通过所述线束集成机构单元2拉动所述刹车线207,从而带动所述定位组件单元4里面的定位销303和接线块301在定位组件单元4中的直套405向下滑移。此时定位组件单元4的定位销303处在非工作状态,此时可以无伤拆除产品;松开所述推钳单元1,通过所述定位组件单元4的弹簧402将所述定位单元的所述定位销406回弹至定位单元的零位块401位置,此时所述定位单元组件4的零位块一并处在工作状态上。通过所述线束集成机构单元2里的多根刹车线207可实现多组所述定位组件单元4的定位销406同时滑动,实现一对多的操作。
41.作为进一步的优选实施例,所述定位销406的一侧设有扁位和零位,所述零位块401前端设有零位挡块。
42.在本实施例中,所述定位组件单元4的定位销406的一侧削有扁位和零位;所述定位组件单元4的所述零位块401前端设有一个零位挡块,当所述定位组件单元的所述定位销406被弹簧402弹至零位块401的零位挡块处时,定位销406处在工作状态,零位块401上设有
一个用于固定所述线束集成机构单元2的刹车线沉头孔4011,零位块401固定在检具上,弹簧402固定在所述定位组件单元的零位块401上,松开所述推钳单元1之后,通过所述定位单元的弹簧402使定位销406回弹至定位状态。
43.作为进一步的优选实施例,所述接线块403上开设有通孔,该通孔用于卡住所述线束集成机构单元的刹车线的端头。
44.在本实施例中,定位组件单元4的接线块403开设有通孔,该通孔用于卡住所述线束集成机构单元的刹车线207的端头,所述接线块403的一端设置为螺杆,该端部的螺杆用于固定在所述定位组件单元4的定位销303底部,所述接线块403的另一端设有通孔,该通孔用于让所述刹车线内部的钢丝绳能自由通过。
45.作为进一步的优选实施例,所述连接块403上设有至少一个与所述直套405紧配的孔。
46.在本实施例中,所述连接块403上打有两钉两销,上述结构的设置用于固定在检具上;所述连接块403上设置有至少一个与直套405紧配的孔,此孔轴心相对于安装面垂直度要求为土0.01。
47.作为进一步的优选实施例,所述零位块401上设有限位块,所述零位块401上开设有沉孔。
48.在本实施例中,在零位块401上打有一钉两销用于固定在所述检具上;所述零位块401上设有限位块,限位块的厚度为3mm,厚度公差土0.01,该限位块用于固定所述定位单元的定位销406,且此限位块的前端面可以防止所述定位销406的转动;所述零位块401上开有φ3孔/沉孔φ5.8x深4,此沉孔用于固定所述线束集成组件单元的所述刹车线207外层端头的固定,在拉动所述推钳单元1的时候此位置能起到固定刹车线207外层的作用,端头顶在所述零位块401的沉孔内深4的面上,从而可实现最终拉动定位组件单元内设置的定位销406。
49.作为进一步的优选实施例,所述多孔集线块203上开设有过孔,所述多孔集线块203的侧面开设有通孔。
50.在本实施例中,多孔集线块203上开设有φ8.2的过孔,该过孔用于所述连接螺钉204通过此孔连接到所述推钳单元1上;所述多孔集线块203的侧面开有两个m6的通孔,该通孔用于将所述刹车线207内的钢丝绳用m6的标准螺钉固定在此孔上,用于固定钢丝绳的孔数量可根据需要进行调整,优选为一个集线块带四根刹车线。
51.作为进一步的优选实施例,所述空心导线螺杆206设置的数量与刹车线207的数量一致。
52.在本实施例中,空心导线螺杆206设置的数量与刹车线207的数量一致,且空心导线螺杆206的一段是外螺纹m6内孔φ2.5,另一段是外径φ10内径φ5.8沉孔深12,该沉孔深度只需保证刹车线外层能够得到合理的固定即可;所述刹车线钢丝绳通过此空心导线螺杆连接到多孔集线块203上,空心导线螺钉拧紧在集线机构单元中的多孔连接座205上。
53.作为进一步的优选实施例,线束集成机构单元2还包括防尘罩202,该防尘罩202固定在所述线束基座201和所述多孔连接座205上。
54.本文中所描述的仅为本实用新型的优选实施方式,但本实用新型的保护范围并不局限于此。本实用新型所属领域的技术人员对所描述的具体实施例进行的修改或补充或采
用类似的方式替换,均应涵盖于本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1