一种采用云母带材生产云母片的连续性压切设备的制作方法
1.本实用新型属于云母片生产技术领域,尤其涉及一种采用云母带材生产云母片的连续性压切设备。
背景技术:
2.目前云母片的生产需采用云母带材,云母带材经压切之后才可进入下一个加工步骤。但是目前云母片的压切流程分为两步完成,人工裁切后利用现有的热压机进行压塑,人工裁切的缺点在于效率低以及成品率不高,热压机压塑的缺点在于,现有的热压机操作复杂、价格高、能耗大,并不适用于加工云母带材。除此之外,压切分为两步完成,必然使得加工流程出现断点,供应若是接连不上将会导致机械设备空耗上升,不仅效率低、加工时长延长,而且还会造成资源浪费。
技术实现要素:
3.为解决上述技术问题,本实用新型提供一种采用云母带材生产云母片的连续性压切设备。为了对披露的实施例的一些方面有一个基本的理解,下面给出了简单的概括。该概括部分不是泛泛评述,也不是要确定关键/重要组成元素或描绘这些实施例的保护范围。其唯一目的是用简单的形式呈现一些概念,以此作为后面的详细说明的序言。
4.本实用新型采用如下技术方案:
5.在一些可选的实施例中,提供一种采用云母带材生产云母片的连续性压切设备,包括:机床、承托机构及压切机构;所述承托机构设置在所述机床上,所述压切机构通过支架安装在所述承托机构的上方;所述压切机构包括:压塑平板、悬吊架、压切气缸及切刀,所述压塑平板的工作面开设有置刀槽,所述切刀的主体部分设置在所述置刀槽内,所述切刀的刀刃与所述压塑平板的工作面的夹角为3
°
至5
°
,所述悬吊架与所述压塑平板的尾端轴连接,所述压切气缸的动作端与所述压塑平板的前端轴连接;所述承托机构包括:承载板,所述承载板在对应所述切刀的位置处开设入刀槽。
6.在一些可选的实施例中,所述承托机构还包括:l型固定杆及固定气缸,所述l型固定杆的竖直杆的底端设置紧定板,所述l型固定杆的水平杆与所述固定气缸的动作端连接。
7.在一些可选的实施例中,所述承托机构还包括:补偿杆及补偿板,所述补偿板与所述承载板并列设置且所述补偿板与所述承载板的厚度相同,所述补偿板位于所述补偿杆下方,所述补偿杆设置在所述l型固定杆的水平杆的下表面。
8.在一些可选的实施例中,所述压塑平板的尾端设置弧形切面。
9.在一些可选的实施例中,所述压切机构还包括:支撑板及定位气缸;所述悬吊架与所述压切气缸设置在所述支撑板上,所述定位气缸的固定端与所述支架连接,所述定位气缸的动作端与所述支撑板连接。
10.在一些可选的实施例中,所述的一种采用云母带材生产云母片的连续性压切设备,还包括:喷吹装置,所述喷吹装置设置在所述承托机构的侧面;所述喷吹装置包括:喷吹
管、喷吹头及压缩风机,所述喷吹管一端与所述喷吹头连接,另一端与所述压缩风机的出风口连接。
11.本实用新型所带来的有益效果:本实用新型承托机构固定住云母带材后,压切机构下移后翻转,进行压塑的同时进行切割,保证压切的连续性,因此具有效率高的优点;而且切刀进行裁切时对云母带材也起到限位作用,保证云母片边缘整洁、平滑,而且也可保证云母片的平整度,避免出现两边厚中间薄的情况;本实用新型适用于云母带材的生产,兼顾原材硬度低的特点,避免加工过程中对原材的损坏,操作方式简单,整体结构稳定。
附图说明
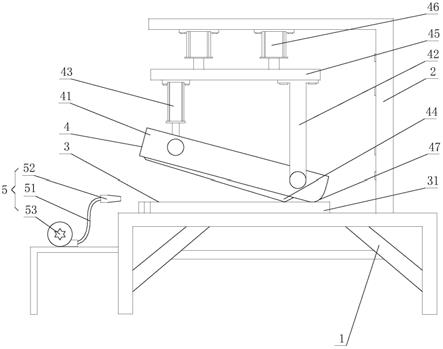
12.图1是本实用新型连续性压切设备在预备位的结构示意图;
13.图2是本实用新型连续性压切设备在压切位的结构示意图;
14.图3是本实用新型承托机构的结构示意图。
具体实施方式
15.以下描述和附图充分地示出本实用新型的具体实施方案,以使本领域的技术人员能够实践它们。其他实施方案可以包括结构的、逻辑的、电气的、过程的以及其他的改变。实施例仅代表可能的变化。除非明确要求,否则单独的部件和功能是可选的,并且操作的顺序可以变化。一些实施方案的部分和特征可以被包括在或替换其他实施方案的部分和特征。
16.如图1、图2、图3所示,在一些说明性的实施例中,提供一种采用云母带材生产云母片的连续性压切设备,包括:机床1、支架2、承托机构3、压切机构4以及喷吹装置5。图1和图2中为展示压塑平板41与承载板31的位置关系,并未示出承托机构3中的l型固定杆33与固定气缸34。
17.机床1用于支撑连续性压切设备整体结构,支架2设置在机床1上,承托机构3设置在机床1上,压切机构4通过支架2安装在承托机构3的上方,承托机构3用于固定云母带材,压切机构4用于对承托机构3上的云母带材进行压塑和裁切。喷吹装置5位于承托机构3侧面,用于清理承托机构3表面的边角料。
18.压切机构4包括:压塑平板41、悬吊架42、压切气缸43、切刀44、支撑板45及定位气缸46。压塑平板41的工作面开设有置刀槽,压塑平板41的工作面是指面向承托机构3的一面,切刀44的主体部分设置在置刀槽内,切刀44的刀刃部分位于置刀槽外,即切刀44凸出于压塑平板41的工作面。
19.由于切刀44刀刃部分位于置刀槽外,因此在压切时,随着压塑平板41逐渐靠近承托机构3的承载板31时,切刀44先切割云母带材,随即压塑平板41再覆盖在承载板31上进行压塑,由于切刀44刀刃设计的较窄,因此切割与压塑的时差不会很大。除此之外,在上述过程中,当切刀44开设裁切云母带材时,压塑平板41与承载板31之间的距离已经非常小,可以起到防止云母带材翘起的作用,而且当压塑平板41与承载板31开始接触进行压塑时,切刀44位于云母带材的两侧,起到限位和挤压云母带材的作用,从而保证云母片边缘整洁、平滑,而且也可保证云母片的平整度,避免出现两边厚中间薄的情况。
20.切刀44的刀刃与压塑平板41的工作面的夹角为3
°
至5
°
,保证切刀44倾斜的切割云母带材,便于切割。
21.悬吊架42与压塑平板41的尾端轴连接,压切气缸43的动作端与压塑平板41的前端轴连接。因此当压切气缸43的动作端伸出或回缩时,压塑平板41会沿着与悬吊架42连接的转轴进行翻转,因此,压塑平板41与承载板31之间是往复开合的,当进行压塑时,压塑平板41逐渐压向云母带材,兼顾原材硬度低的特点,避免加工过程中对原材的损坏。
22.悬吊架42的顶端与支撑板45连接,底端与压塑平板41的尾端进行轴连接。压切气缸42的固定端与支撑板45连接,压切气缸42的动作端与压塑平板41的前端进行轴连接。定位气缸46的固定端与支架2连接,定位气缸46的动作端与支撑板45连接。工作时,定位气缸46先运作,推动支撑板45靠近承托机构3,支撑板45带动压切机构4逐渐靠近承托机构3,当切刀44接触到云母带材时,即说明压切机构4到达预备位,此时定位气缸46停止运作。开启压切气缸43,压切气缸43的动作端逐渐伸出,使得压塑平板41沿着与悬吊架42连接的转轴进行翻转,逐渐与承载板31贴合,完成压塑。
23.压塑平板41的尾端设置弧形切面47,避免压塑时损坏原材。
24.承托机构3包括:承载板31、l型固定杆33、固定气缸34、补偿杆36及补偿板37。
25.承载板在对应切刀44的位置处开设入刀槽32,用于容纳凸出于压塑平板41的工作面的部分切刀,保证承载板31与压塑平板41可以完全贴合。l型固定杆33的竖直杆的底端设置紧定板35,用于压紧云母带材。l型固定杆33的水平杆与固定气缸34的动作端连接。当云母带材放置在承载板31上后,启动固定气缸34,固定气缸34的动作端下移带动紧定板35压住云母带材进行固定,固定方式简单可靠,而且易操作。l型固定杆33的设计是便于固定气缸34在压切机构4两侧运作,且保证固定气缸34不占用压切机构4的空间,减少云母带材的浪费。
26.补偿板37与承载板31并列设置,补偿板37与承载板31的厚度相同,补偿板37位于补偿杆36下方,补偿杆36设置在l型固定杆33的水平杆的下表面,补偿杆36及补偿板37起到支撑作用,避免固定气缸34带动l型固定杆33下压时,移动过大压坏l型固定杆33。
27.喷吹装置5设置在承托机构3的侧面。喷吹装置5包括:喷吹管51、喷吹头52及压缩风机53,喷吹管51一端与喷吹头52连接,另一端与压缩风机53的出风口连接,喷吹头52朝向承载板31。当压切完成后,压缩风机53启动,风通过喷吹管51、喷吹头52吹向承载板31,将边角料吹落,掉入收集框内,完成自动清理,提升压切效率。
28.上述实施例为本实用新型较佳的实施方式,但本实用新型的实施方式并不受上述实施例的限制,其他任何未背离本实用新型的精神实质与原理下所做的改变,修饰,替代,组合,简化,均应为等效的置换方式,都应包含在本实用新型的保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1