一种高速自动切片机的制作方法
1.本实用新型涉及切片机技术领域,具体涉及一种高速自动切片机。
背景技术:
2.现有的切片机通常是油压机,以液压为动力系统,以专用液压油作为工作介质,以液压泵作为动力源,靠泵的作用力使液压油通过液压管路进入油缸/活塞,并通过单向阀使液压油在油箱内循环,使油缸/活塞循环做功从而提供切片动力。这种切片机运行平稳,但是控制速度慢,需要给一个信号才能完成一个动作,每分钟切片次数为60次左右,生产效率低,难以适应大批量生产的需求,长时间使用后油封容易老化,导致漏油。
技术实现要素:
3.针对现有技术中存在的技术问题,本实用新型的目的是:提供一种高速自动切片机,能够高效、快速地进行切片,同时避免了漏油的问题。
4.为了达到上述目的,本实用新型采用如下技术方案:
5.一种高速自动切片机,包括切片机组,切片机组包括切片机架,切片机架上设有工作台,工作台上依次设有对料带进行校平的校平机构、将料带送入切片模具的送料机构、对料带进行切片的切片模具,切片模具的上方设有控制机构,控制机构包括控制器、曲轴和驱动曲轴转动的伺服电机,伺服电机通过减速器与曲轴连接,曲轴上连接有随曲轴的转动而上下运动的连杆,连杆的下端连接有直线轴承,直线轴承的下端通过切片模具连柄与切片模具的上模连接。
6.进一步的,曲轴上还连接有高速编码器。
7.进一步的,校平机构包括上层校平轮和下层校平轮,料带从上层校平轮和下层校平轮之间穿过进行校平。
8.进一步的,送料机构包括送料轮和驱动送料轮转动的送料伺服电机,送料轮上方设有压料轮,压料轮通过压料气缸控制,料带从送料轮和压料轮之间穿过。
9.进一步的,切片模具包括上模和下模,下模固定在工作台上。
10.进一步的,切片机还包括放料机组,放料机组包括放料机架,放料机架上设有放料盘和收纸机构。
11.进一步的,切片机还包括放料感应器,放料感应器设置在放料机组和切片机组之间。
12.进一步的,放料感应器为光电感应器。
13.总的说来,本实用新型具有如下优点:
14.本实用新型通过伺服电机驱动曲轴转动,进而带动上模上下运动,对料带进行切片,切片速度快,切片过程平稳,每分钟切片次数可达120次左右,极大地提高了生产效率,能够满足大批量生产的需求,同时也不会有漏油现象。
附图说明
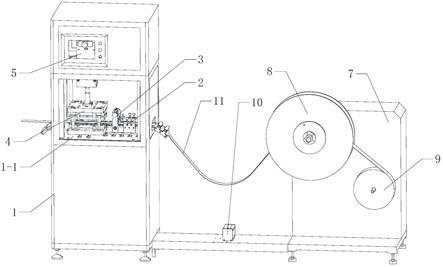
15.图1是本实用新型的结构示意图。
16.图2是本实用新型控制机构的结构示意图。
17.图3是本实用新型校平机构、送料机构、和切片模具的结构示意图。
18.其中,1为切片机架,1
‑
1为工作台,2为校平机构,2
‑
1为上层校平轮,2
‑
2为下层校平轮,3为送料机构,3
‑
1为送料轮,3
‑
2为送料伺服电机,3
‑
3为压料轮,3
‑
4为压料气缸,4为切片模具,4
‑
1为上模,4
‑
2为下模,5为控制机构,5
‑
1为伺服电机,5
‑
2为减速器,5
‑
3为曲轴,5
‑
4为连杆,5
‑
5为直线轴承,5
‑
6为切片模具连柄,6为高速编码器,7为放料机架,8为放料盘,9为收纸机构,10为放料感应器,11为料带。
具体实施方式
19.下面将结合附图和具体实施方式来对本实用新型做进一步详细的说明。
20.如图1和图2所示,一种高速自动切片机,包括切片机组,切片机组包括切片机架,切片机架上设有工作台,工作台上依次设有对料带进行校平的校平机构、将料带送入切片模具的送料机构、对料带进行切片的切片模具,切片模具的上方设有控制机构,控制机构包括控制器、曲轴和驱动曲轴转动的伺服电机,伺服电机通过减速器与曲轴连接,曲轴上连接有随曲轴的转动而上下运动的连杆,连杆的下端连接有直线轴承,直线轴承的下端通过切片模具连柄与切片模具的上模连接。在本实施方式中,控制器为pcl可编程控制器,减速器为涡轮减速器,涡轮减速器能增加切片动力,曲轴上还连接有高速编码器,高速编码器用于记录曲轴的转动角度,当曲轴转动到不同的角度时,切片机可以完成不同的动作。
21.在切片时,控制器控制伺服电机启动,伺服电机驱动减速器的主轴转动,减速器的主轴转动带动曲轴转动,曲轴转动带动连杆上下运动,连杆上下运动带动直线轴承上下运动,直线轴承上下运动带动切片模具连柄上下运动,从而带动上模上下运动,对料带进行切片。
22.如图3所示,校平机构包括上层校平轮和下层校平轮,料带从上层校平轮和下层校平轮之间穿过进行校平。在本实施方式中,上层校平轮具有两个,两个上层校平轮并排设置,下层校平轮具有三个,三个下层校平轮也并排设置,随着料带穿过上层校平轮和下层校平轮之间的间隙,上层校平轮和下层校平轮同时转动对料带进行校平。
23.如图3所示,送料机构包括送料轮和驱动送料轮转动的送料伺服电机,送料轮上方设有压料轮,压料轮通过压料气缸控制,料带从送料轮和压料轮之间穿过。送料伺服电机驱动送料轮转动,将料带从送料机构输送到切片模具中。压料气缸会带动压料轮向下运动压住料带或者带动压料轮向上运动松开料带。
24.如图3所示,切片模具包括上模和下模,下模固定在工作台上。料带位于上模和下模之间,控制器控制伺服电机启动,驱动曲轴转动带动连杆上下运动,从而带动上模上下运动,对料带进行切片。
25.如图1所示,切片机还包括放料机组,放料机组包括放料机架,放料机架上设有放料盘和收纸机构。放料盘用于放置要加工的产品的料盘,收纸机构用于回收料盘中的纸放带。
26.如图1所示,切片机还包括放料感应器,放料感应器设置在放料机组和切片机组之
间。放料感应器为光电感应器,光电感应器能感应到从放料机组向切片机组传输的料带,并将该感应信号传送到控制器上。
27.在使用本实用新型时,先将要加工的产品的料盘放入放料盘中,把切片模具固定好,然后打开切片机的电源,通过控制器调好要加工的产品的型号和参数,启动放料机架进行放料,然后将料盘中的纸放带放入收纸机构中,将产品的料头拿出,料带穿过校平机构进行校平,又通过送料机构进入切片模具中,伺服电机驱动曲轴转动带动连杆上下运动,从而带动上模上下运动,对料带进行切片。
28.由于曲轴上连接有高速编码器,高速编码器能够记录曲轴的转动角度,曲轴转动一周为360
°
,当曲轴转动到不同的角度时,切片机可以完成不同的动作。如当高速编码器记录曲轴转动到160
°
时,压料气缸会向上运动,压料轮松开料带,当高速编码器记录曲轴转动到190
°
时,压料气缸会向下运动,压料轮压紧料带,当高速编码器记录曲轴转动到270
°
时,送料机构送料一次。切片机会根据设定的参数循环工作。
29.总的来说,本实用新型通过伺服电机驱动曲轴转动,进而带动上模上下运动,对料带进行切片,切片速度快,切片过程平稳,每分钟切片次数可达120次左右,极大地提高了生产效率,能够满足大批量生产的需求,同时也不会有漏油现象。
30.上述实施例为本实用新型较佳的实施方式,但本实用新型的实施方式并不受上述实施例的限制,其他的任何未背离本实用新型的精神实质与原理下所作的改变、修饰、替代、组合、简化,均应为等效的置换方式,都包含在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1