重量改变方法以及用于执行该方法的切割机与流程
1.本发明涉及在通过从大多长形的食品条、尤其是由牛或猪的鲜肉的肉条上切下切片来制作尽可能重量精切的切片或由多个切片组成的份额时重量准确性的改进,然而该食品条的横截面在原始状态下沿着长度都或多或少地有变化。
背景技术:
2.在制作重量准确的切片和接下来分成具有各个切片(单个切片份额)的在包装上给出的标称重量的小份包装(=“固定包装”)时
‑
每片切片的每个超重对于生产商而言都是损耗因素,而
‑
在期望多切片份额重量准确时在给出预先规定的标称重量的情况下,可以将在一侧欠重的和在另一侧超重的各个切片以补偿的方式组合成重量准确的份额,并且仅整个多切片份额的按比例通常低得多的超重为损耗因素。
3.为了能够控制待分离的切片的重量,条大多通过沿纵向方向以及必要时也沿横向方向、大多在前端侧和后端侧敞开的、然而周向封闭的所谓的成型管中的挤压而具有在长度上尽可能保持不变的横截面。
4.然后被挤压的条借助纵向挤压模从成型管的对置的敞开的端侧、即切割端被向前推进了限定的进给路程、即突出路程大多直至以压力贴靠在挡料架处,并且直接在成型管的前端侧借助刀具分离切片。刀具相对于成型管和其前端侧的轴向位置通常始终保持不变。
5.在此应阐明,在机器处为了每片切片自动设定的进给路程、即所谓的厚度标准大多略大于所设定的挡料架和刀具的轴向位置之间的间距,因为条的前面的从成型管中突出的块在侧面延展并且从成型管向前推出的条的所得出的突出路程更短。切片在其分离之后、即在其可以自由延展之后的实际切片厚度大多略大于设定的间距且略小于厚度标定。
6.出于本发明的目的,从切片以及整个条的重量与厚度之间的固定相互关系出发,并且因此切片的重量和厚度几乎等同,即例如修正重量和修正厚度几乎同义地使用并且因此通常也被称为修正值。
7.在条被切割之前,在对挤压模施加限定的力、测量力期间通过检测纵向挤压模和必要时横向挤压模相对于成型管的位置,尤其是通过确定相应的模从工作缸中移出的长度,自动地大致确定位于其中的在切割端封闭的情况下被挤压的条的总体积和由此得出的总重量。在此,测量力优选地对应于进给力,为了分离切片借助纵向挤压模以所述进给力将条随后逐步向前推出成型管。
8.在挤压状态下由条的总体积和成型管的横截面可以自动地计算出理论厚度,所述条的全部切片应当具有该理论厚度,以便尤其在没有为欠重形式的切片的剩余物的情况下仅产生下述切片,即其重量对应于至少一个预先规定的理论重量、例如对应于在各个分成小包装的切片的标签上给出的标称重量或参考重量,该基准重量可以略高于标称重量,并且其由包装的生产商本身对内预先规定。
9.然而还存在一系列的原因,为什么虽然将刀具的纵向位置调节至对应于被挤压的
条的切片的理论厚度的位置上,然而切片还是不具有理论重量,尤其是其重量处于公差范围之外,尤其是低于所述公差范围的公差下限。
10.这种具有低于公差下限的(切片)欠重的切片在制作重量准确的单切片份额时是次品,并且必须用作它用并且因此具有较低的价值。
11.在制作重量准确的多切片份额时,其重量低于理论重量、尤其低于公差下限的切片可以至少部分地用于与超重的各个切片在份额之内进行组合。
12.然而根据本发明重要的是,制作重量准确的单个切片份额,即制作下述切片,其中每个单个切片等于选择的理论重量、尤其是由切片的生产商对内确定的基准重量或高于、但尽可能靠近该重量,尤其处于现存的公差范围之内、至少高于公差下限,进而避免次品切片。
13.在购买具有给出的标称重量的份额时通常适用以下对外的、大多是法定的条件,在该标称重量而不是实际重量的基础上确定在包装盒上给出的价格,并且包装盒的生产商通常以其中的份额得到报酬:
14.条件1:
15.具有相同的给出的标称重量的一个批次(einer charge)的全部生产的份额的实际重量的平均值必须高于标称重量。
16.在非常大的进料的情况下(其切割需要多于一个工作日),这一点也可以附加地适用于在每个单个工作日切割的部分进料。
17.条件2:
18.每个单个份额的实际重量,即在每个单个切片的单个切片份额的情况下必须高于对外的、大多是法定的公差下限tu,其例如当标称重量在500g和1000g之间时比标称重量低15g。
19.如果违反条件2,则相应的份额是次品,而如果违反条件1,则整个生产的进料是次品。
20.可选的生产商对内预先规定的条件:
21.作为条件3
22.对于部分进料来说,尤其在每个单个条之内通常并且根据本发明也应遵守条件1。
23.因此所有由一个条生产的切片的实际重量的平均值应高于标称重量。
24.在此,单个条根据本发明也不一定必须以没有剩余物的方式被切割,虽然这是理想情况。
技术实现要素:
25.因此根据本发明的目的在于提供一种用于将条切割成重量准确的切片的方法以及装置,其中在理想情况下没有一个切片具有处于公差范围之外、尤其是低于公差下限的实际重量。
26.该目的通过权利要求1和15的特征得以实现。由从属权利要求得出有利的实施方式。
27.所述目的可以在对尤其从所描述的周向封闭的、沿着其纵向长度具有恒定的横截面的成型管伸出的、尤其是被挤压的、即限定形状的条进行切割时通过随后描述的方法得
以解决,这以具有相应构造的自动的控制部的相应构造的切割机为前提条件。
28.用于切片的厚度标定由机器的控制部自动地进行计算和设定,使得切片的重量符合输入到控制部中的值。
29.除非另有说明,否则以下描述均基于:针对切割选择在稍后的包装盒上给出的标称重量而不是较高的、对内确定的基准重量作为基准重量并且将其输入到控制部中。
30.鉴于该方法必须首先查明,可以从待切割的条中得到多少至少具有基准重量的切片,为此首先应一次性查明条的总重量和/或总体积,其中由于至少在一个批次的肉块的情况下假定的始终相同的比重可以从两个值中的每一个值算出所述两个值中的每个另外的值。
31.为此可以在切割前对条进行简单地称重并且以确定的基准重量从中算出切片的最大可获得的数量。
32.然而因为这种条在初始状态下具有不规则的形状,尤其沿着其主延伸方向并非具有恒定的横截面,所以必须附加地在沿着条的每个位置识别横截面并且重新确定和调节每个切片的用于实现基准重量的厚度。
33.为了避免这种情况,条大多在周向封闭的成型管(其成型管空腔在整个长度上具有恒定的横截面)中至少沿纵向方向例如借助纵向挤压模被变形成,使得条尽可能在每个纵向位置处完全填满成型管空腔的内部横截面并且变形成均匀的长形块、即在其整个长度上连续地具有横截面相同的口径(kaliber)。在识别了成型管空腔的横截面面积并且由此长形块的横截面面积时仅必须确定切片的厚度,从而获得具有预先规定的重量、大致基准重量的切片。
34.也可以以下述方式查明整个条的体积:在变形的状态下、即当变形的条已经在条的整个长度上填满成型管空腔的横截面时,仅仍必须查明变形成长形块的条的长度。这种情况可以通过在纵向挤压时确定纵向挤压模的位置并且识别对置的、大多直接贴靠在切割端处的挡块的位置容易并且自动地实现。
35.优选地,变形成长形块的条在此承受例如施加在纵向挤压模处的测量力,其在此优选地是用于稍后在切割时将条在分离各个切片期间超过成型管的前端向前推出了限定的路程并且尤其将条压在挡块处的力。
36.目的主要在于,使得各个切片一方面不会由于欠重变成次品并且另一方面应具有例如相对于基准重量尽可能少的超重,以便尽可能少地保持不被付费的所谓的赠品。因为该条在此不必以没有剩余物的方式被切割,则每条都可能留下欠重的、然后可以被挪为他用的剩余切片。
37.但是在此必须遵守几乎始终适用的第一条件,即例如一个批次的条的全部切片的平均重量附加地也必须高于对外的、可以是由委托人或立法者预先规定的公差下限、通常是标称重量,因为否则整个批次都是次品。
38.因此,生产商会尽力维持全部切片的这种必要的平均重量,并且与此同时尝试,使得尽可能少的切片具有低于对外公差下限的重量,由此可避免单个切片成为次品。
39.虽然后者与整个批次都是次品相比造成相对较小的损失,但是当例如在每个条中都有一或两个切片由于这种欠重而成为次品时,这种损失也会累计。
40.然而这一点在没有对策的情况下相对容易实现,因为通常为梨形的或鲑鱼形的条
尤其在其开端和末尾区域中非最优地(至少不处于测量力下)匹配于成型管空腔的内部轮廓并且也在挤压状态下在已经近似长形块形的条和成型管之间留有空腔,并且在这种情况下在假设完全的填充和相应地确定了切片厚度的情况下,切片的实际重量低于期待的理论重量、例如基准重量。
41.当在固定包装中仅包装一个切片份额时,切片的生产商选择标称重量(即各个切片的在制成的包装盒上给出的重量)作为基准重量,或者为了其自身保险起见选择稍高的重量作为基准重量,以便尤其确保在整个批次上的平均重量遵守规定。
42.因为根据本发明也可以通过另外的措施实现遵守平均重量,所以基于下述情况,即通常将标称重量选择为基准重量。
43.从这种已知的用于制作重量准确的切片的方法出发,根据本发明现在尝试满足第二条件,即通过下述方式尽可能避免单个切片的欠重,即虽然在成型管的整个长度上具有相同的内部横截面,仍然将用于单个切片的厚度标定确定成,使得其重量通过计算至少达到或甚至就超过对内确定的公差下限,但是其中所述对内公差下限在条沿纵向方向的走向上确定为不同的。
44.这种对内的、即由切片的生产商确定的公差下限可以是全部切片应至少具有的基准重量。如果所述基准重量与对外预先规定的标称重量不同,该基准重量同样是由切片的生产商并且因此是对内确定的,但其必须与标称重量紧密相关。
45.基本构思在于,在条沿其纵向方向的延伸上,即针对沿该纵向方向相继待分离的各个切片为各个切片的重量确定不同的对内公差下限,但是针对一个批次的全部条却采用相同的方式,因为在一个批次之内其总是类似的条、例如在动物中的组织(anordnung)方面始终是相同的肉块,并且因此这些条大致具有相同的形状和匀质性(konsistenz)。
46.相应地,在一个批次的全部条中沿条的纵向方向分别存在在其中风险特别大的区域,在所述区域中在用于条的全部切片的切片厚度相同的情况下所制作的切片还是具有低于对内公差下限的重量。
47.在初始状态下桶形的或梨形的条中,其是开端区域或末尾区域,即最先和最后待分离的切片。
48.在条更接近纺锤形的情况下,所述区域也可以是条的中间长度区域中的切片,其中这种纺锤形的初始形状必定更难得地切割成重量准确的。
49.在通常出现的桶形的或梨形的初始形状中,在前两或三个以及在后两或三个切片中存在下述风险,即条在该处不是直至其端面都完全地紧贴在成型管的内周面处,而所述风险在条的中间长度区域中较低。
50.因此在条初始状态下为桶形的和梨形的情况中,在中间长度区域中的对内公差下限、即所谓的中间公差下限被确定为低于在条的开端和结尾处、即在条的边缘区域中的对内公差下限,所以在条的边缘区域中的对内公差下限被称为对内边缘公差下限。
51.中间公差下限尤其可以是基准重量或仅稍大于基准重量。
52.为了不使一个批次的条的两个端部区域面临相同地风险,重要的可以是,全部条以用于切割的相同的定向、即例如在梨形时以较厚的端部在前面地插入成型管中,因为对内公差下限相对于中间区域可能仅必须在两个端部区域之一处进行改变或必须在两个端部区域中进行不同地改变。
53.尤其当不能确保在一个批次内的条的质量和数量的类似性是否是存在问题的时,根据本发明的方法提供了防止过多次品的保障。
54.通过在条的开端和/或末尾处的相对高的边缘公差下限显著降低了下述风险,即在该处的切片由于不足地填充成型管在这个区域中还具有低于基准重量的重量。
55.虽然这种切片为此具有明显超重的风险变大,但是材料损失仅在条的开端和/或末尾处一个或两个切片中出现,这种情况相对于下述替选方案还是相对较低的,即由于欠重而尤其是在条的开端和末尾处一再制作次品切片。
56.当然所述对内公差下限也遵循于基准重量,并且等于或略高于基准重量。对内公差下限通常等于对外预先规定的公差下限或相对于对外预先规定的公差下限略高,其中如果二者彼此不同,这种对外预先规定的公差下限低于对内确定的基准重量。
57.在重量方面稍高或稍低在本技术中意味着,相对于对外预先规定的公差下限的差最大为5%、更好地最大为4%、更好地最大为3%、更好地最大为2%。
58.因为所有的对内预先规定的重量界限仅用于,一方面满足对外的、即由委托人或甚至由立法者预先规定的重量界限,但同时既避免切片的超重且尤其避免次品切片。
59.优选地,作为用于条的第一切片或前几个切片或用于最后的切片或最后几个切片的厚度标定,选择等于基准重量的厚度标定,或者厚度标定等于当将条的在挤压状态下、尤其在切割状态下查明的长度除以可获得的切片的此前据此查明的最大数量的数量时的厚度。
60.除了描述的针对避免欠重并且因此仅形成次品的切片的措施之外,当然必须遵守平均重量等于标称重量或高于标称重量,这对于面临的损失来说更为重要。
61.在控制技术上相对简单的方法是,该批次的所需的平均重量已经在该批次的部分区域之内、尤其是每个单独切割的条之内或循环地(rollierend)在仅少量的、例如两个连续的条上被遵守,因为当每个部分区域或条都达到这一点时,整个批次也就满足了所述条件。
62.缺点在于,为了在条之内遵守(所述条件),可能限制了用于使整个条遵守所述条件的弥补方案,并且由此与与各个条无关地监测在整个待切割的批次中所需的平均重量的条件的情况相比,所有条的总和可能累计更多的超重。
63.为了使每个条都遵守所述条件,必需首先在全部分离的切片被产生之后的尽可能短的时间内、优选实时地在其被运走之前一次性查明全部分离的切片的实际重量,因为只有基于所述数据才可以对条的剩余的切片的厚度标定进行相应的控制。
64.为此由全部已经从条上切下的切片的实际重量查明其平均重量,并且如果该平均重量低于用作理论平均重量的界限、例如基准重量或标称重量,则针对尚待切下的切片将针对其厚度标定采取措施,以便在条的全部切片上能通过计算预计地达到或甚至超过预先规定的理论平均重量、其例如通常仅针对整个批次的条预先规定。
65.为此,针对条的要从条上切下的切片的剩余物,通常相应地提高基准重量或对内公差下限,即在改变对内公差下限时也改变其中间公差下限和/或边缘公差下限。
66.例如,原则上只有在对条进行切割时根据已经从所述条上分离的切片的查明的实际重量才可以确定用于条的后端、即最后被切割的长度区域的边缘公差下限,这只有在对条的第二半部分进行切割时才最有意义。
67.优选地,用于条的后端的边缘公差下限可以在切割时持续地被匹配成,使得在条的全部切片上都能达到所要求的理论平均重量。
68.在此,为了针对该后端部确定边缘公差下限,直至到哪个待切下的切片还可以考虑生产的切片的实际重量,这取决于称重的速度、查明切片实际重量的速度、查明至少用于后边缘等的公差下限的速度。
69.中间公差下限也不必是针对中间区域一致的大小,而是优选地根据从所述条中已经生产并且称重的切片的实际重量,甚至可以将在中间区域中的一个切片与下一个切片确定为不同的。
70.不是在条的切片上而是在整个批次的切片上可以执行类似同样的方法,其中在这种情况下优选地,无论待分离的切片是来自边缘区域或是中间区域的切片,都根据所述批次的已经分离的切片的查明的平均重量对用于该批次的待分离的切片的厚度标定进行改变。
71.例如,针对未来的切片和条以同样的方式既改变了边缘公差下限也改变了中间公差下限。
72.为了使(每条或针对部分批次或整个批次)都遵守平均重量而内设安全间距,基准重量和/或对内公差下限的为此实施的提高被确定成,在考虑条或批次的尚待切下的切片的数量时,根据应考虑哪个整体应遵守平均重量,预计可弥补迄今积累(aufgelaufen)的欠缺重量并且超过了至少1%、更好地至少2%、更好地至少3%。
73.在切割期间多次复查迄今为止的平均实际重量,尤其在切下每个其他的切片之后进行复查,并且相应地改变基准重量和/或对内公差下限。
74.如果查明当前的平均实际重量的导致切片的过高的平均实际重量,则类似地采取相反的措施。
75.为了在此将(每条或针对整个批次)的超重保持在界限内,基准重量和/或对内公差下限的为此实施的提高被限制(deckeln)为,在考虑条或该批次的尚待切下的切片的数量时预计可弥补迄今积累的欠缺重量,但不超过6%、更好地不超过5%、更好地不超过4%。
76.为了可以以有意义的方式针对一个批次的第一条也确定厚度标定、尤其是对内公差下限,优选地考虑了由此前的批次的类似或同类的条的厚度标定和对内公差下限得出的经验值。
77.因此可以以对应于在具有相同或类似的条的先前的批次中查明的切片实际重量的方式针对各个切片的编号来改变、即提高或降低全部切片的根据希望的基准重量通过计算得出的、在条的长度上相同的厚度标定。
78.也应明确,通常对外公差范围中仅有一个对外公差下限,相反地没有对外公差上限。然而对内预先规定的重量界限的情况中最好确定一个对内公差上限,优选地再针对中间区域和边缘区域进行区分,以便由此也将切片的不希望的超重保持在界限内。
79.在这种情况下,将该对外公差下限(其针对单个切片在各种情况下均低于标称重量,因为单个切片完全允许称重稍低于在包装盒上给出的标称重量,但并非整个批次如此)或者出于保险起见将稍微高于对外公差下限的、优选地也高于标称重量的重量选择为基准重量。
80.此外应明确,在纺锤形的条中关于中间公差值和边缘公差值的方面应恰好与此前
针对桶形的条的描述进行相反的操作。
81.一个批次的条尤其在其尺寸方面可以是完全不同的,从而虽然是相同的基准重量和/或标称重量,但仍可能从单个的条中获得不同的切片数量。
82.在这种情况下确定形成前边缘区域和/或后边缘区域的切片的数量、大多是在整个批次中保持不变的数量,并且全部另外的切片在这种情况下被视为属于中间区域并处理。
83.关于为此使用的切割机,用根据后续附图阐述的机器实现本发明的目的。
附图说明
84.以下示例性地详细描述根据本发明的实施方式。在附图中:
85.图1a至1d以原理示意图示出了从侧面观察的处于条的切割的不同阶段的切割机,
86.图2a、2b以横向剖视图示出了处于不同的运行状态下的两件式成型管,
87.图3a以侧视图示出了被挤压的条,在其中已经标出了待由其制作的切片,
88.图3b示出了关于在相对于基准重量进行重量匹配时不同的条的全部切片的重量图表,
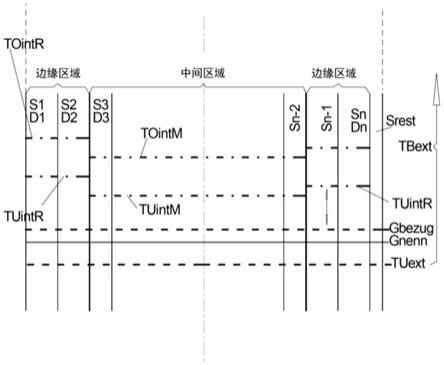
89.图4a、4b示出了在条的长度上对内和/或对外的预先规定的重量界限的图表。附图标记说明
[0090]1ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
切割机
[0091]
1*
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
控制部
[0092]2ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
成型管、保持装置
[0093]
2a
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
切割端
[0094]
2b
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
装载端
[0095]3ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
刀具
[0096]
3'
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
刀具轴线
[0097]3”ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
刀具面
[0098]
3a
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
切割刃
[0099]4ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
纵向挤压模
[0100]5ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
横向挤压模
[0101]6ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
切割单元
[0102]7ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
成型管空腔、内部自由空间
[0103]
7'
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
横截面
[0104]8ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
输送机
[0105]9ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
输送机
[0106]
10
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
纵向方向、轴向方向
[0107]
10
‘ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
进给方向
[0108]
11
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
横向方向
[0109]
11.1
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
第一横向方向
[0110]
11.2
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
第二横向方向
[0111]
12
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
活塞杆
[0112]
13
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
挡料架
[0113]
13a
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
功能刃、上刃
[0114]
14
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
操作单元
[0115]
15
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
横向挤压槽
[0116]
16
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
称
[0117]
17
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
间隙
[0118]
a
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
间距
[0119]
d、d1
‑
dn
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
各个切片的厚度标定
[0120]
dsoll
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
通过计算得出的厚度标定
[0121]
d
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
切片厚度
[0122]
gbezug
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
基准重量
[0123]
gist
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
实际重量
[0124]
gnenn
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
标称重量
[0125]
l、l1至lz
ꢀꢀꢀꢀꢀꢀꢀꢀꢀ
条
[0126]
lvl
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
被挤压的条的长度
[0127]
s、s1至sn
ꢀꢀꢀꢀꢀꢀꢀꢀꢀ
切片
[0128]
tbext
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
对外公差范围
[0129]
tuext
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
对外公差下限
[0130]
tbint
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
对内公差范围
[0131]
tuint
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
对内公差下限
[0132]
toint
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
对内公差上限
[0133]
tuintm
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
对内中间公差下限
[0134]
tointm
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
对内中间公差上限
[0135]
tuintr
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
对内边缘公差下限
[0136]
tointr
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
对内边缘公差上限
具体实施方式
[0137]
如图4a所示,对于所谓的固定包装(即具有印上的、可以说以此确定地允诺顾客的标称重量gnenn的被包装的食品的固定包装)的生产商而言一方面预先规定了印在包装盒上的标称重量gnenn,另一方面预先规定了对外的公差下限tuext,如前所述,通常是用于各个切片的公差下限。
[0138]
生产商为了控制厚度标定d可以给自己预先规定要遵守的基准重量gbezug,其例如直接是标称重量gnenn。即使一个批次的全部切片s1
‑
sn的实际重量gist的平均值仅稍微低于该标称重量gnenn,则整个批次的所生产的切片是次品。
[0139]
因此通常选择稍高于标称重量gnenn的重量作为对内选择的基准重量gbezug,以便使上述风险最小化,如图3b和图4a、4b所示的那样。
[0140]
因为如图3a所示,在这种情况下由纵向挤压模4朝向挡料架13挤压的条l1恰好在开端和末尾处不总是如所希望的那样填满成型管2的空腔。在这种情况下如果以通过计算得出的正确的厚度标定dsoll(其理论上应至少得出基准重量gbezug)来切割全部切片,则
最初的切片s1、s2、s3以及最后的切片sn1、sn可能是欠重的。
[0141]
如根据图3b看出的那样,在过去已经接受了第一个条l1的这种欠重的开端和末尾切片,但是基于其切片的实际重量针对后续的条l2、l3的开端和末尾切片修正厚度标定d1
‑
dn,以便使得其重量在第二条l2时已经尽可能高于选择的基准重量gbezug,但并不过多。
[0142]
然而这一点对于计算而言很复杂,并且成功与否取决于多种因素,这些因素又使得修正值的计算变得很难,例如最后的已经为计算考虑的被切割的条的数量,或者例如下述问题:即在一个批次内基本相似的条在形状和重量方面是否可能存在不能通过考虑先前的条补偿的异常值,并且特别是这种异常值的频率。
[0143]
根据本发明,根据图4b提出一种简单得多的方法,其即使在一个批次内的条的形状和尺寸的波动较大的情况下也能应用:
[0144]
为了使在未挤压的状态下桶形的或梨形的条以及在挤压的状态下的关键的开端切片和末尾切片在重量方面以很高的可能性至少高于对外公差下限tuext、优选地在标称重量gnenn或甚至在基准重量gbezug,生产商为自己预先规定了用于切片s1、s2
…
的重量的对内的公差下限tuint,应根据该对内公差下限确定用于切片s1、s2
…
的厚度标定d1、d2
…
,更确切地说,一方面当对于两个边缘区域而言作出相同的选择时,针对关键的边缘区域确定对内边缘公差下限tuintr,并且类似地针对在其间其余的中间区域根据切片数确定对内中间公差下限tuintm。
[0145]
在此,对内边缘公差下限tuintr高于对内中间公差下限tuintm,从而即使在没有完全填充成型管空腔的情况下在所述边缘区域中也很可能实现,切片(其厚度标定已经遵循对内公差下限)实际上具有至少高于对外公差下限tuext、可能甚至高于标称重量gnenn或甚至高于基准重量gbezug的实际重量。
[0146]
因为对于中间区域而言,未完全填充的成型管空腔7的风险在初始状态下为桶形的条没有那么大,所以对内中间公差下限tuintm可以选择为低于边缘公差下限tuintr,而不会造成由中间区域制作的切片低于最低的重量阈值、即对外公差下限tuext的重大风险。
[0147]
在此,对内中间公差下限tuintm甚至不必高于基准重量gbezug和/或标称重量gnenn,而是只要对内中间公差下限高于对外公差下限tuex,其甚至可以略微低于基准重量gbezug和/或标称重量gnenn。
[0148]
由此,通常可以达到初始地理论地计算出的、可由一个条实现的遵守重量条件的切片的数量。
[0149]
根据未挤压的条的形状,例如在条为明显(stark)梨形的情况下有意义的也可以是,针对前端部和后端部、即在图4b中左侧和右侧的边缘区域以单独的且不同的方式确定对内边缘公差下限tuintr。
[0150]
另一方面为了避免单个切片的过高的超重,切片的生产商可以附加地设定对内公差上限tointr,并且将厚度标定选择成预计达不到或甚至不超过所述对内公差上限tointr。
[0151]
图4b还示出了,根据所述方法制作的切片s1至sn至少在中间区域中与下述切片相比可以具有略小的厚度标定d1、d2
…
,该切片的通过计算得出的厚度标定dsoll根据图4a针对全部切片s1至sn相同并且选择成,被挤压的条的整个长度lvl仅除以至少具有基准重量gbezug的切片的最大要得到的数量sn。
[0152]
由此,在根据本发明的方法中并且即使当在边缘区域中的切片厚度大于通过计算得出的厚度标定dsoll时,超过非欠重的切片的通过计算查明的数量可以剩下剩余切片srest,其重量低于所有界限值,预计也低于对外公差下限tuext,然而可以由切片的生产商单独使用并且针对费用评估,而根据图4a在将条l的长度lvl分配给各个重量正确的、能实现的切片s1至sn时,这可能代表无偿赠品。
[0153]
参见在图1a至1d中不完整示出的、尤其在应用所描述的方法的情况下用于依次从条l上切下切片s的切割机1,这种切割机1一方面包括用于待切割的条l的保持装置2。
[0154]
保持装置2在此是周向封闭的并且在端部处敞开的成型管2,该成型管具有其内部自由空间7的在其整个长度上保持不变的横截面。
[0155]
切割机1还包括切割单元6,在其中尤其是设有围绕刀具轴线3'旋转的圆盘形的或镰刀形的刀具3,所述刀具从条l的前端部分离突出于成型管2的切割端2a的切片s,以及切割机1还包括控制切割机1的全部可移动的部件的控制部1*。
[0156]
根据本发明,控制部1*构造成,其能够根据所描述的用于改变切片s的重量的方法运行切割机1。
[0157]
优选地,切割机1除了成型管2之外还包括能从后面敞开的端部、即装载端2b以配合准确的方式移入其内部自由空间7中的、固定在活塞杆12的前端部处的纵向挤压模4,该纵向挤压模用于沿纵向方向10将条l挤压,直至该条尽可能完全填满在纵向挤压模4之前剩余的内部空间7并且对应于内部空间7的横截面具有同样在其整个长度上相同的横截面。
[0158]
此外,通常设有用于借助纵向挤压模4向前推出成型管2的条l的挡料架13,该挡料架距成型管2的前端部、即切割端2a的间距a可以被调节。
[0159]
挡料架13在完全移动到成型管2的前端面的状态下也可以用作当条l在成型管2中被纵向挤压模4纵向挤压时的前挡块。
[0160]
相反,刀具3尤其是相对于成型管2大多在总是相同的纵向位置处、尤其是直接在成型管2的前端面处例如沿第一横向方向11.1来回移动并且由此始终从在此期间又被向前推至挡料架13的条l分离一片切片s。
[0161]
如从图1a至1d的顺序可看出,在刀具3的切割刃3a接触条l之前,挡料架13沿纵向方向10观察覆盖成型管2的整个横截面并且在刀具3的切割刃3a逐渐侵入条l中时与切割刃一起例如沿第一横向方向11.1移动,从而在此穿过切割刃3a和挡料架13的功能刃13a之间的间隙17切割的切片s最终可以经由挡料架13的上刃13a(其可以是倾斜的或非倾斜的)向下翻倒并且落到输送机8上,正如在图1b和1c中看到的那样。
[0162]
接下来,如图1d所示,刀具3和挡料架13反向于进入方向、即沿着横向方向11.1移动返回,并且条l又被推出超过成型管2的前切割端2a直至贴靠在挡料架13处,该挡料架被调节成希望的间距a、尤其是厚度标定d并且又沿着纵向方向10观察覆盖内部成型空腔7的整个横截面。
[0163]
如最好地在图1a的放大图中所示出的,沿纵向方向10观察,挡料架13和刀具3在侧视图中横向于进入方向11.1观察时可以稍微重叠,此时通过在朝向彼此的边缘区域中的相应的倾斜部确保了,保留在其间的间隙17足够大,使得分离的切片s可以移动穿过间隙17。
[0164]
这种切割机1还具有称16(参见图1d),该称单独地查明每个被分离的切片s的实际重量gist,并且这种切割机1还具有操作单元14(参见图1a),利用该操作单元尤其一方面可
以在分离下一片切片之前调节纵向挤压模4向前推动条l的进给路程。另一方面基于此也可以手动地并且尤其通过控制部1*自动地调节挡料架13距刀具3在分离切片s时所处的轴向位置的间距a。
[0165]
在分离切片s之前待确定的厚度标定d是所述进给路程,其中该进给路程在各种情况下都不能恰好与调节的间距a一样大,而是稍大于调节的间距a,然而两个参数影响了被分离的切片s的随后的重量gist。
[0166]
然而,由于由落下的切片的碰撞产生的震动很难确定精确的重量,称16大多不位于分离的切片s直接落到的输送机8的下方,而是通常只位于紧随其后的其他的输送机9的下方。
[0167]
如果在技术上是可能的,则应尽可能在上游并且直接在分离切片s之后、即尤其直接在碰撞到输送机8之后进行称重,因为应尽可能早地知晓刚刚分离的切片s的重量gist,以便可以根据其尽可能快地影响之后待分离的厚度标定d。
[0168]
条l不仅可以沿纵向方向10被纵向挤压模4挤压,而且也可以优选地事先或同时沿横向方向之一、优选地同样沿刀具3在分离时沿着其移动的第一横向方向11.1被横向挤压模5挤压。
[0169]
沿纵向方向10观察地,图2a、2b示出了成型管2的相应的构造:
[0170]
在此,沿纵向方向10观察的成型管2沿周向方向由两个构件组成,即沿所述观察方向u形的横向挤压槽15,横向挤压模5沿横向方向、优选地第一横向方向11.1匹配地移入横向挤压槽的敞开的侧面,并且沿所述横向方向11.1挤压此前插入的在未挤压的初始状态下具有大致椭圆形的横截面的条l,直至该条至少部分地在成型管2中逐渐形成对应于剩余的内部自由空间7的横截面7'的横截面。
[0171]
横向挤压模5在此可以向前行进到固定的横向位置上,使得在成型管2中的内部自由空间7的横截面7'在这种情况下与纵向挤压模4的前表面4a相同,其可以具有不可变的形状和尺寸。
[0172]
然而优选地,横向挤压模5是力控制的,从而横向挤压模的最终挤压位置不是固定不变的。在这种情况下,纵向挤压模4沿横向挤压模5的移动方向必须具有可变的横截面,该横截面自动地匹配于成型管2的暂时的内部空间7的横截面7'。
[0173]
在图2b中横向挤压槽15的内部自由空间7具有带倒圆的棱边的大致矩形的横截面7',而在图2a中内部自由空间7的横截面7'具有相对于横向挤压槽15的更深地向下的侧壁15a更大程度被倒圆的且斜立的底部,与此同时横向挤压模5的前表面具有类似相反的轮廓,从而这在封闭的成型管2中形成了具有倒圆的棱边的、斜立的、大致平行四边形或长孔形的内部横截面7'。
[0174]
内部空间7的这种横截面7'比矩形的横截面更接近条l的大多椭圆形的初始横截面,并且这种横截面与根据图2b的横截面形状7'的情况相比需要较少的横向挤压,在其中内部自由空间7的宽度大多选择成小于未挤压的条l的大致椭圆形的横截面的最大长度。
[0175]
控制部1*与称16,操作元件14,也与所有存在的挤压模4、5的驱动器以及用于切割单元6、尤其是刀具3的驱动器通过信号技术连接,从而可以由控制部1*自动地控制切割机1的全部移动。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1