机器人的工具中心点校准方法及校准系统、存储介质与流程
1.本技术涉及机器人技术领域,特别是涉及一种机器人的工具中心点校准方法及工具中心点校准系统、计算机存储介质。
背景技术:
2.现今,越来越多的工厂或企业采用工业机械手代替人力应用于自动化行业中。例如,机械手应用在涂胶上,在涂胶的过程中,有着许多大小不一、长短不同的胶头。同类型的胶头存在差异或者不同类型的胶头在涂胶前需要进行工具中心点校准,工具中心点校准对涂胶出来产品的质量和效果起着重要的作用。工具中心点校准的误差精度和时间,对企业的成本和工作效率有着较大的影响。
3.现有的工具中心点校准方法是根据胶头的明显差异或者变形,手动重新标定新的工具中心点,再应用回当前的作业程序中。每一种胶头就需要校准一个工具中心点。生产不同产品时,需要校准多种胶头的工具中心点,造成生产效率下降。
技术实现要素:
4.本技术如何实现机器人的工具中心点自动校准,以提高机器人的工具中心点的校准效率,进而提高机器人的工作效率。
5.为解决上述技术问题,本技术采用的一个技术方案是:提供一种机器人的工具中心点校准方法。该机器人的工具中心点校准方法包括:控制机器人的末端工具沿预设轨迹运动;获取末端工具沿预设轨迹运动到第一光束的第一时间、运动到第二光束的第二时间及运动速度,其中,第一光束和第二光束相交,末端工具的预设运动轨迹位于第一光束和第二光束所在平面内,且第一光束和第二光束的交点在预设运动轨迹之外,第一光束和第二光束由光束发射装置发射;根据末端工具的预设时间参数、第一时间、第二时间及运动速度计算末端工具在机器人的标准工具坐标系下的坐标偏移量,其中,预设时间参数包括末端工具在标准工具坐标系下沿预设轨迹运动到达第一光束的第三时间及沿预设轨迹运动到达第二光束的第四时间;利用坐标偏移量对机器人的工具中心点的坐标进行修正。
6.为解决上述技术问题,本技术采用的一个技术方案是:提供一种机器人的工具中心点校准系统。该机器人的工具中心点校准系统包括:光束发射装置、光束接收装置、末端工具及机器人控制器,机器人控制器分别与光束发射装置、光束接收装置及末端工具耦接,末端工具设置在机器人的末端;机器人控制器用于控制末端工具沿预设轨迹运动;光束发射装置用于分别发射第一光束及第二光束,光束接收装置用于分别接收第一光束及第二光束,机器人控制器进一步用于获取末端工具沿预设轨迹运动到第一光束的第一时间、运动到第二光束的第二时间及运动速度,其中,第一光束和第二光束相交,末端工具的预设运动轨迹位于第一光束和第二光束所在平面内,且第一光束和第二光束的交点在预设运动轨迹之外;机器人控制器进一步用于根据末端工具的预设时间参数、第一时间、第二时间及运动速度计算末端工具在机器人的标准工具坐标系下的坐标偏移量,其中,预设时间参数包括
末端工具在标准工具坐标系下沿第一坐标轴运动到达第一光束的第三时间及沿第一坐标轴运动到达第二光束的第四时间,并用于利用坐标偏移量对机器人的工具中心点的坐标进行修正。
7.为解决上述技术问题,本技术采用的一个技术方案是:提供一种计算机存储介质。该计算机存储介质上存储有程序指令,程序指令被执行时以实现上述机器人的工具中心点校准方法。
8.本技术的有益效果是:区别于现有技术,本技术实施例机器人的工具中心点校准方法包括:控制机器人的末端工具沿预设轨迹运动;获取末端工具沿预设轨迹运动到第一光束的第一时间、运动到第二光束的第二时间及运动速度,其中,第一光束和第二光束相交,末端工具的预设运动轨迹位于第一光束和第二光束所在平面内,且第一光束和第二光束的交点在预设运动轨迹之外,第一光束和第二光束由光束发射装置发射;根据末端工具的预设时间参数、第一时间、第二时间及运动速度计算末端工具在机器人的标准工具坐标系下的坐标偏移量,其中,预设时间参数包括末端工具在标准工具坐标系下沿预设轨迹运动到达第一光束的第三时间及沿预设轨迹运动到达第二光束的第四时间;利用坐标偏移量对机器人的工具中心点的坐标进行修正。本技术实施例利用光束发射装置分别发射第一光束及第二光束,并利用第一光束及第二光束自动获取机器人末端工具沿预设轨迹运动的当前时间参数,以自动获得末端工具运动的偏移量,通过偏移量自动对机器人的工具中心点的坐标进行修正,以完成机器人的工具中心点自动校准,本技术实施例实现了机器人的工具中心点自动校准,与现有的人工工具中心点校准方式相比,本技术实施例的工具中心点校准效率明显提高,能够提高机器人的工作效率。
附图说明
9.为了更清楚地说明本技术实施例或现有技术中的技术方案,下面将对实施例中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本技术的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
10.图1是本技术机器人的工具中心点校准系统一实施例的结构示意图;
11.图2是图1实施例机器人的工具中心点校准系统中光电传感器的俯视示意图;
12.图3是图1实施例机器人的工具中心点校准系统中光电传感器的侧视示意图;
13.图4是图2实施例光电传感器的电路结构示意图;
14.图5是本技术机器人的工具中心点校准方法一实施例的流程示意图;
15.图6是本技术机器人的工具中心点校准系统中第一光束及第二光束的传输路径和末端工具的运动轨迹的示意图;
16.图7本技术机器人的工具中心点校准方法一实施例的流程示意图;
17.图8是本技术计算机存储介质一实施例的结构示意图。
具体实施方式
18.下面将结合本技术实施例中的附图,对本技术实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本技术一部分实施例,而不是全部的实施例。基于
本技术中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,均属于本技术保护的范围。
19.本技术中的术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。本技术的描述中,“多个”的含义是至少两个,例如两个,三个等,除非另有明确具体的限定。此外,术语“包括”和“具有”以及它们任何变形,意图在于覆盖不排他的包含。例如包含了一系列步骤或单元的过程、方法、系统、产品或设备没有限定于已列出的步骤或单元,而是可选地还包括没有列出的步骤或单元,或可选地还包括对于这些过程、方法、产品或设备固有的其它步骤或单元。
20.本技术首先提出一种机器人的工具中心点校准系统,如图1
‑
3所示,图1是本技术机器人的工具中心点校准系统一实施例的结构示意图;图2是图1实施例机器人的工具中心点的校准系统中光电传感器的俯视示意图;图3是图1实施例机器人的工具中心点的校准系统中光电传感器的侧视示意图。本实施例机器人的工具中心点校准系统10包括:光束发射装置(图未标)、光束接收装置(图未标)(光束发射装置、光束接收装置组成光电传感器20)、末端工具30及机器人控制器(图未示),机器人控制器分别与光束发射装置、光束接收装置及末端工具30耦接,末端工具30设置在机器人(图未示)的末端;机器人控制器用于控制末端工具30沿预设轨迹运动;机器人控制器进一步用于获取末端工具30沿预设轨迹运动到第一光束的第一时间、运动到第二光束的第二时间及运动速度,其中,第一光束和第二光束相交,末端工具30的预设运动轨迹位于第一光束和第二光束所在平面内,且第一光束和第二光束的交点在预设运动轨迹之外;机器人控制器进一步用于根据末端工具30的预设时间参数、第一时间、第二时间及运动速度计算末端工具30在机器人的标准工具坐标系下的坐标偏移量,其中,预设时间参数包括末端工具30在标准工具坐标系下沿第一坐标轴运动到达第一光束的第三时间及沿第一坐标轴运动到达第二光束的第四时间,并用于利用坐标偏移量对机器人的工具中心点的坐标进行修正。
21.本实施例的末端工具30为点胶头。在其它实施例中,末端工具还可以是焊接头等。
22.机器人控制器可以集成在机器人上,与机器人、光电传感器20及末端工具30进行有线或者无线连接。
23.区别于现有技术,本实施例利用光束发射装置分别发射第一光束及第二光束,并利用第一光束及第二光束自动获取机器人末端工具30沿预设轨迹运动的当前时间参数,以自动获得末端工具30运动的偏移量,通过偏移量自动对机器人的工具中心点的坐标进行修正,以完成机器人的工具中心点的自动校准,本实施例实现了机器人的工具中心点的自动校准,与现有的人工工具中心点的校准方式相比,本实施例的工具中心点的校准效率明显提高,能够提高机器人的工作效率。
24.可选地,本实施例的光电传感器20包括第一光束发射装置211、第二光束发射装置221、第一光束接收装置212第二光束接收装置222,第一光束发射装置211用于发射第一光束,第二光束发射装置221用于发射第二光束,第一光束接收装置212用于接收第一光束,第二光束接收装置222用于接收第二光束;末端工具30的预设运动轨迹位于第一光束和第二光束所在平面内。
25.本实施例的末端工具30运动轨迹位于第一光束与第二光束组成的平面内,以保证末端工具30在运动过程中能够与第一光束和第二光束相遇,便于机器人控制器根据光第一
光束和第二光束获取末端工具30运动的时间参数。
26.本实施例的机器人控制器进一步用于控制机器人的末端工具30沿工具坐标系的第一坐标轴运动,并利用第一光束发射装置211及第一光束接收装置212获取末端工具30沿第一坐标轴运动到达第一光束的第一时间,并利用第二光束发射装置221及第二光束接收装置222获取沿第一坐标轴运动到达第二光束的第二时间。
27.本实施例的光电传感器20进一步包括基板23和连接器24。其中,第一光束发射装置211、第一光束接收装置212、第二光束发射装置221及第二光束接收装置222设置在基板23上;连接器24可以可连接其它传感器,以实现次级输出。
28.第一光束发射装置211和第一光束接收装置212之间的连线与第二光束发射装置221和第二光束接收装置222之间的连线垂直,也就是说第一光束的方向与第二光束的方向垂直。
29.进一步地,本实施例的光电传感器20通过安装孔(图未示)固定在工作台上(图未示),能够使上述光发射器和光接收器精准定位;且光电传感器20的结构简单,装配方便,导线连接简单易实现。
30.本实施例的光电传感器20的型号为oglw2
‑
70t5
‑
2ps6。该光电传感器20中间区域具有开放形状,在进行工具中心点校准时无需将产品沉入。
31.本实施例的光电传感器20的电路图、与负载之间的电路连接结构如图4所示。
32.当然在其它实施例中,还可以采用其它结构或其它型号的光电传感器。
33.本实施例机器人可以为六轴机械手等。
34.本实施例关于利用光电传感器20的光信号(第一光束及第二光束)获取末端工具30沿预设轨迹运动的当前时间参数(第一时间及第二时间)、获取末端工具30的预设时间参数及末端工具30运动的偏移量、利用偏移量对机器人的工具中心点的坐标进行修正的方法将在下述方法实施例中进行详细描述。
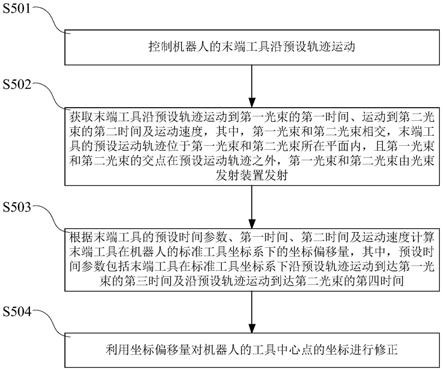
35.本技术进一步提出一种机器人的工具中心点校准方法,如图5所示,图5是本技术机器人的工具中心点校准方法一实施例的流程示意图。本实施例机器人的工具中心点校准方法可用于上述机器人的工具中心点校准系统10。本实施例机器人的工具中心点校准方法具体包括以下步骤:
36.步骤s501:控制机器人的末端工具30沿预设轨迹运动。
37.本实施例机器人的工具中心点校准方法用于实现工具中心点的x轴和y轴坐标位置自动校准;末端工具30的预设轨迹位于x
‑
y平面内,且第一光束发射装置211产生的第一光束和第二光束发射装置212产生的第二光束位于x
‑
y平面内。
38.具体地,机器人控制器控制机器人的末端工具30沿机器人的工具坐标系的第一坐标轴运动。
39.本实施例的第一坐标轴为y轴,第一光束和第二光束相互垂直,且分别与y轴成45
°
夹角。当然,在其它实施例中,也可以控制机器人的末端工具沿工具坐标系的x轴运动,且末端工具沿工具坐标系的x轴运动时,后续的工具中心点校准方法与本实施例的工具中心点校准方法类似。
40.步骤s502:获取末端工具30沿预设轨迹运动到第一光束的第一时间、运动到第二光束的第二时间及运动速度,其中,第一光束和第二光束相交,末端工具30的预设运动轨迹
位于第一光束和第二光束所在平面内,且第一光束和第二光束的交点在预设运动轨迹之外,第一光束和第二光束由光束发射装置发射。
41.可选地,本实施例利用第一光束发射装置211和第一光束接收装置212获取末端工具30沿第一坐标轴运动到达第一光束的第一时间,并利用第二光束发射装置221和第二光束接收装置222获取末端工具30沿第一坐标轴运动到达第二光束的第二时间。
42.可选地,本实施例可以通过步骤s601及步骤s602所示的方法实现步骤s502。本实施例的方法包括以下步骤:
43.步骤s601:获取末端工具30沿预设轨迹开始运动的时刻与末端工具20遮挡第一光束的时刻之间的时长为末端工具30沿预设轨迹运动到第一光束的第一时间。
44.步骤s602:获取末端工具30沿预设轨迹开始运动的时刻与末端工具30遮挡第二光束的时刻之间的时长为末端工具30沿预设轨迹运动到第二光束的第二时间
45.进一步地,机器人控制器控制获取末端工具30沿预设轨迹运动的运动速度v。
46.具体地,如图6所示,实线箭头的起始点为末端工具30标准工具中心点的坐标;实线箭头的终止点为末端工具30的偏移后工具中心点的坐标,实线为末端工具30的预设运动轨迹,机器人控制器控制末端工具30沿该实线运动。
47.步骤s503:根据末端工具30的预设时间参数、第一时间、第二时间及运动速度计算末端工具30在机器人的标准工具坐标系下的坐标偏移量,其中,预设时间参数包括末端工具30在标准工具坐标系下沿预设轨迹运动到达第一光束的第三时间及沿预设轨迹运动到达第二光束的第四时间。
48.其中,末端工具30的预设时间参数包括末端工具30在机器人的标准工具坐标系下沿第一坐标轴运动到达第一光束的第三时间及沿第一坐标轴运动到达第二光束的第四时间。
49.可选地,本实施例还采用与上述方法类似的方法获取末端工具30的预设时间参数,该预设时间参数应是机器人的标准工具坐标系下,即未偏移前获取并存储的。
50.具体地,如图6所示,与实线平行的虚线为末端工具30的在标准工具坐标系下沿y轴运动的轨迹,机器人控制器控制末端工具30沿该虚线运动;机器人控制器控制获取第一光束的传播时间为第三时间t11,机器人控制器控制获取第二光束的传播时间为第四时间t12;机器人控制器进一步存储第三时间t11和第四时间t12,并计时清零。可选地,本实施例可以根据第一时间t21、第二时间t22、运动速度v、第三时间t11及第四时间t12获取末端工具30运动的偏移量(
△
x,
△
y)。
51.其中,
△
x=v*(t12
‑
t11+t21
‑
t22)/2,
△
y=v*(t21+t22
‑
t11
‑
t12)/2,v为末端工具30沿y轴的运动速度。
52.进一步地,机器人控制器可根据公式
△
x+l3+
△
y=l1及公式
△
y+l3+l4=
△
x+l1+l2计算得到偏移量(
△
x,
△
y)。其中,l1为末端工具30在标准工具坐标系沿y轴到第一光束的距离,l2为末端工具30在标准工具坐标系沿y轴到第二光束的距离;l3为末端工具30偏移后沿y轴到第一光束的距离,l4为末端工具30偏移后沿y轴到第二光束的距离。
53.步骤s504:利用偏移量对机器人的工具中心点的坐标进行修正。
54.机器人控制器获取末端工具30修正后新的工具中心点的坐标(x2,y2);机器人控制器在末端工具30按照预设轨迹运动的过程中获取当前工具中心点的坐标(x1,y1)。
55.其中,x2=x1+
△
x,y2=y1+
△
y。(x2,y2)为校准后的工具中心点的坐标。
56.区别于现有技术,本实施例利用光束发射装置发射分别发射第一光束及第二光束,并利用第一光束及第二光束自动获取机器人末端工具30沿预设轨迹运动的当前时间参数,以自动获得末端工具30运动的偏移量,通过偏移量自动对机器人的工具中心点的坐标进行修正,以完成机器人的工具中心点的自动校准,本实施例实现了机器人的工具中心点的自动校准,与现有的人工工具中心点的校准方式相比,本实施例的工具中心点的校准效率明显提高,能够提高机器人的工作效率。
57.本实施例的方法由机器人控制器通过内部程序自动执行。举例而言,内部程序可以如下:
58.1)定义全局变量:c1、c2、c3、c4、t:
59.new_file1.arl x
60.clock c1//标准工具坐标系下到达第一光束的时间参数c1
61.clock c2//标准工具坐标系下到达第二光束的时间参数c2
62.clock c3//偏差工具坐标系下到达第一光束的时间参数c3
63.clock c4//偏差工具坐标系下到达第二光束的时间参数c4
64.int t//判断是标准还是偏差
65.2)初始化:
66.func void main()
67.init()
68.clkread(c1)
69.clkread(c2)
70.clkread(c3)
71.clkread(c4)
72.print“t11=”,clkread(c1)
73.print“t12=”,clkread(c2)
74.print“t21=”,clkread(c3)
75.print“t22=”,clkread(c4)
76.初始化t11、t12、t21、t22各项的值,clkreset为时钟清零指令,clkread为时钟读取指令。
77.3)第一光束触发的中断子程序:
78.func void inthandler2()
79.if(t==1)
80.clkstop(c1)
81.print“t11=”,clkread(c1)
82.$d[0]=clkread(c1)
[0083]
savesv(“d”)
[0084]
else
[0085]
clkstop(c3)
[0086]
print“t21=”,clkread(c3)
[0087]
endif
[0088]
endfunc
[0089]
4)第二光束触发的中断子程序:
[0090]
func void inthandler1()
[0091]
if(t==1)
[0092]
clkstop(c2)
[0093]
print“t12=”,clkread(c2)
[0094]
$d[1]=clkread(c2)
[0095]
savesv(“d”)
[0096]
else
[0097]
clkstop(c4)
[0098]
print“t22=”,clkread(c4)
[0099]
endif
[0100]
endfunc
[0101]
通过第一光束和第二光束的信号反馈,触发中断程序,使用clkstop指令停止各时钟计时,从而计算出标准轨迹t=1时的t11和t12、偏移轨迹t=0时的t21和t22。由于标准轨迹后续无需再测,这里使用$d和savesv(“d”)指令起掉电存储的作用。
[0102]
5)第一光束和第二光束的中断声明:
[0103]
interrupt 0,when:getdi(2),do:inthandler2()
[0104]
interrupt 0,when:getdi(1),do:inthandler1()
[0105]
根据第一光束和第二光束的信号反馈,做出中断声明。
[0106]
6)测量标准工具坐标系下的运动轨迹:
[0107]
waittime 0
[0108]
t=1
[0109]
print“t=”,t
[0110]
movej j:j0,v:v0,s:s0
[0111]
ptp p:p0,v:v1,s:s1,t:$tool0,w:$world
[0112]
lin p:p1,v:v2,s:s2,t:$tool0,w:$world
[0113]
waittime 0
[0114]
clkstart(c1)
[0115]
clkstart(c2)
[0116]
lin p:p2,v:v2,s:s3,t:$tool0,w:$world
[0117]
ptp p:p3,v:v4,s:s4,t:$tool0,w:$world
[0118]
pause
[0119]
t=1时,标准工具坐标系下末端工具30所走的轨迹,clkstart为启动时钟计时指令,pause为暂停指令。
[0120]
7)测量偏移工具坐标系下的运动轨迹:
[0121]
waittime 0
[0122]
t=1
[0123]
print“t=”,t
[0124]
movej j:j0,v:v0,s:s0
[0125]
ptp p:p0,v:v1,s:s1,t:$tool0,w:$world
[0126]
lin p:p1,v:v2,s:s2,t:$tool0,w:$world
[0127]
waittime 0
[0128]
clkstart(c3)
[0129]
clkstart(c4)
[0130]
lin p:p2,v:v2,s:s3,t:$tool0,w:$world
[0131]
ptp p:p3,v:v4,s:s4,t:$tool0,w:$world
[0132]
pause
[0133]
t=0时,偏移工具坐标系下末端工具30所走的轨迹,clkstart为启动时钟计时指令,pause为暂停指令。
[0134]
8)计算x轴和y轴方向的偏移量:
[0135]
double x,y
[0136]
x=v2.tcp*(clkread(c2)
‑
clkread(c1)+clkread(c3)
‑
clkread(c4))/2
[0137]
y=v2.tcp*(clkread(c3)+clkread(c4)
‑
clkread(c1)
‑
clkread(c2))/2
[0138]
根据上述计算公式,利用获得的时间参数计算出x轴方向的偏移量x和y轴方向的偏移量y,即上述实施例中的
△
x,
△
y。
[0139]
9)获取并纠正偏移工具中心点的坐标:
[0140]
pose p
[0141]
p.x=$tools[0].t_frame.x
[0142]
p.y=$tools[0].t_frame.y
[0143]
p.z=$tools[0].t_frame.z
[0144]
p.a=$tools[0].t_frame.a
[0145]
p.b=$tools[0].t_frame.b
[0146]
p.c=$tools[0].t_frame.c
[0147]
savesv(“tools”)
[0148]
p.x=p.x+x
[0149]
p.y=p.y+y
[0150]
print p
[0151]
获取标准工具中心点的坐标,并添加x轴和y轴的偏移量。
[0152]
10)将纠正后的工具中心点的坐标存储于作业工具中心点中:
[0153]
$tools[2].t_frame.x=p.x
[0154]
$tools[2].t_frame.y=p.y
[0155]
$tools[2].t_frame.z=p.z
[0156]
$tools[2].t_frame.a=p.a
[0157]
$tools[2].t_frame.b=p.b
[0158]
$tools[2].t_frame.c=p.c
[0159]
savesv(“tools”)
[0160]
print“校准后的工具中心点为”,p
[0161]
endfunc
[0162]
将纠正过的工具中心点的坐标存储回作业工具坐标系中,完成工具中心点自动校准。
[0163]
通过本实施例的方法能够同时完成工具中心点的的x轴和y轴校准。
[0164]
在其它实施例中,本技术实施例还可以实现工具中心点的的三维纠偏等。具体地,末端工具偏移后,机械手臂(机器人)先按照基准轨迹正常画圆,然后工具中心点的的z轴下降一定距离后再次画圆,通过两个圆的圆心可以获得末端工具实际的倾斜角度和分量,根据标准倾斜角度及实际倾斜角度获得补偿角度,然后利用补偿角度对z轴进行纠偏。
[0165]
本技术进一步提出另一实施例的机器人的工具中心点校准方法。如图7所示,图7是本技术机器人的工具中心点校准方法一实施例的流程示意图。本实施例的工具中心点校准方法包括以下步骤:
[0166]
步骤s901:判定机器人的当前工具中心点的坐标是否发生偏移。
[0167]
例如,在点胶头更换、点胶头明显变形或者点胶轨迹明显偏移时,可判定当前工具中心点的坐标发生了偏移。
[0168]
步骤s902:若机器人的当前工具中心点的坐标发生偏移,则控制机器人的末端工具30沿预设轨迹运动。
[0169]
若机器人的当前工具中心点的坐标发生偏移,则机器人控制器采用下述方法对工具中心点的坐标进行校准;若机器人的当前工具中心点的坐标未发生偏移,则机器人控制器控制末端工具30继续进行点胶工作。
[0170]
步骤s903:获取末端工具30沿预设轨迹运动到第一光束的第一时间、运动到第二光束的第二时间及运动速度,其中,第一光束和第二光束相交,末端工具30的预设运动轨迹位于第一光束和第二光束所在平面内,且第一光束和第二光束的交点在预设运动轨迹之外,第一光束和第二光束由光束发射装置发射。
[0171]
步骤s904:根据末端工具30的预设时间参数、第一时间、第二时间及运动速度计算末端工具30在机器人的标准工具坐标系下的坐标偏移量,其中,预设时间参数包括末端工具30在标准工具坐标系下沿预设轨迹运动到达第一光束的第三时间及沿预设轨迹运动到达第二光束的第四时间。
[0172]
步骤s905:利用偏移量对机器人的工具中心点的坐标进行修正。
[0173]
步骤s903至步骤s905与上述步骤s502至步骤s504类似,这里不赘述。
[0174]
在上述实施例的基础上,本实施例进一步判定当前工具中心点的坐标是否发生偏移,在判定当前工具中心点的坐标发生偏移之后才对当前工具中心点的坐标进行校准,能够进一步提高工具中心点校准效率及机器人的工作效率。
[0175]
本技术进一步提出一种计算机存储介质,如图8所示,图8是本技术计算机存储介质一实施例的结构示意图。计算机存储介质110其上存储有程序指令111,程序指令111被处理器(图未示)执行时实现上述基于机器人的工具中心点校准方法。
[0176]
本实施例计算机存储介质110可以是但不局限于u盘、sd卡、pd光驱、移动硬盘、大容量软驱、闪存、多媒体记忆卡、服务器等。
[0177]
区别于现有技术,本技术实施例机器人的工具中心点校准方法包括:控制机器人
的末端工具沿预设轨迹运动;获取末端工具沿预设轨迹运动到第一光束的第一时间、运动到第二光束的第二时间及运动速度,其中,第一光束和第二光束相交,末端工具的预设运动轨迹位于第一光束和第二光束所在平面内,且第一光束和第二光束的交点在预设运动轨迹之外,第一光束和第二光束由光束发射装置发射;根据末端工具的预设时间参数、第一时间、第二时间及运动速度计算末端工具在机器人的标准工具坐标系下的坐标偏移量,其中,预设时间参数包括末端工具在标准工具坐标系下沿预设轨迹运动到达第一光束的第三时间及沿预设轨迹运动到达第二光束的第四时间;利用坐标偏移量对机器人的工具中心点的坐标进行修正。本技术实施例利用光束发射装置分别发射第一光束及第二光束,并利用第一光束及第二光束自动获取机器人末端工具沿预设轨迹运动的当前时间参数,以自动获得末端工具运动的偏移量,通过偏移量自动对机器人的工具中心点的坐标进行修正,以完成机器人的工具中心点自动校准,本技术实施例实现了机器人的工具中心点自动校准,与现有的人工工具中心点校准方式相比,本技术实施例的工具中心点校准效率明显提高,能够提高机器人的工作效率。
[0178]
另外,上述功能如果以软件功能的形式实现并作为独立产品销售或使用时,可存储在一个移动终端可读取存储介质中,即,本技术还提供一种存储有程序数据的存储装置,所述程序数据能够被执行以实现上述实施例的方法,该存储装置可以为如u盘、光盘、服务器等。也就是说,本技术可以以软件产品的形式体现出来,其包括若干指令用以使得一台智能终端执行各个实施例所述方法的全部或部分步骤。
[0179]
在本技术的描述中,参考术语“一个实施例”、“一些实施例”、“示例”、“具体示例”、或“一些示例”等的描述意指结合该实施例或示例描述的具体特征、结构、材料或者特点包含于本技术的至少一个实施例或示例中。在本说明书中,对上述术语的示意性表述不必须针对的是相同的实施例或示例。而且,描述的具体特征、结构、材料或者特点可以在任一个或多个实施例或示例中以合适的方式结合。此外,在不相互矛盾的情况下,本领域的技术人员可以将本说明书中描述的不同实施例或示例以及不同实施例或示例的特征进行结合和组合。
[0180]
此外,术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括至少一个该特征。在本技术的描述中,“多个”的含义是至少两个,例如两个,三个等,除非另有明确具体的限定。
[0181]
流程图中或在此以其他方式描述的任何过程或方法描述可以被理解为,表示包括一个或更多个用于实现特定逻辑功能或过程的步骤的可执行指令的代码的模块、片段或部分,并且本技术的优选实施方式的范围包括另外的实现,其中可以不按所示出或讨论的顺序,包括根据所涉及的功能按基本同时的方式或按相反的顺序,来执行功能,这应被本技术的实施例所属技术领域的技术人员所理解。
[0182]
在流程图中表示或在此以其他方式描述的逻辑和/或步骤,例如,可以被认为是用于实现逻辑功能的可执行指令的定序列表,可以具体实现在任何计算机可读介质中,以供指令执行系统、装置或设备(可以是个人计算机,服务器,网络设备或其他可以从指令执行系统、装置或设备取指令并执行指令的系统)使用,或结合这些指令执行系统、装置或设备而使用。就本说明书而言,"计算机可读介质"可以是任何可以包含、存储、通信、传播或传输
程序以供指令执行系统、装置或设备或结合这些指令执行系统、装置或设备而使用的装置。计算机可读介质的更具体的示例(非穷尽性列表)包括以下:具有一个或多个布线的电连接部(电子装置),便携式计算机盘盒(磁装置),随机存取存储器(ram),只读存储器(rom),可擦除可编辑只读存储器(eprom或闪速存储器),光纤装置,以及便携式光盘只读存储器(cdrom)。另外,计算机可读介质甚至可以是可在其上打印所述程序的纸或其他合适的介质,因为可以例如通过对纸或其他介质进行光学扫描,接着进行编辑、解译或必要时以其他合适方式进行处理来以电子方式获得所述程序,然后将其存储在计算机存储器中。
[0183]
以上所述仅为本技术的实施方式,并非因此限制本技术的专利范围,凡是利用本技术说明书及附图内容所作的等效结构或等效流程变换,或直接或间接运用在其他相关的技术领域,均同理包括在本技术的专利保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1