链环试样划线定位器及试样定位方法与流程
1.本发明涉及一种金属塑性成形产品的力学性能试验,尤其涉及一种船用锚链和海洋工程系泊锚链的链环试样的取样定位工装和试样定位方法,属于测试试验技术领域。
背景技术:
2.船用锚链和海洋工程系泊锚链(以下简称锚链)是关系到船舶运输和海洋工程设备安全的重要部件,锚链先在由加热—弯曲成形—闪光焊接—去除焊接毛刺—压档成组成的锚链制造机组上逐环完成制造,再进行调质热处理,然后进行抽样拉断试验和全数拉力试验。还需按照有关规范和标准的规定,对锚链的链环取样进行拉伸试验和冲击试验,只有全部力学性能试验指标达到要求后才能出具产品合格证书交付用户使用。
3.锚链力学性能试验取样分别取自链环两侧的直臂部分,其中一个直臂中部有焊缝。按照有关规范和标准的规定,拉伸试验试样10和冲击试验试样20横截面成环形分布于如图1所示的直杆形链环试样坯料30中,拉伸试验试样10中心或冲击试验试样20中心与直臂的横截面中心之间距离h与横截面半径r之比:h/r=2/3。
4.现有的锚链力学性能试验取样的划线定位方法如下:1)采用火焰切割割取链环两侧的直臂部分,形成两端带有略带有弧度的直杆形链环试样坯料,2)用锯床分别锯切杆形体两端,3)用车床分别切削加工直杆形链环试样坯料两端端面,并用中心钻在端面上钻出中心孔,然后用圆规以中心孔为圆心,直杆形链环试样坯料端面半径的2/3为半径画圆,在圆周线上等间隔划出拉伸试验试样中心或冲击试验试样中心,即可进行下一步的拉伸试验试样和冲击试验试样的划线,以便进行下一步的试样加工。
5.上述方法需要进行锯切和车削两次加工,并须手工操作圆规划线定位,操作繁琐、误差较大、工效低且延长了工序周转时间。
技术实现要素:
6.本发明的目的是提供一种只需一次锯切加工,就能对锚链力学性能试样精确定位的链环试样划线定位器及试样定位方法。
7.本发明通过以下技术方案予以实现:一种链环试样划线定位器,包括平行四边形框架、定位钢丝和4根定位螺钉,所述平行四边形框架包括2根水平杆和2根侧杆,水平杆端头和相邻的侧杆端头分别通过铰接螺栓和螺母铰接成平行四边形框架;2根一组的定位螺钉分别拧入对应侧杆中部上,定位钢丝一端固定在第一根定位螺钉上,定位钢丝另一端依次绕过其余三根定位螺钉后拉紧固定在第四根定位螺钉上,使得定位钢丝形成上下平行的三面围合结构,上下两段定位钢丝水平段分别平行于水平杆内侧面;上下两段定位钢丝水平段之间距离a与2根水平杆内侧面之间距离b之比:a/b=2/3。
8.本发明的目的还可以通过以下技术措施来进一步实现。
9.进一步的,所述定位螺钉上端设有横孔,定位螺钉下端分别拧入对应的侧杆螺纹
孔中,定位钢丝一端先穿过横孔,再绕所述定位螺钉至少一圈后锡焊固定在定位螺钉的上端。
10.进一步的,所述定位钢丝的外径为0.30~0.40mm。
11.一种链环试样划线定位器的试样定位方法,包括以下步骤:1)组装划线定位器的平行四边形框架,将铰接螺栓分别穿过侧杆端头和相邻的水平杆端头后拧紧螺母,从而将2根水平杆和2根侧杆连接成可分别绕铰接螺栓中心摆动的平行四边形框架;2)安装定位螺钉和定位钢丝,将定位螺钉分别拧入侧杆中,2根侧杆上的4根定位螺钉组成平行四边形的四根顶点,然后将定位钢丝一端先穿过第一根定位螺钉的横孔,再绕过所述定位螺钉上端至少一圈后锡焊固定在定位螺钉的上端;定位钢丝另一端依次绕过其余三根定位螺钉后,采用定位钢丝一端固定在第一根定位螺钉的同样方法,将定位钢丝另一端固定在第四根定位螺钉上;接着拧动第一根定位螺钉或第四根定位螺钉拉紧定位钢丝,使得绕在4根定位螺钉上的定位钢丝水平段分别平行于水平杆;上下两段定位钢丝之间距离a与2根水平杆内侧面之间距离b之比:a/b=2/3;3)在直杆形链环试样坯料端面上打出各试样端面中心点标记,先将两端已分别进行了锯切加工且一端面涂色的直杆形链环试样坯料的涂色端面朝上地直立在地面上,然后将划线定位器套在直杆形链环试样坯料的外圆面上,使得平行四边形框架的2根水平杆内侧面分别与直杆形链环试样坯料的外圆面相切,再进行以下划线工序:3.1)用划针沿着上下两段定位钢丝水平段在直杆形链环试样坯料涂色端面上分别划出第一对平行线;3.2)将平行四边形框架绕直杆形链环试样坯料的端面中心转动一个锐角角度后,使得平行四边形框架的2根水平杆内侧面分别与直杆形链环试样坯料的外圆面再次相切,用划针沿着上下两段定位钢丝水平段在直杆形链环试样坯料涂色端面上分别划出第二对平行线,所述第二对平行线分别与第一对平行线两两成锐角相交,用样冲分别打出第二对平行线与第一对平行线的第一交点标记;3.3)用同样的方法再次转动平行四边形框架,使得平行四边形框架的2根水平杆内侧面与直杆形链环试样坯料的外圆面仍然相切,在直杆形链环试样坯料涂色端面上划出第三对平行线,用样冲分别打出第三对平行线与第二对平行线的第二交点标记;以此类推,用样冲分别在直杆形链环试样坯料涂色端面上依次打出所需的第n对平行线与第n
‑
1对平行线的第n交点标记,所述交点标记即为各试样端面中心点标记。
12.本发明的链环试样划线定位器采用平行四边形框架结构,使得平行四边形框架的2根水平杆内侧面分别与直杆形链环试样坯料的外圆面相切,能用于多种规格链环的直杆形链环试样坯料的划线定位,结构简单,通用性好。本发明试样定位方法利用相似形线段比例相同的原理,不论链环试样坯料的外径如何变化,只要平行四边形框架的两根水平杆内侧面与直杆形链环试样坯料的外圆面保持相切,则定位钢丝水平段间距与试样坯料外径之比保持在2/3不变,满足锚链规范和标准的规定。多次转动平行四边形框架,从而可在直杆形链环试样坯料端面上划出数对平行线,数对平行线彼此的交点即为各试样端面中心点的位置。本发明可在锯切后的直杆形链环试样坯料端面上直接划线定位加工,不需车削加工定出试样坯料端面中心点,试样加工效率提高20%以上,缩短了试样加工周期,试样加工成
本降低至少10%,经济效益显著。
13.本发明的优点和特点,将通过下面优选实施例的非限制性说明进行图示和解释,这些实施例,是参照附图仅作为例子给出的。
附图说明
14.图1是力学性能试样在链环试样坯料端面上的分布示意图;图2是链环试样划线定位器的主视图;图3是图2的p向视图;图4是图2的c
‑
c剖视图;图5是图2的ⅰ部放大图;图6是采用本发明的链环试样划线定位器对试样划线定位的工步图。
具体实施方式
15.下面结合附图和实施例对本发明作进一步说明。
16.如图2~图5所示,本实施例包括平行四边形框架1、定位钢丝2和4根定位螺钉3,平行四边形框架1包括2根水平杆11和2根侧杆12,水平杆11端头和相邻的侧杆12端头分别通过铰接螺栓4和螺母5铰接成平行四边形框架1。本实施例的平行四边形框架1的2根水平杆11内侧面之间距离l=300mm,2根侧杆12内侧面之间距离b=240mm,可用于直径40mm至直径220mm的多种规格直杆形链环试样坯料端面的快速划线,通用性好。2根一组的定位螺钉3分别拧入对应侧杆12中部上,定位钢丝2一端固定在第一根定位螺钉3上,定位钢丝另一端依次绕过其余三根定位螺钉3后拉紧固定在第四根定位螺钉3上,使得定位钢丝2形成上下平行的三面围合结构,上下两段定位钢丝水平段21分别平行于水平杆11内侧面。上下两段定位钢丝水平段21之间距离a与2根水平杆11内侧面之间距离b之比:a/b=2/3,符合锚链规范和标准的规定。
17.定位螺钉3上端设有横孔31,定位螺钉3下端分别拧入对应的侧杆螺纹孔121中,定位钢丝2一端先穿过横孔31,再绕定位螺钉3至少一圈后锡焊固定在定位螺钉3的上端。本实施例定位钢丝2的外径为0.30mm。
18.如图6所示,一种链环试样划线定位器的试样定位方法,包括以下步骤:1)组装划线定位器的平行四边形框架1,将铰接螺栓4分别穿过侧杆12端头和相邻的水平杆11端头后拧紧螺母5,从而将2根水平杆11和2根侧杆12连接成可分别绕铰接螺栓4中心摆动的平行四边形框架1。
19.2)安装定位螺钉3和定位钢丝2,将定位螺钉3分别拧入侧杆12中,2根侧杆12上的4根定位螺钉3组成平行四边形的四根顶点,然后将定位钢丝2一端先穿过第一根定位螺钉3的横孔31,再绕过所述定位螺钉3上端至少一圈后锡焊固定在定位螺钉3的上端。定位钢丝2另一端依次绕过其余三根定位螺钉3后,采用定位钢丝2一端固定在第一根定位螺钉3的同样方法,将定位钢丝2另一端固定在第四根定位螺钉3上。接着拧动第一根定位螺钉3或第四根定位螺钉3拉紧定位钢丝2,使得绕在4根定位螺钉3上的定位钢丝水平段21分别平行于水平杆11。上下两段定位钢丝2之间距离a与2根水平杆11内侧面之间距离b之比:a/b=2/3。
20.3)在直杆形链环试样坯料30端面上打出各试样端面中心点标记,先将两端已分别
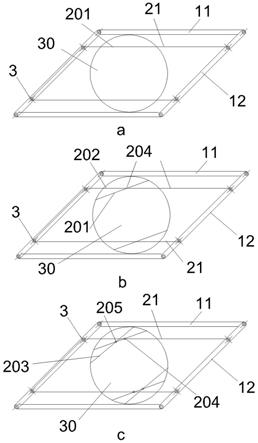
进行了锯切加工且一端面涂色的直杆形链环试样坯料30的涂色端面朝上地直立在地面上,然后将划线定位器套在直杆形链环试样坯料30的外圆面上,使得平行四边形框架1的2根水平杆11内侧面分别与直杆形链环试样坯料30的外圆面相切,再进行以下划线工序:3.1)如图6的a所示,用划针沿着上下两段定位钢丝21在直杆形链环试样坯料30涂色端面上分别划出第一对平行线201。
21.3.2)如图6的b所示,将平行四边形框架1绕直杆形链环试样坯料30的端面中心转动一个锐角角度后,使得平行四边形框架1的2根水平杆11内侧面分别与直杆形链环试样坯料30的外圆面再次相切,用划针沿着上下两段定位钢丝2在直杆形链环试样坯料30涂色端面上分别划出第二对平行线202,第二对平行线202分别与第一对平行线201两两成锐角相交,用样冲分别打出第二对平行线202与第一对平行线的第一交点标记204。
22.3.3)如图6的c所示,用同样的方法再次转动平行四边形框架1,使得平行四边形框架1的2根水平杆11内侧面与直杆形链环试样坯料30的外圆面仍然相切,在直杆形链环试样坯料30涂色端面上划出第三对平行线203,用样冲分别打出第三对平行线203与第二对平行线202的第二交点标记205。以此类推,用样冲分别在直杆形链环试样坯料30涂色端面上依次打出所需的第n对平行线与第n
‑
1对平行线的第n交点标记,以便于选择加工出所需的试样。交点标记即为各试样端面中心点标记。
23.除上述实施例外,本发明还可以有其他实施方式,凡采用等同替换或等效变换形成的技术方案,均落在本发明要求的保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1