一种阀门加工内外装夹系统的制作方法
1.本发明属于阀门生产加工领域,尤其涉及一种阀门加工内外装夹系统。
背景技术:
2.众所周知,阀门是流体输送系统中一种典型的控制部件,具有截止,调节,导流,防止逆流,稳压,分流,或溢流泄压等功能广泛应用于机械,石油,化工,建筑,水利等领域阀门的密封性能是指阀门各密封部位阻止介质泄露的能力,是阀门最重要的技术指标,阀门密封面的加工是阀门机械加工中的重点和难点,夹具设计的合理与否,直接影响被加工零件的尺寸精度和形位公差严重时,会影响到阀门的质量,成为用户关注的重点,而在阀门加工时,如打磨、喷漆等,常常因为夹具夹持的地方一次加工不到,需要调换夹持位置,在进行加工。
技术实现要素:
3.本发明的目的是针对现有的技术存在上述问题,提出了一种阀门加工内外装夹系统,本阀门加工内外装夹系统能够自动完成阀门夹持,避免手动夹持,同时避免加工阀门出现二次夹持现象。
4.本发明的目的可通过下列技术方案来实现:一种阀门加工内外装夹系统,包括壳体,所述壳体内腔后侧壁固定设有传动电机,所述传动电机输出端设有传动齿轮,所述壳体左侧壁滑动设有主动滑板,所述主动滑板下侧固定设有传动齿条,所述传动齿条与所述传动齿轮啮合,所述壳体上侧壁左侧固定设有夹具架,所述夹具架左侧固定设有固定铰接架,所述固定铰接架左端铰接设有传动铰接杆,所述传动铰接杆下端与主动滑板左侧铰接,所述夹具架内部滑动设有传动轴,所述传动轴左侧固定设有限位环,所述传动轴左侧与所述传动铰接杆上端铰接,所述夹具架上侧固定设有旋转电机,所述旋转电机输出端设有旋转轴,所述旋转轴右侧固定设有旋转齿轮。
5.优选的,所述壳体上侧壁设有阀门存放机构,阀门存放机构用于待加工阀门的存放,等待阀门夹具自动夹装,阀门存放机构包括所述壳体上侧壁开设有升降仓,所述升降仓底部固定设有升降台滑轨,所述升降台滑轨上滑动设有升降底座,所述升降底座左侧固定设有从动铰链,所述从动铰链铰接设有动力杆,所述传动轴下侧固定设有传动铰链,所述传动铰链与所述动力杆上端铰接,所述升降仓前后对称各固定设有两个伸缩杆,四个所诉伸缩杆上侧共同固定设有升降台,所述升降台下侧固定设有铰接块,所述升降底座上侧固定设有下铰接块,所述铰接块与所述下铰接块之间铰接设有升降杆。
6.优选的,所述升降台上侧固定设有存放台,所述存放台半圆凹槽内沿圆周方向均匀固定设有四列上收缩快,每列左右对称设有两个所述上收缩快,每个所述上收缩快外侧设有弹簧,八个所述上收缩快上用于存放阀门,方便夹具对阀门的内外夹持。
7.优选的,所述传动轴右端外侧转动设有夹具外壳,所述夹具外壳外壁固定设有旋转齿套,所述旋转齿套在向右侧移动后可与所述旋转齿轮啮合,所述旋转齿套内腔固定设
有夹具内壳,所述夹具内壳左侧固定设有收缩电机支架,所述收缩电机支架中心固定设有收缩电机,所述收缩电机输出端设有收缩齿轴,所述收缩齿轴右侧延伸至所述夹具内壳内部。
8.优选的,所述夹具内壳内部左侧开设有横向滑轨,所述横向滑轨内前后对称各滑动设有一个横向收缩块,前侧所述横向收缩块内侧下方固定设有横向收缩齿.后侧所述横向收缩块内侧上方固定设有另一个所述横向收缩齿,两个所述横向收缩齿与所述收缩齿轴啮合,每个所述横向收缩块右侧固定设有横向夹具,每个所述横向夹具内外壁均固定设有橡胶垫。
9.优选的,所述夹具内壳内部右侧开设有纵向滑轨,所述纵向滑轨内上下对称各设有一个纵向收缩块,上侧所述纵向收缩块内侧前方固定设有纵向收缩齿,下侧所述纵向收缩块内侧后方固定设有另一个所述纵向收缩齿,两个所述纵向收缩齿与所述收缩齿轴啮合,每个所述纵向收缩块右侧固定设有纵向夹具,每个所述纵向夹具内外壁固定设有所述橡胶垫,下侧所述纵向夹具右侧内外侧相对位置各固定设有一各所述压力传感器,所述压力传感器用于控制所述收缩电机。
10.将准备进行打磨或喷漆的阀门存放到存放台半圆凹槽内,启动传动电机正转,传动电机输出端带动传动齿轮转动,传动齿轮与传动齿条啮合并带动主动滑板向左侧滑动,主动滑板推动铰接传动铰接杆下端向左移动,因传动铰接杆中部与固定铰接架铰接只能转动,故传动铰接杆上端推动铰接传动轴在夹具架内向右滑动,并推动夹具外壳向右运动。
11.根据阀门加工要求,可对阀门实行内夹和外夹,当阀门需要进行外加工时,可对其实行内夹,传动轴向右移动过程中,横向夹具和纵向夹具进入到工件内部,当阀门需要进行内加工时,可对其实行外夹,传动轴向右移动过程中,由于上收缩快和弹簧的支撑作用阀门悬空,横向夹具和纵向夹具将阀门外壁包裹,同时当横向夹具与纵向夹具进入到阀门内部或包裹外壁时,传动轴底部传动铰链与升降底座左侧从动铰链之间铰接动力杆推动升降底座在升降台滑轨上向右侧滑动,在滑动过程中升降底座通过上方下铰接块与铰接块之间升降杆带动升降台向下运动,升降台并带动伸缩杆压缩,阀门存放机构自动下降并完成阀门与存放台脱离,夹具进入到阀门内部或包裹外壁时,存放机构自动下降,避免存放机构对加工时的影响。
12.传动电机停止转动,启动收缩电机开始工作,收缩电机输出端带动收缩齿轴转动,横向收缩齿与收缩齿轴啮合并在横向滑轨移动,纵向收缩齿与收缩齿轴啮合并在纵向滑轨内移动,当收缩电机正转时,收缩齿轴带动横向收缩齿和纵向收缩齿向外移动,横向收缩齿带动横向夹具对阀门内壁进行横向夹紧,纵向收缩齿带动纵向夹具对阀门内壁进行纵向夹紧,当压力达到纵向夹具外壁上压力传感器所设参数值,压力传感器控制收缩电机停止转动,对阀门实行外加工当收缩电机反转时,收缩齿轴带动横向收缩齿和纵向收缩齿向内移动,横向收缩齿带动横向夹具对阀门外壁进行横向夹紧,纵向收缩齿带动纵向夹具对阀门外壁进行纵向夹紧,当压力达到纵向夹具内壁上压力传感器所设参数值,压力传感器控制收缩电机停止转动,对阀门实行内加工,通过压力传感器参数设置、横向夹具和纵向夹具,可依据不同阀门加工条件实现对阀门的内夹和外夹。
13.夹具外壳向右移动后,夹具外壳外侧旋转齿套与旋转齿轮啮合,启动旋转电机开始工作,旋转电机带动旋转轴转动,旋转轴带动旋转齿轮转动,旋转齿套与旋转齿轮啮合并
转动,旋转齿套带动夹具旋转,并带动阀门转动实现对阀门内外表面不同角度加工,加工完成后,控制收缩电机转动,实现对阀门卸载,通过旋转齿套的转动,带动夹具旋转,实现对阀门不同角度的加工。
14.与现有技术相比,本阀门加工内外装夹系统具有以下优点:
15.1.阀门存放机构在阀门完成装载后自动下降并完成阀门与存放台脱离,夹具进入到阀门内部或包裹外壁时,避免存放机构对加工时的影响。
16.2.可依据不同阀门加工条件实现对阀门的内夹和外夹,横向收缩齿带动横向夹具对阀门进行横向夹紧,纵向收缩齿带动纵向夹具对阀门进行纵向夹紧。
17.3.阀门进行打磨喷漆时,可无视夹具的位置,通过旋转齿套带动夹具转动,对阀门表面或内壁全面加工,避免出现二次夹持现象
附图说明
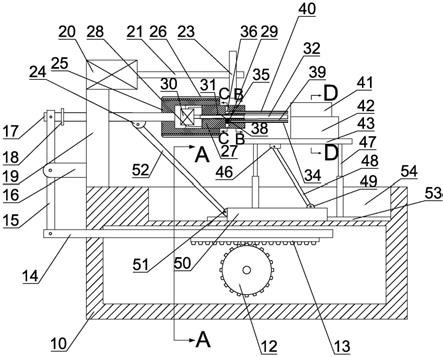
18.图1是本阀门加工内外装夹系统的结构示意图。
19.图2是图1中a
‑
a方向剖视图。
20.图3是图1中b
‑
b方向剖视图。
21.图4是图1中c
‑
c方向剖视图。
22.图5是图1中d
‑
d方向剖视图。
23.图中,10、壳体;11、传动电机;12、传动齿轮;13、传动齿条;14、主动滑板;15、传动铰接杆;16、固定铰接架;17、传动轴;18、限位环;19、夹具架;20、旋转电机;21、旋转轴;22、;23、旋转齿轮;24、传动铰链;25、夹具外壳;26、旋转齿套;27、夹具内壳;28、收缩电机支架;29、收缩齿轴;30、收缩电机;31、横向收缩齿;32、横向收缩块;33、横向夹具;34、橡胶垫;35、纵向收缩齿;36、纵向收缩块;37、纵向滑轨;38、横向滑轨;39、压力传感器;40、纵向夹具;41、阀门;42、存放台;43、升降台;44、上收缩快;45、弹簧;46、铰接块;47、伸缩杆;48、升降杆;49、下铰接块;50、升降底座;51、从动铰链;52、动力杆;53、升降台滑轨;54、升降仓。
具体实施方式
24.以下是本发明的具体实施例并结合附图,对本发明的技术方案作进一步的描述,但本发明并不限于这些实施例。
25.如图1、图2所示,一种阀门加工内外装夹系统,包括壳体10,壳体10内腔后侧壁固定设有传动电机11,传动电机11输出端设有传动齿轮12,壳体10左侧壁滑动设有主动滑板14,主动滑板14下侧固定设有传动齿条13,传动齿条13与传动齿轮12啮合,壳体10上侧壁左侧固定设有夹具架19,夹具架19左侧固定设有固定铰接架16,固定铰接架16左端铰接设有传动铰接杆15,传动铰接杆15下端与主动滑板14左侧铰接,夹具架19内部滑动设有传动轴17,传动轴17左侧固定设有限位环18,传动轴17左侧与传动铰接杆15上端铰接,夹具架19上侧固定设有旋转电机20,旋转电机20输出端设有旋转轴21,旋转轴21右侧固定设有旋转齿轮23。
26.如图1所示,壳体10上侧壁设有阀门存放机构,阀门存放机构用于待加工阀门的存放,等待阀门夹具自动夹装,阀门存放机构包括壳体10上侧壁开设有升降仓54,升降仓54底部固定设有升降台滑轨53,升降台滑轨53上滑动设有升降底座50,升降底座50左侧固定设
有从动铰链51,从动铰链51铰接设有动力杆52,传动轴17下侧固定设有传动铰链24,传动铰链24与动力杆52上端铰接,升降仓54前后对称各固定设有两个伸缩杆47,四个所诉伸缩杆47上侧共同固定设有升降台43,升降台43下侧固定设有铰接块46,升降底座50上侧固定设有下铰接块49,铰接块46与下铰接块49之间铰接设有升降杆48。
27.如图1、图5所示,升降台43上侧固定设有存放台42,存放台42半圆凹槽内沿圆周方向均匀固定设有四列上收缩快44,每列左右对称设有两个上收缩快44,每个上收缩快44外侧设有弹簧45,八个上收缩快44上用于存放阀门41,方便夹具对阀门的内外夹持。
28.如图1、图4所示,传动轴17右端外侧转动设有夹具外壳25,夹具外壳25外壁固定设有旋转齿套26,旋转齿套26在向右侧移动后可与旋转齿轮23啮合,旋转齿套26内腔固定设有夹具内壳27,夹具内壳27左侧固定设有收缩电机支架28,收缩电机支架28中心固定设有收缩电机30,收缩电机30输出端设有收缩齿轴29,收缩齿轴29右侧延伸至夹具内壳27内部。
29.如图3、图4所示,夹具内壳27内部左侧开设有横向滑轨38,横向滑轨38内前后对称各滑动设有一个横向收缩块32,前侧横向收缩块32内侧下方固定设有横向收缩齿31.后侧横向收缩块32内侧上方固定设有另一个横向收缩齿31,两个横向收缩齿31与收缩齿轴29啮合,每个横向收缩块32右侧固定设有横向夹具33,每个横向夹具33内外壁均固定设有橡胶垫34。
30.如图1、图3、图4所示,夹具内壳27内部右侧开设有纵向滑轨37,纵向滑轨37内上下对称各设有一个纵向收缩块36,上侧纵向收缩块36内侧前方固定设有纵向收缩齿35,下侧纵向收缩块36内侧后方固定设有另一个纵向收缩齿35,两个纵向收缩齿35与收缩齿轴29啮合,每个纵向收缩块36右侧固定设有纵向夹具40,每个纵向夹具40内外壁固定设有橡胶垫34,下侧纵向夹具40右侧内外侧相对位置各固定设有一各压力传感器39,压力传感器39用于控制收缩电机30。
31.将准备进行打磨或喷漆的阀门41存放到存放台42半圆凹槽内,启动传动电机11正转,传动电机11输出端带动传动齿轮12转动,传动齿轮12与传动齿条13啮合并带动主动滑板14向左侧滑动,主动滑板14推动铰接传动铰接杆15下端向左移动,因传动铰接杆15中部与固定铰接架16铰接只能转动,故传动铰接杆15上端推动铰接传动轴17在夹具架19内向右滑动,并推动夹具外壳25向右运动。
32.根据阀门41加工要求,可对阀门41实行内夹和外夹,当阀门41需要进行外加工时,可对其实行内夹,传动轴17向右移动过程中,横向夹具33和纵向夹具40进入到工件内部,当阀门41需要进行内加工时,可对其实行外夹,传动轴17向右移动过程中,由于上收缩快44和弹簧45的支撑作用阀门41悬空,横向夹具33和纵向夹具40将阀门41外壁包裹,同时当横向夹具33与纵向夹具40进入到阀门41内部或包裹外壁时,传动轴17底部传动铰链24与升降底座50左侧从动铰链51之间铰接动力杆52推动升降底座50在升降台滑轨53上向右侧滑动,在滑动过程中升降底座50通过上方下铰接块49与铰接块46之间升降杆48带动升降台43向下运动,升降台43并带动伸缩杆47压缩,阀门存放机构自动下降并完成阀门41与存放台42脱离,夹具进入到阀门内部或包裹外壁时,存放机构自动下降,避免存放机构对加工时的影响。
33.传动电机11停止转动,启动收缩电机30开始工作,收缩电机30输出端带动收缩齿轴29转动,横向收缩齿31与收缩齿轴29啮合并在横向滑轨38移动,纵向收缩齿35与收缩齿
轴29啮合并在纵向滑轨37内移动,当收缩电机30正转时,收缩齿轴29带动横向收缩齿31和纵向收缩齿35向外移动,横向收缩齿31带动横向夹具33对阀门41内壁进行横向夹紧,纵向收缩齿35带动纵向夹具40对阀门41内壁进行纵向夹紧,当压力达到纵向夹具40外壁上压力传感器39所设参数值,压力传感器39控制收缩电机30停止转动,对阀门41实行外加工当收缩电机30反转时,收缩齿轴29带动横向收缩齿31和纵向收缩齿35向内移动,横向收缩齿31带动横向夹具33对阀门41外壁进行横向夹紧,纵向收缩齿35带动纵向夹具40对阀门41外壁进行纵向夹紧,当压力达到纵向夹具40内壁上压力传感器39所设参数值,压力传感器39控制收缩电机30停止转动,对阀门41实行内加工,通过压力传感器参数设置、横向夹具和纵向夹具,可依据不同阀门加工条件实现对阀门的内夹和外夹。
34.夹具外壳25向右移动后,夹具外壳25外侧旋转齿套26与旋转齿轮23啮合,启动旋转电机20开始工作,旋转电机20带动旋转轴21转动,旋转轴21带动旋转齿轮23转动,旋转齿套26与旋转齿轮23啮合并转动,旋转齿套26带动夹具旋转,并带动阀门41转动实现对阀门41内外表面不同角度加工,加工完成后,控制收缩电机30转动,实现对阀门41卸载,通过旋转齿套的转动,带动夹具旋转,实现对阀门不同角度的加工。
35.以上所述仅为本发明的实施例,并非因此限制本发明的专利保护范围,凡是利用本发明说明书及附图内容所作的等效结构或等效流程变换,或直接或间接运用在其他相关的技术领域,均同理包括在本发明的专利保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1