一种切丝机跑片成像检测报警装置的制作方法
1.本发明涉及计卷烟切丝机设备领域,更具体地,涉及一种切丝机跑片成像检测报警装置。
背景技术:
2.现如今烟草行业制丝车间使用的切丝机运行时,因切丝机刀片磨损严重或切丝机打刀时,将导致物料加工不均匀,出现丝状烟丝内混有烟片的情况,俗称“跑片”。若不能及时发现,在后续环节中易造成堵料,且会直接影响成品烟相应质量指标。现有技术中,一般的烟片混杂在烟丝中,从而导致现场的工作人员无法对烟丝内的烟片进行有效地检测到,进而会导致混在烟丝中的烟片会输送至后续环节,并且无法及时地意识到切丝机的刀片出现故障,需要紧急维修,在此期间内,会导致大量的烟片产生。
3.因此,如何提供一种可有效对烟丝中的烟片进行检测并提醒操作人员尽快对切丝机维修的检测报警装置成为本领域亟需解决的技术难题。
技术实现要素:
4.本发明的目的是提供一种切丝机跑片成像检测报警装置,可有效对烟丝中的烟片进行检测并提醒操作人员尽快对切丝机维修。
5.根据本发明的第一方面,提供了一种切丝机跑片成像检测报警装置,包括切丝机、成像检测机构、翻转机构、报警机构以及plc控制器;
6.所述成像检测机构设置在所述切丝机的出口振槽处,通过拍照成形检测切丝机后物料情况,通过所拍摄照片与存储照片进行对比,达到检测烟丝中是否含有烟片的目的;
7.所述翻转机构设置在烟丝出口振槽内,且所述翻转机构能够对所述切丝机的出口振槽处的烟丝进行翻转动作;
8.所述报警机构用于当所述成像检测机构检测到烟丝中含有烟片时发出报警提示;
9.所述plc控制器用于接收成像检测机构的对比信号,以及传递对比信号至所述报警机构;
10.所述报警机构、所述成像检测机构、所述翻转机构均与所述plc控制器电连接;所述成像检测机构的信号输出端接所述plc控制器的信号输入端,所述plc控制器的信号输出端接所述报警机构的信号输入端。
11.可选地,根据本发明的切丝机跑片成像检测报警装置,所述报警机构上设有按钮,所述按钮用于切断所述plc控制器传递给所述报警机构的对比信号。
12.可选地,根据本发明的切丝机跑片成像检测报警装置,所述成像检测机构的数量为两个,两个成像检测装置分别位于所述翻转装置的前后两侧。
13.可选地,根据本发明的切丝机跑片成像检测报警装置,所述报警机构存在两级工作状态,当其中一个成像检测机构观测到烟片存在的信号时,则触发所述报警机构的一级报警状态;当两个所述成像检测机构均观测到烟片,则触发所述报警机构的二级报警状态,
所述二级报警状态的严重性高于所述以及报警状态的严重性。
14.可选地,根据本发明的切丝机跑片成像检测报警装置,所述报警机构包括led显示灯,当所述报警机构处于一级报警状态时,所述led显示灯为黄色;当所述报警机构处于二级报警状态时,所述led显示灯为红色。
15.可选地,根据本发明的切丝机跑片成像检测报警装置,当所述led显示灯为红色时,其具体为红色闪烁状态。
16.可选地,根据本发明的切丝机跑片成像检测报警装置,所述报警机构还包括蜂鸣器,当所述报警机构处于一级报警状态时,所述蜂鸣器发出短促的蜂鸣声;当所述报警机构处于二级报警状态时,所述蜂鸣器发出急促的蜂鸣声。
17.本发明所公开的切丝机跑片成像检测报警装置,可有效对烟丝中的烟片进行检测并提醒操作人员尽快对切丝机维修。通过翻转机构对烟丝进行翻转,两个成像检测机构位于翻转机构的前后两侧,以便于对于烟丝未翻转的上表面和翻转后的下表面进行有效检测,避免烟片混杂在烟丝底部而无法检测出的情况产生,同时报警机构可以根据两个成像检测机构的对比信号来判断事情的严重性,以便于操作人员尽快做出有效地处理。
18.通过以下参照附图对本发明的示例性实施例的详细描述,本发明的其它特征及其优点将会变得清楚。
附图说明
19.被结合在说明书中并构成说明书的一部分的附图示出了本发明的实施例,并且连同其说明一起用于解释本发明的原理。
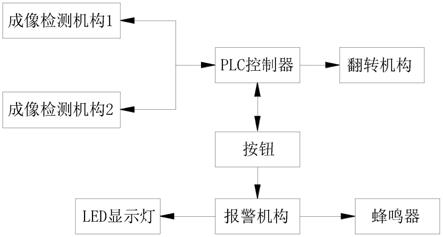
20.图1为本发明所公开的切丝机跑片成像检测报警装置地工作原理图。
具体实施方式
21.现在将参照附图来详细描述本发明的各种示例性实施例。应注意到:除非另外具体说明,否则在这些实施例中阐述的部件和步骤的相对布置、数字表达式和数值不限制本发明的范围。
22.以下对至少一个示例性实施例的描述实际上仅仅是说明性的,决不作为对本发明及其应用或使用的任何限制。
23.对于相关领域普通技术人员已知的技术、方法和设备可能不作详细讨论,但在适当情况下,所述技术、方法和设备应当被视为说明书的一部分。
24.在这里示出和讨论的所有例子中,任何具体值应被解释为仅仅是示例性的,而不是作为限制。因此,示例性实施例的其它例子可以具有不同的值。
25.应注意到:相似的标号和字母在下面的附图中表示类似项,因此,一旦某一项在一个附图中被定义,则在随后的附图中不需要对其进行进一步讨论。
26.根据图1所示,本发明提供了一种切丝机跑片成像检测报警装置,包括切丝机、成像检测机构、翻转机构、报警机构以及plc控制器。
27.成像检测机构设置在切丝机的出口振槽处,通过拍照成形检测切丝机后物料情况,通过所拍摄照片与存储照片进行对比,达到检测烟丝中是否含有烟片的目的。
28.翻转机构设置在烟丝出口振槽内,且翻转机构能够对切丝机的出口振槽处的烟丝
进行翻转动作。
29.报警机构用于当成像检测机构检测到烟丝中含有烟片时发出报警提示;
30.plc控制器用于接收成像检测机构的对比信号,以及传递对比信号至报警机构。
31.报警机构、成像检测机构、翻转机构均与plc控制器电连接;成像检测机构的信号输出端接plc控制器的信号输入端,plc控制器的信号输出端接报警机构的信号输入端。
32.本发明所公开的切丝机跑片成像检测报警装置,可有效对烟丝中的烟片进行检测并提醒操作人员尽快对切丝机维修。通过翻转机构对烟丝进行翻转,两个成像检测机构位于翻转机构的前后两侧,以便于对于烟丝未翻转的上表面和翻转后的下表面进行有效检测,避免烟片混杂在烟丝底部而无法检测出的情况产生,同时报警机构可以根据两个成像检测机构的对比信号来判断事情的严重性,以便于操作人员尽快做出有效地处理。
33.进一步地,报警机构上设有按钮,按钮用于切断plc控制器传递给报警机构的对比信号。当操作人员收到报警机构所发出的警报声后,可以通过按钮切断plc控制器发送给报警机构的信号,避免光污染和噪音污染。
34.进一步地,成像检测机构的数量为两个,两个成像检测装置分别位于翻转装置的前后两侧,在实施时,位于前侧的成像检测机构所拍摄的照片应当是未翻转时的烟丝表面所呈现的影像,位于后侧的成像检测机构所拍摄的照片应当是翻转至表面的烟丝底部所呈现的影像,从而保证对烟丝全方位的检测,避免单一的成像检测机构所导致的检测不全面。
35.再进一步地,报警机构存在两级工作状态,当其中一个成像检测机构观测到烟片存在的信号时,则触发报警机构的一级报警状态,表明烟丝的表面或者底部存在烟片,此时的切丝机的故障属于较轻的状态;当两个成像检测机构均观测到烟片,则触发报警机构的二级报警状态,表面烟丝的表面以及烟丝的底部均含有烟片,此时的切丝机出现严重故障,需要紧急对切丝机进行停机维修,二级报警状态的严重性高于以及报警状态的严重性。
36.再进一步地,报警机构包括led显示灯,当报警机构处于一级报警状态时,led显示灯为黄色;当报警机构处于二级报警状态时,led显示灯为红色。可以根据led显示灯来区分一级报警状态和二级报警状态的严重性。
37.再进一步地,当led显示灯为红色时,其具体为红色闪烁状态,通过红色闪烁的led显示灯来进一步达到警示作用。
38.进一步地,报警机构还包括蜂鸣器,当报警机构处于一级报警状态时,蜂鸣器发出短促的蜂鸣声;当报警机构处于二级报警状态时,蜂鸣器发出急促的蜂鸣声。显示灯主要通过视觉效果来达到警示作用,但是人的视野是有限的,可能会出现led显示灯位于视野盲区的可能性,而蜂鸣器便可通过听觉效果来达到对操作人员的进一步警示效果。更具体的,蜂鸣器可以通过声音的不同来区分故障的严重性。
39.虽然已经通过例子对本发明的一些特定实施例进行了详细说明,但是本领域的技术人员应该理解,以上例子仅是为了进行说明,而不是为了限制本发明的范围。本领域的技术人员应该理解,可在不脱离本发明的范围和精神的情况下,对以上实施例进行修改。本发明的范围由所附权利要求来限定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1