一种工件定位方法、工件定位装置及坡口切割工作站与流程
1.本发明涉及工件定位技术领域,具体涉及一种工件定位方法、工件定位装置及坡口切割工作站。
背景技术:
2.在坡口切割过程中,需要将待切割工件放置于专用切割设备上进行切割。当工件放置于专用切割设备上时,需要准确的定位以保证切割精度和质量。基于视觉的工业机器人的应用提高了机器人的智能化水平、提高生产效率,可用于工件识别、工件定位等。然而,视觉定位受环境光线影响较大,定位精度有限。
技术实现要素:
3.因此,本发明要解决的技术问题在于克服现有技术中的工件定位精度有限的缺陷。
4.为解决上述技术问题,本发明提供了一种工件定位方法,包括:
5.步骤s1:抓取机器人携带视觉定位结构移动至工件放置处,对工件进行拍照获得工件的初始位置;
6.步骤s2:抓取机器人在工件预定抓取点抓取工件并将工件移动至放置台上该工件的预定放料位置;
7.步骤s3:抓取机器人松开工件,工件沿着倾斜设置的放置台滑动至与放置台上的第一定位部和第二定位部相抵接,完成工件的二次定位。
8.还包括步骤s0:在工件的图纸上标注预定抓取点位置,视觉定位结构根据标注后的图纸计算抓取点坐标;
9.在步骤s1中,工件的初始位置即为抓取点的初始位置坐标;
10.在步骤s2中,抓取机器人根据抓取点坐标抓取工件。
11.在步骤s0中,还包括:根据放置台上预定的第一定位位置,相应的在图纸标注工件的第二定位位置,当工件放置于放置台上,第一定位位置与第二定位位置重合,并且,抓取点坐标为以第二定位位置为原点的坐标值。
12.第一定位位置为第一定位部的延伸方向和第二定位部的延伸方向的交点位置,在步骤s2中,工件的预定放料位置为,以第一定位位置为原点、以第一定位部的延伸方向和第二定位部的延伸方向为坐标轴建立坐标系,由工件放置于放置台上时的抓取点坐标,分别沿两坐标轴朝向远离坐标轴的方向移动预定距离后的坐标点。
13.本发明还提供了一种工件定位装置,应用上述的工件定位方法,包括:
14.抓取机器人;
15.视觉定位结构,设置于所述抓取机器人上,用于识别定位工件的初始位置并计算所述抓取机器人的移动路径;
16.放置台,所述放置台上设置有第一定位部和第二定位部,且所述放置台倾斜设置,
所述第一定位部和所述第二定位部呈夹角设置。
17.所述第一定位部和所述第二定位部相互垂直设置。
18.所述放置台上呈阵列设置有多个万向球。
19.所述视觉定位结构为3d相机。
20.本发明还提供了一种坡口切割工作站,包括上述的工件定位装置。
21.还包括切割平台,所述抓取机器人适于根据预定抓取点将所述放置台上的工件放置于所述切割平台上。
22.本发明技术方案,具有如下优点:
23.1.本发明提供的一种工件定位方法,利用视觉定位结构抓取工件,以对工件的搬运进行初步定位,再将工件放置于放置台上,利用放置台上的第一定位部和第二定位部对工件进行二次定位,通过二次定位,消除视觉定位结构的定位误差,搬运机器人在将工件从放置台上取下进行加工时位置更加精确,保证加工的精度。
24.2.本发明提供的一种工件定位方法,根据工件的形状和重心位置,在图纸上预先设置抓取点,视觉定位结构自动计算抓取点的坐标,并按照抓取点坐标来抓取工件,实现自动化抓取。
25.3.本发明提供的一种工件定位方法,当工件放置于放置台上时,通过放置台上的第一定位位置与图纸上的第二定位位置相重合,实现工件的准确定位,并且抓取点坐标是以第二定位位置为原点进行计算的坐标值,第一定位位置、第二定位位置、抓取点位置的计算更加统一。
26.4.本发明提供的一种工件定位方法,通过将抓取点坐标朝向远离坐标轴的方向分别移动预定的距离,形成工件的放料位置,保证工件平稳的滑落至与第一定位部和第二定位部相接,并且,不同的工件抓取点坐标和放料位置坐标之间的距离相同,因此,对于不同的工件,当确定工件的抓取点之后即可自动计算出放料位置,自动化程度更高。
27.5.本发明提供的一种工件定位装置,通过设置视觉定位结构对工件进行初步定位,再利用放置台上的第一定位部和第二定位部进行二次定位,通过二次定位,消除视觉定位结构的定位误差,搬运机器人在将工件从放置台上取下进行加工时位置更加精确,保证加工的精度。
28.6.本发明提供的一种工件定位装置,将第一定位部和第二定位部垂直设置,第一定位位置、第二定位位置、抓取点位置、放料位置的计算更加方便。
29.7.本发明提供的一种工件定位装置,通过在放置台上设置多个万向球,减小了工件与放置台之间的摩擦力,工件的滑动更加平稳,且减小对工件的摩擦损伤。
30.8.本发明提供的一种坡口切割工作站,包括上述的工件定位装置,还包括切割平台,将通过二次定位后的工件抓取放置于切割平台上进行切割加工,工件的加工更加精确。
附图说明
31.为了更清楚地说明本发明具体实施方式或现有技术中的技术方案,下面将对具体实施方式或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图是本发明的一些实施方式,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
32.图1为本发明的实施例1提供的工件定位方法的流程图;
33.图2为本发明的实施例1提供的工件定位方法的预定抓取点、预定放料位置、第一定位位置和第二定位位置的示意图;
34.图3为本发明的实施例2提供的工件定位装置的抓取机器人的结构示意图;
35.图4为本发明的实施例2提供的工件定位装置的放置台的结构示意图。
36.附图标记说明:
37.10、抓取机器人;11、抓取夹具;20、视觉定位结构;30、预定抓取点;40、放置台;41、第一定位部;42、第二定位部;43、万向球;44、支腿结构;50、预定放料位置;60、第一定位位置;70、第二定位位置。
具体实施方式
38.下面将结合附图对本发明的技术方案进行清楚、完整地描述,显然,所描述的实施例是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
39.在本发明的描述中,需要说明的是,术语“中心”、“上”、“下”、“左”、“右”、“竖直”、“水平”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。此外,术语“第一”、“第二”、“第三”仅用于描述目的,而不能理解为指示或暗示相对重要性。
40.在本发明的描述中,需要说明的是,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以根据具体情况理解上述术语在本发明中的具体含义。
41.此外,下面所描述的本发明不同实施方式中所涉及的技术特征只要彼此之间未构成冲突就可以相互结合。
42.实施例1
43.如图1和2所示的工件定位方法的一种具体实施方式,包括:
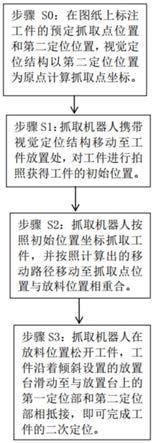
44.步骤s0:在图纸上标注工件的预定抓取点30位置和第二定位位置70,视觉定位结构20以第二定位位置70为原点计算抓取点坐标;
45.在放置台40上设置第一定位位置60,当工件设置于放置台40上第一定位位置60和第二定位位置70重合;
46.计算工件在放置台40上的预定放料位置50坐标,以第一定位位置60为原点、以第一定位部41的延伸方向和第二定位部42的延伸方向为坐标轴建立坐标系,由工件放置于放置台40上时的抓取点坐标,分别沿两坐标轴朝向远离坐标轴的方向移动预定距离后的坐标点即为工件在放置台40上的预定放料位置50坐标;
47.其中,第一定位位置60为放置台40上的第一定位部41的延伸方向和第二定位部42的延伸方向的交点位置。
48.当工件放置于放置台40上时,通过放置台40上的第一定位位置60与图纸上的第二
定位位置70相重合,实现工件的准确定位,并且抓取点坐标是以第二定位位置70为原点进行计算的坐标值,第一定位位置60、第二定位位置70、抓取点位置的计算更加统一;通过将抓取点坐标朝向远离坐标轴的方向分别移动预定的距离,形成工件的放料位置,保证工件平稳的滑落至与第一定位部41和第二定位部42相接,并且,不同的工件抓取点坐标和放料位置坐标之间的距离相同,因此,对于不同的工件,当确定工件的抓取点之后即可自动计算出放料位置,自动化程度更高。
49.步骤s1:抓取机器人10携带视觉定位结构20移动至工件放置处,对工件进行拍照获得工件的初始位置;
50.其中,工件的初始位置为抓取点的初始位置坐标,视觉定位结构20计算抓取机器人10由初始位置坐标到放料位置坐标的移动路径。
51.步骤s2:抓取机器人10按照初始位置坐标抓取工件,并按照计算出的移动路径移动至抓取点位置与预定放料位置50相重合。
52.根据工件的形状和重心位置,在图纸上预先设置抓取点,视觉定位结构20自动计算抓取点的坐标,并按照抓取点坐标来抓取工件,实现自动化抓取。
53.步骤s3:抓取机器人10在预定放料位置50松开工件,工件沿着倾斜设置的放置台40滑动至与放置台40上的第一定位部41和第二定位部42相抵接,即可完成工件的二次定位。
54.利用视觉定位结构20抓取工件,以对工件的搬运进行初步定位,再将工件放置于放置台40上,利用放置台40上的第一定位部41和第二定位部42对工件进行二次定位,通过二次定位,消除视觉定位结构20的定位误差,搬运机器人在将工件从放置台40上取下进行加工时位置更加精确,保证加工的精度。
55.在本实施例中,抓取点的位置为根据该工件的形状、重心等特征得出,具体以抓取位置便于抓取,抓取后工件平稳等条件来进行确定。
56.在本实施例中,在计算预定放料位置50时,将抓取点坐标朝向远离坐标轴的方向分别移动预定的距离,该距离应该使工件在滑动至与第一定位部41和第二定位部42抵接时,不会产生较大的碰撞。
57.在本实施例中,预定抓取点30为标注于图纸上的直径3mm的特征圆,第二定位位置70为标注于图纸上的5mm特征圆。
58.实施例2
59.如图3和4所示的工件定位装置的一种具体实施方式,包括:抓取机器人10、视觉定位结构20和放置台40。视觉定位结构20设置于抓取机器人10上,用于识别定位工件的初始位置并计算抓取机器人10的移动路径。放置台40上设置有第一定位部41和第二定位部42,第一定位部41和第二定位部42呈夹角设置,放置台40倾斜设置。
60.通过设置视觉定位结构20对工件进行初步定位,再利用放置台40上的第一定位部41和第二定位部42进行二次定位,通过二次定位,消除视觉定位结构20的定位误差,搬运机器人在将工件从放置台40上取下进行加工时位置更加精确,保证加工的精度。
61.在本实施例中,如图3所示,抓取机器人10的端部设置有抓取夹具11,视觉定位结构20设置于抓取夹具11的上方。
62.在本实施例中,第一定位部41和第二定位部42相互垂直设置,第一定位位置60、第
二定位位置70、抓取点位置、放料位置的计算更加方便。
63.在本实施例中,如图4所示,第一定位部41和第二定位部42均为沿放置台40的边缘设置的定位板,定位板的内侧用于与工件相抵接,定位板的外侧均设置有加强筋。
64.如图4所示,放置台40的底面设置有支腿结构44,通过支腿结构44将放置台40设置于预定位置。
65.如图4所示,放置台40的上表面上设置有多个万向球43,且多个万向球43呈阵列设置。通过在放置台40上设置多个万向球43,减小了工件与放置台40之间的摩擦力,工件的滑动更加平稳,且减小对工件的摩擦损伤。
66.在本实施例中,视觉定位结构20为3d相机。
67.当然,视觉定位结构20还可以为其他具有视觉定位功能的设备,例如3d摄像机等。
68.实施例3
69.本实施例提供了坡口切割工作站的一种具体实施方式,包括上述的工件定位装置,还包括切割平台。抓取机器人10根据预定抓取点30将放置台40上的工件放置于切割平台上。将通过二次定位后的工件抓取放置于切割平台上进行切割加工,工件的加工更加精确。
70.综上所述,本实施例提供的工件定位方法,利用视觉定位结构抓取工件,以对工件的搬运进行初步定位,再将工件放置于放置台上,利用放置台上的第一定位部和第二定位部对工件进行二次定位,通过二次定位,消除视觉定位结构的定位误差,搬运机器人在将工件从放置台上取下进行加工时位置更加精确,保证加工的精度。
71.显然,上述实施例仅仅是为清楚地说明所作的举例,而并非对实施方式的限定。对于所属领域的普通技术人员来说,在上述说明的基础上还可以做出其它不同形式的变化或变动。这里无需也无法对所有的实施方式予以穷举。而由此所引伸出的显而易见的变化或变动仍处于本发明创造的保护范围之中。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1