多层嵌套X射线聚焦镜主动力控制装调装置
多层嵌套x射线聚焦镜主动力控制装调装置
技术领域
1.本发明属于x射线聚焦镜加工技术领域,具体涉及一种多层嵌套x射线聚焦镜主动力控制装调装置。
背景技术:
2.为研究观测黑洞、中子星等天体的高能辐射新现象,以美国为首的多个国家和地区的天文台和空间中心已向太空发射十余颗x射线天文卫星。1952年德国物理学家hans wolter设计满足阿贝正弦条件的掠入射的三种wolter型x射线聚焦望远镜,称为wolter i ii iii型聚焦望远镜。wolter
‑ⅰ
型x射线望远镜由抛物面内反射镜和双曲面内反射镜构成,其优点是可多层嵌套,有利于弱源观测,也是目前x射线望远镜最常见的一种类型。中国预计2026年发射的下一代旗舰级x射线天文卫星—增强型x射线时变与偏振探测(extp)空间天文台。extp计划配置4种有效载荷,其中能谱测量x射线聚焦望远镜阵列(spectroscopic focusing array,sfa)和偏振测量x射线聚焦望远镜阵列(polarimetry focusing array,pfa)分别由配置不同焦平面探测器的9组和4组焦距5.25m、口径500mm的聚焦望远镜阵列构成。为了增大望远镜有效测量面积,x射线聚焦望远镜均采用多层薄壁结构嵌套式设计,同时由于extp的主要载荷为13组,共计645片镜片,那么批量生产出超薄大尺寸高精度的镜片后集成装调成组就成为了关键的过程。因此,聚焦镜片的装调效率和精度是需要重点考虑的因素。
3.x射线聚焦镜片通过复制加工的方法制作而成,其复制加工主要的加工工艺流程包括模具化学镀镍磷合金、模具超精密加工、模具镀膜、电铸镍基体以及复制、装调、检测、装调是聚焦镜制造的关键环节之一,是保证聚焦镜片镜组精度的关键过程。聚焦望远镜镜片集成装调是卫星项目的极为关键的一个环节,为达到聚焦望远镜阵列指标要求的工作能区、收集面积以及角分辨率等要求,需要将#1
‑
45,长度600mm,直径大小不同,最大直径500mm的聚焦镜镜片装调在一起,而其中表面粗糙度要求为0.5nm,面形精度要求为0.2μm,最薄的镜片厚度仅为0.2mm,极易发生变形,这种技术指标是极难实现和完成的,因此对于装调工艺一致性及力控制都提出较高要求。传统的装调装置无法保证大批量装配工艺的一致性,效率低,无法满足多层嵌套装调的需求,同时极易造成大尺寸超薄镜片变形,无法保证装配精度。
技术实现要素:
4.本发明为了解决上述现有技术存在的不足,进而提供一种多层嵌套x射线聚焦镜主动力控制装调装置;用于保证大批量装配的一致性,确保大尺寸超薄镜片低变形的同时提高装调效率。
5.本发明所采取的技术方案是:多层嵌套x射线聚焦镜主动力控制装调装置,包括吊装盘组件、轮毂调节组件、光源组件、相机调节组件及支架;所述吊装盘组件、轮毂调节组件和光源组件从上到下依次安装在支架上,所述相机调节组件设置在吊装盘组件的正上方,
所述吊装盘组件用于将镜筒吊装在相机调节组件和轮毂调节组件之间,所述光源组件发出的平行光经轮毂调节组件筛选后,经镜筒反射后聚焦于相机调节组件的相机成像平面上,根据相机所形成的光斑位置调节镜筒或者轮毂调节组件的轮毂。
6.本发明与现有技术相比具有以下有益效果:
7.本发明避免了人为操作引入的不规范性,实现了装调的一致性和可靠性,保证了装配过程中镜片的低变形,节省人力,提高整体装调效率,实现快速装调,达到了降本增效的效果。
附图说明
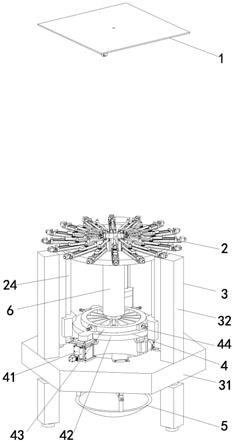
8.图1是本发明结构示意图;
9.图2是本发明主视图;
10.图3是本发明吊装盘组件结构示意图;
11.图4是本发明镜筒结构示意图;
12.图5是本发明吊装机构结构示意图一;
13.图6是本发明吊装机构结构示意图二;
14.图7是本发明轮毂安装台面结构示意图;
15.图8是本发明遮光光阑结构示意图;
16.图9是本发明光源组件结构示意图;
17.图10是本发明光源组件安装示意图;
18.图11是本发明相机调节组件结构示意图;
19.图12是本发明原理图;
20.其中:1、相机调节组件;2、吊装盘组件;3、支架;4、轮毂调节组件;5、光源组件;6、镜筒;11、相机;12、xyz三轴自动移动平台;21、吊装盘;221、丝杠驱动机构;222、滑块;223、刀口支撑部;224、力传感器;225、杠杆;226、配重块;227、音圈电机;228、微型压电位移平台;22、吊装机构;23、吊绳;24、垂直升降机构;41、垂直升降台;42、轮毂安装台面;43、轮毂;44、微调千分螺杆;441、固定支撑部;442、柔性支撑部;45、遮光光阑;451、弧形空隙;452、凹槽结构;51、抛物面镜;52、点光源;53、支柱;54、窄横梁;55、垂直移动台;61、吊装孔。
具体实施方式
21.参照图12所示,装调装置原理:装调过程中待装配的镜筒通过吊装盘组件吊装在蛛型轮毂上方。点光源发出的光经过抛物镜反射后形成平行光束。经过特定尺寸的光阑遮挡后,只有与待测镜筒尺寸吻合的光线能够进入轮毂装配体。该光束经镜筒反射后聚焦于置于上方5.25米的相机的成像平面上。系统首先测量参考镜的光斑位置,然后检测待测镜筒的焦前焦后光斑,比较两者并计算出角度和位置误差。然后调节轮毂装配体和新镜筒的相对的角度和位置,直到两者聚焦到同一点。相机的水平及垂直位置可以调节,以利于观察焦前和焦后的光斑形状。根据上端相机中的成像反馈自动精确调节镜片位置,完成调节后,用结构胶将镜片固定在轮毂的卡槽中。
22.存在两种调整方案,一种是以已安装到轮毂上的镜筒作为参考基准,通过镜片的吊装盘组件调节新镜片的角度和位置,直到新镜片的聚焦光斑出现在参考光斑上。另一种
方案是新镜片吊装平衡后,其作为参考镜片并且角度和位置不加以调节(因为镜筒角度调节可能会导致力的不均匀),而是对已安装的轮毂的角度位置进行调节,使其与待装镜片同轴。
23.本装调装置同时兼顾两种方案的运动需求,在实际操作中通过测试确定最佳装配方式。
24.参照图1至图10说明本装调装置,
25.多层嵌套x射线聚焦镜主动力控制装调装置,包括吊装盘组件2、轮毂调节组件4、光源组件5、相机调节组件1及支架3;所述吊装盘组件2、轮毂调节组件4和光源组件5从上到下依次安装在支架3上,所述相机调节组件1设置在吊装盘组件2的正上方,所述吊装盘组件2用于将镜筒6吊装在相机调节组件1和轮毂调节组件4之间,所述光源组件5发出的平行光经轮毂调节组件4筛选后,经镜筒6反射后聚焦于相机调节组件1的相机成像平面上,根据相机所形成的光斑位置调节镜筒6或者轮毂调节组件4的轮毂。
26.为消除应力,镜筒6采用多点16点悬吊,吊装盘组件2在每个悬挂点配有伸缩装置和力传感器224,轮毂调节组件4用来调节已安装镜筒6的角度和方位。光源组件5的抛物面镜51及点光源52用于产生大口径500mm的平行光束,点光源52的角度可以调节。相机调节组件1放置于高处,用于观察聚焦之后的光斑的位置和形状。考虑到高度的因素,相机调节组件1暂时与床身分开设计。
27.参照图1至图6,吊装盘组件2包括吊装盘21、多根吊绳23及多个吊装机构22,所述吊装盘21通过垂直升降机构24水平安装在支架3上端,所述多个吊装机构22环形均布安装在吊装盘21上表面上,且每个吊装机构22内端均伸出吊装盘21外,通过吊绳23拉动镜筒6。
28.在所述镜筒6圆周同一高度加工多个吊装孔61,吊装孔61数量优选为16个,直径优选为1mm,每根吊绳23均连接在对应的吊装孔61上,所述多根吊绳23均采用低蠕变的材料(如聚乙烯,碳纤维丝等)制成,
29.每根吊绳23采用挂钩或者夹子与镜筒6的吊装孔61连接。
30.相较于通过胶接固连的方案,挂钩的方式可以避免胶接处胶带蠕变和不容易取下的问题。图示4的挂钩结构为示意图,实际操作中这种半圆形的挂钩不容易确定径向位置,而径向位置对于力的方向控制很重要,因此需要可以采用微小型的夹子结构,保证力的作用点和方向是可控的。
31.用金刚石微铣刀加工吊装孔61,金刚石刀具锋利的切削刃(十几纳米)可以尽可能减小加工产生的应力。采用小的进给量可以降铣削力减小到零点几牛顿。每一个吊装孔61的直径选为1mm,加工过程中局部区域采用真空负压收集切屑,并最后采用粘性胶带去除可能的残留颗粒。需要保证每个孔的角度和孔的尺寸方位的准确。
32.每个点的主动力控制对于吊装的均衡性很重要。理想的要求是每个吊线上的力大小相等,并且力的方向垂直向上。两者只有在镜筒6重心在理想中心的情况下才能同时成立。如果由于镜筒6厚度不均匀等因素导致重心不在几何中心,当每个吊绳23上的力相等时,镜筒6的角度会有一些偏差。因此存在两种控制目标,一种是控制每根吊绳23上的力均匀,镜筒6的角度不为控制,通过轮毂43的角度控制与之匹配,这种情况下拉力的角度有偏差。另一种目标是控制每根吊绳23上的力或位置,使得镜筒6的角度竖直,即使力有一些不均匀。实际上到底哪一种偏差对镜筒6的形状的影响大,还需要理论仿真来分析。本装置的
设计中同时考虑到这两种目标需求。
33.吊装盘21上一共有16根吊绳23,每根吊绳23的结构相同。每个吊绳23的径向位置是通过电动滑台控制的,电动滑台采用紧凑型的丝杠驱动机构221,宽度仅为60mm,这样吊装盘21上可以有足够的空间放置16个滑台。滑台的运动范围为200mm,满足最大(250mm)和最小(70mm)镜筒6的半径位置调节。
34.吊装机构22由两种设计方案,一种是直接采用音圈电机227进行力控制,如图5所示,吊装机构22均包括丝杠驱动机构221、力传感器224、杠杆225、配重块226及音圈电机227;所述丝杠驱动机构221的滑块222内端增设刀口支撑部223,所述杠杆225的杆身由刀口支撑部223支撑,杠杆225内端安装有力传感器224,外端与音圈电机227相连,所述音圈电机227安装在丝杠驱动机构221的滑块222上,所述吊绳23上端与力传感器224连接,吊绳23上的力直接通过力传感器224测量,杠杆225的外端还配有配重块226。
35.吊绳23上的力直接通过力传感器224测量,音圈电机227的力通过杠杆225机构传递,两个力达到平衡,只要控制音圈电机227内的电流值,该力可以精确控制。当不同镜筒6的质量不同时,更换配重块226使得音圈电机227的负载更小,减少生热。音圈电机227是用来微调力的大小。
36.考虑到杠杆机构调节过程中可能的角度不同导致的吊绳23径向位置的微小偏移(尽管实际上该偏移很小,可能对拉力方向的影响可以忽略)各个吊绳23的初值长度应该控制的较为准确。另外一种方案是采用微型压电位移平台228来调节吊绳23的垂直位置,如图6所示,商品化的类似平台可以做到微小尺寸(30mm),其运行在步进的模式,最小的步距可以调节在1nm左右。力传感器224的布局同方案一,此时拉力的控制需要调节微型压电位移平台228的升降来实现,由于位置方向为竖直,吊绳23初始长度的均一性要求不高。另外,微型压电位移平台228自有的自锁能力有更好的安全性。
37.具体结构为:吊装机构22均包括丝杠驱动机构221、力传感器224及微型压电位移平台228;所述丝杠驱动机构221的滑块222内端增设刀口支撑部223,所述刀口支撑部223外端上安装有微型压电位移平台228,所述微型压电位移平台228上安装有力传感器224,所述吊绳23上端与力传感器224连接,吊绳23上的力直接通过力传感器224测量。
38.这两种方案都没有采用滑轮作为拉伸中的一个环节,这样避免了滑轮摩擦力的影响。无论哪种方案,力传感器224都是核心的元件。因此16个力传感器224的精度需要准确标定。由于镜筒6的尺寸和重量是预设的,因此可以在每个重量的工作点对每个力传感器224的灵敏度进行标定。
39.力的主动控制需要多通道的闭环控制系统。该系统的主要功能是读取拉力传感器224的实时拉力值,然后发出命令控制相应通道的音圈电机227或微型压电位移平台228的运动。因此需要一个16通道的控制系统。在16个通道中有一个通道作为参考,其余15个自由度跟随这根吊绳23上的拉力。
40.吊绳23径向位置的标定对于拉力的方向控制很重要。所有吊绳23应该处于与新镜筒6直径相同的同一个圆周上。但是每个丝杠驱动机构221之间的起始零点可能存在偏差。因此在确定丝杠驱动机构221零点时,先将所有丝杠驱动机构221移动到最内侧使得吊绳23尽可能聚集到吊装盘21的圆心,然后通过相机11拍摄16个力传感器224处的吊绳23的图像,通过图像处理的方式得到各个点的圆心偏差,然后作为丝杠驱动机构221运动的零点。每个
丝杠驱动机构221可以实现0.002mm的运动分辨率。
41.支架3包括底座31以及安装在底座31上下两端面的多个立柱32;所述底座31开设中心孔。
42.参照图1、图2、图7~图9所示,所述轮毂调节组件4包括轮毂安装台面42、轮毂43、遮光光阑45、三个垂直升降台41及多个微调千分螺杆44;所述支架3的底座31上设置三个垂直升降台41支撑在轮毂安装台面42的三个点,每个支撑点处设置为一个球铰接触,容许角度的变化,这样三个垂直升降台41可以实现轮毂43的垂直运动和绕两个方向的角度的调整。支撑点的跨距为763mm,选用的垂直升降台具有0.002mm的运动分辨率,则角度调节的分辨率为0.54角秒。每个升降台可以容许负载50kg,则总装配体的重量应在150kg以内,轮毂43通过环绕的多个微调千分螺杆44安装在轮毂安装台面42的中心孔上方,并由微调千分螺杆44进行水平方位的调节,调节的位移分辨率为50纳米,所述遮光光阑45通过支座同轴安装在轮毂43下方。
43.轮毂43、底座31开设中心孔、遮光光阑45三者同轴设置。
44.由于轮毂43的质量较重(预计100kg左右),单纯放置在轮毂安装台面42上之后重力导致的摩擦力不利于横向位置的微调。因此在每个微调千分螺杆44的驱动点上布置带有柔性的支撑机构,如图2所示,该机构可以承载垂直方向上较大的力并且保持水平方向上的柔性。
45.具体结构为:每个所述微调千分螺杆44的支撑座均由固定支撑部441和柔性支撑部442组成,所述固定支撑部441与柔性支撑部442竖直并排设置,固定支撑部441上端用于支撑螺杆,固定支撑部441下端与柔性支撑部442下端连接,柔性支撑部442上端支撑着轮毂43底面。
46.轮毂安装台面42的中心孔壁上开设有多个安装槽421,用于插装微调千分螺杆44,微调千分螺杆44的固定支撑部441与轮毂安装台面42固定连接。
47.有两种调节点的布局方案可以采用,一种是采用如图1、图2所示的四个调节点的对称布置,这种方法横向两个方向上的微调互不影响,更易于手动调节,但是理论上四个点支撑有一个点冗余,对这四个支撑点的精度要求较高。另外一种方案是采用三点径向调节,三个支撑点保证均匀接触,但是水平位置的调节需要同时移动三个微分头,不利于手动微调。
48.参照图8,遮光光阑45中部开设几个弧形空隙451,所述弧形空隙451按圆形轨迹排布,
49.支撑点的布局考虑到遮光光阑45的快速放入和取出问题。在轮毂安装台面42下方留有足够的空间容许手动将遮光光阑45放入。
50.镜筒6的安装顺序为从里向外,当轮毂43上已经安装有镜筒6并且需要安装下一个镜筒6时,需要通过外界吊车将装有新镜筒6的吊装盘21降下来。由于两个镜筒6之间只有2到3mm的间隔,加上天车的位置精度控制很差,容易将镜筒6内壁碰伤。因此采用垂直升降方式。安装新镜筒6时,三个垂直升降机构24上升足够的高度(700mm),吊装盘21通过天车被放置到三个支点上,每个垂直升降机构24上端的球面与吊装盘21的三个v型槽配合,保证径向的位置和自定心。此时由于新镜筒6悬于已安装镜筒6的上方,不存在磕碰的可能。然后垂直升降机构24降落下来,已有的定心精度可以保证镜筒6不接触。另外,这三个垂直升降机构
24自由度可以用来调节吊装盘21的角度。当16路吊装机构22调节力平衡并且锁定位置之后(位置模式),如果测量发现镜筒6并没有竖直向下,此时可以通过垂直升降机构24的高度进行整体的角度调整。
51.光源组件5拟采用抛物面镜51加点光源52的方式产生平行光束。如图9、图10所示,抛物面镜51通过三个支柱53支撑,点光源52经过窄横梁54放置于其中心,该窄横梁54的高度可调,同时点光源52处可以根据需要增加手动微调机构,使得点光源52位于镜子的焦点。三个垂直移动台55连接在三个支柱53上,在每个支柱53的两端有一定的柔性,这样通过三个垂直移动台55的移动可以对整个抛物面镜51和点光源52的角度进行微调。该角度控制可以根据不同的装调方案设计,可以跟随轮毂43的角度,也可以调节竖直后保持不动。
52.具体结构为:光源组件5包括抛物面镜51、点光源52、窄横梁54、三个支柱53及三个垂直移动台55;所述抛物面镜51通过三个支柱53安装在三个垂直移动台55上,所述三个垂直移动台55安装在底座31的中心孔上,所述抛物面镜51与镜筒6同轴设置,且位于遮光光阑45下方,所述点光源52与抛物面镜51同轴且朝向抛物面镜51设置,点光源52安装在窄横梁54上,所述窄横梁54通过其设有三个分支爪滑动套装在三个支柱53上并通过顶丝固定,每个所述支柱53采用铝制成,使其两端具有一定的柔性。
53.相机调节组件1为相机11和xyz三轴自动移动平台12组成,如图10所示,暂定安装位置为屋顶的某一位置。xyz三轴自动移动平台12可以控制相机11的位置来观察焦前焦后光斑的形状。如果受到空间限制,后续考虑通过光路折返的方式减小垂直高度要求。
54.相机11为ccd相机。
55.可以理解,本发明是通过一些实施例进行描述的,本领域技术人员知悉的,在不脱离本发明的精神和范围的情况下,可以对这些特征和实施例进行各种改变或等效替换。另外,在本发明的教导下,可以对这些特征和实施例进行修改以适应具体的情况及材料而不会脱离本发明的精神和范围。因此,本发明不受此处所公开的具体实施例的限制,所有落入本技术的权利要求范围内的实施例都属于本发明所保护的范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1