一种裁切设备用裁切单元及裁切设备的制作方法
1.本发明涉及裁切设备技术领域,特别涉及一种标签裁切设备。
背景技术:
2.在传统轮胎胎面的生产中,硫化电子标签是轮胎流转过程中身份信息的唯一标识,但是在随着智能制造概念的不断推进,在轮胎行业自动化水平不断提高的大环境下,轮胎用rfid(radio frequency identification,射频识别)电子标签即将被广泛应用。在rfid电子标签植入轮胎前需对电子标签进行前加工,例如,将rfid电子标签封装入特殊配方的胶料内部,当实现层合后,再对其料带的保鲜膜进行剥离,然后进行裁切抓取,和标签贴装等工作。
3.目前,在轮胎的生产过程中,为了实现对电子标签的裁切,公告号为cn208163829u的中国专利文献中公开了一种电子标签裁切设备,该设备通过对料带进行识别定位后,用裁切机构对料带中的单个芯片进行裁切,并将裁切后形成的单个电子标签输送至摆放位置。
4.该种方式一个动作循环只能完成单个标签的定位和裁切,对于在有大批量需求的场合,该种方式效率较低,难以满足要求。
5.因此,如何有效提升裁切效率,以满足产能需求,成为本领域技术人员亟需解决的技术问题。
技术实现要素:
6.有鉴于此,本发明的目的在于提供一种裁切设备用裁切单元,以有效提升标签裁切效率,满足标签的大批量需求。
7.本发明的另一目的在于提供一种裁切设备。
8.为实现上述目的,本发明提供如下技术方案:
9.一种裁切设备用裁切单元,包括:
10.导向装置;
11.裁切模组,所述裁切模组为两个,且均可滑动地设置于所述导向装置上,用于在裁切位置裁切料带上的待裁切件,并在放置位置释放裁切后的裁切件;
12.驱动装置,用于驱动所述裁切模组沿所述导向装置移动,以使得各个所述裁切模组在裁切位置和放置位置切换,所述放置位置为两个,且位于所述裁切位置的两侧,其中一个所述裁切模组位于所述放置位置时,另一个所述裁切模组位于所述裁切位置。
13.优选地,在上述裁切设备用裁切单元中,所述放置位置对称地设置于所述裁切位置的两侧;
14.两个所述裁切模组的相对位置固定,且两个所述裁切模组间的距离与所述裁切位置和所述放置位置的距离相等。
15.所述驱动装置为一个,且与其中一个所述裁切模组相连。
16.优选地,在上述裁切设备用裁切单元中,所述导向装置包括横移导轨和与所述横移导轨滑动配合的安装板,两个所述裁切模组均安装于所述安装板上。
17.可选地,在上述裁切设备用裁切单元中,所述驱动装置为两个,且分别与两个所述裁切模组一一对应连接。
18.可选地,在上述裁切设备用裁切单元中,所述导向装置包括横移导轨和与所述横移导轨滑动配合的安装板,两个所述裁切模组分别安装于与其对应的所述安装板上。
19.本发明还提供了一种裁切设备,包括裁切单元,其特征在于所述裁切单元具备以上技术效果的一项或者多项。
20.优选地,在上述裁切设备中,还包括:
21.视觉检测单元,用于检测所述料带上的待裁切件的位置;
22.控制单元,在所述视觉检测单元检测到所述料带上的待裁切件移动至所述裁切位置时,控制所述裁切位置处的所述裁切模组进行裁切。
23.优选地,在上述裁切设备中还包括收料单元,各个所述放置位置均对应有所述收料单元,所述收料单元包括:
24.收料板,设置于所述放置位置;
25.隔离膜,所述隔离膜的运动路径经过所述收料板,用于在所述收料板处承接并输送所述裁切模组释放的裁切件;
26.收料驱动装置,用于牵引所述隔离膜运动,以完成收料动作。
27.可选地,在上述裁切设备中,所述收料单元包括:
28.第一传感器,设置于所述收料板上,用于检测所述收料板处的所述隔离膜上是否有裁切件;
29.控制器,用于在所述收料板处的所述隔离膜上没有裁切件时,控制所述收料驱动装置停止牵引动作,在所述收料板处的所述隔离膜上具有裁切件时,控制所述收料驱动装置启动牵引动作。
30.优选地,在上述裁切设备中,所述收料单元包括:
31.第一传感器和第二传感器,均设置于所述收料板上,且均用于检测所述收料板处的所述隔离膜上是否有所述裁切件,所述第二传感器位于所述第一传感器的下游,所述第一传感器和第二传感器的检测范围距离为所述隔离膜上的裁切件的设计间距;
32.控制器,用于在所述第二传感器检测到裁切件时,控制所述收料驱动装置停止牵引动作,在所述第一传感器检测到裁切件时,控制所述收料驱动装置启动牵引动作。
33.优选地,在上述裁切设备中,还包括收料横移机构导轨,至少一个所述收料单元与所述收料横移导轨滑动配合。
34.优选地,在上述裁切设备中,所述收料单元还包括张紧轮,所述张紧轮为多个,用于张紧所述隔离膜。
35.优选地,在上述裁切设备中,所述张紧轮至少在所述收料板两侧各水平等高设置一个,以保证所述隔离膜与所述收料板上表面水平贴合。
36.从上述的技术方案可以看出,本发明提供的裁切设备用裁切单元,与现有技术的区别在于通过设置两个裁切模组,实现单个裁切循环输出两件待切件的目的。其中,两个裁切模组均可在裁切单元中的导向装置上滑动,并在滑动至裁切位置时对料带上的待裁切件
进行裁切,在滑动至放置位置时释放裁切后的裁切件。裁切单元使用的驱动装置可以驱动裁切模组的运动,并且使得两个裁切模组在运动过程中,其中一个位于放置位置时,另一个可以在裁切位置完成裁切动作。该裁切设备用裁切单元通过两个裁切模组的配合运动,实现单个循环内输出两件待裁切件的目的。
附图说明
37.为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
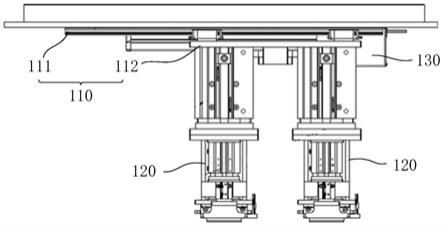
38.图1为本发明实施例提供的裁切单元的结构示意图;
39.图2为本发明实施例提供的裁切设备的整体结构示意图;
40.图3为本发明实施例提供的视觉检测及收料单元的结构示意图;
41.图4为本发明实施例提供的收料单元收料电机及收料轮毂示意图;
42.图5为本发明实施例提供的收料板及传感器的结构示意图。
43.其中,10为裁切单元,20为视觉检测单元,30为收料单元,40为输送单元,110为导向装置,111为横移导轨,112为安装板,120为裁切模组,130为驱动装置,301为收料板,302为隔离膜,303为张紧轮,304为收料驱动装置,305为收料轮毂,306为收料横移导轨,310为第一传感器,320为第二传感器。
具体实施方式
44.本发明的核心在于公开一种裁切设备用裁切单元,以有效提升标签裁切效率,满足标签生产的大批量需求。
45.本发明的另一核心在于公开一种具有上述裁切单元的裁切设备。
46.为了使本技术领域的人员更好地理解本发明方案,下面参照附图对本发明实施例进行说明。此外,下面所示的实施例不对权利要求所记载的发明内容起任何限定作用。另外,下面实施例所表示的构成的全部内容不限于作为权利要求所记载的发明的解决方案所必需的。
47.在现有的电子标签裁切设备领域中,裁切过程是使用裁切设备的裁切模组对电子标签料带进行裁切,以将料带上的电子标签通过裁切模组的裁切动作裁下,最后通过裁切模组对裁下的电子标签进行运输及顶出动作。在单个“定位—裁切—运输”的循环过程中,由于裁切和运输过程均需要裁切模组完成,因此在裁切模组运输时,则无法完成裁切动作,使得一个工作循环仅能输出一个成品电子标签,工作效率较低。
48.为了克服上述技术问题,发明人经过巧妙构思,设计出一裁切设备用裁切单元,以在裁切模组运输电子标签时,还可完成料带的裁切工作,无需等候运输电子标签的裁切模组返回,以提高工作效率。具体结构细节,请见下文具体实施的方式。
49.本发明实施例公开了一种裁切设备用裁切单元,该裁切单元不局限于仅用于裁切电子标签,任意需要将料带上的某部分裁下的产品,均适用于本裁切单元。
50.如图1所示,本发明实施公开的裁切设备用裁切单元包括导向装置110、裁切模组
120和驱动装置130。其中:
51.导向装置110用于限制裁切模组120的移动方向,使得裁切模组120按照导向装置110的既定方向往复移动,以完成裁切模组120在不同工作位置的切换。在本实施例中,导向装置110可以为现有技术中普遍采用的滑轨或滑槽,在这里导向装置110优选为滑轨。
52.裁切模组120为两个,且均可滑动地设置在导向装置110上,裁切模组120用于在裁切位置裁切料带上的待裁切件,并在放置位置释放裁切后的裁切件。裁切模组120需要在裁切位置和放置位置之间沿导向装置110往复移动,以完成在裁切位置对料带上的待裁切件进行裁切动作,并在放置位置将裁切后的裁切件释放。
53.需要说明的是,裁切模组120实现裁切及释放动作的结构与现有技术中的裁切模组结构相同,均使用仿形的中空腔体裁刀进行裁切,并在中空裁刀内部具有抓取及顶出机构,可以对裁切件进行运输及释放动作。
54.驱动装置130可驱动裁切模组120沿导向装置110移动,以使得各个裁切模组120在裁切位置和放置位置切换。放置位置为两个,且位于裁切位置的两侧,其中一个裁切模组120位于放置位置时,另一个裁切模组120位于裁切位置。两个裁切模组120分别对应一个放置位置,且共用一个裁切位置,其中一个裁切模组120在裁切位置裁切后,移动至与其对应的放置位置释放裁切件,在该裁切模组120离开裁切位置后,另一个裁切模组120移动至裁切位置进行裁切,裁切完成后,移动至与其对应的放置位置释放裁切件,如此往复。
55.需要说明的是,驱动装置130可以为伺服电机,也可以为步进电机,在这里优选驱动装置130为伺服电机。
56.本发明提供的裁切设备用裁切单元,与现有技术的区别在于通过设置两个裁切模组120,实现单个裁切循环输出两件裁切件的目的。其中,两个裁切模组120均可在裁切单元中的导向装置110上滑动,并在滑动至裁切位置时对料带上的待裁切件进行裁切,在滑动至放置位置时释放裁切后的裁切件。裁切单元120使用的驱动装置130可以驱动裁切模组120的运动,并且使得两个裁切模组120在运动过程中,其中一个位于放置位置时,另一个可以在裁切位置完成裁切动作。该裁切设备用裁切单元通过两个裁切模组120的配合运动,实现单个循环内输出两件待裁切件的目的。
57.为了仅使用一个驱动装置130完成两个裁切模组120的移动动作,在本发明的一个具体实施例中,裁切模组120进行标签放置的放置位置为两个,且对称地设置于裁切模组120进行裁切的裁切位置的两侧,并且两个裁切模组120的相对位置固定,两个裁切模组120之间的距离与裁切位置和放置位置的距离相等,以使得当一个裁切模组120处于放置位置时,另一个裁切模组恰好处于裁切位置。驱动装置130为一个,且与其中一个裁切模组120相连,由于两个裁切模组120相对位置固定,因此在驱动装置130驱动其中一个裁切模组120移动时,另一个裁切模组120做跟随同步移动。
58.为了方便理解该实施例中的裁切过程,本文按照位置的不同将两个裁切模组120分别命名为左侧裁切模组和右侧裁切模组,两个放置位置分别为左侧放置位置和右侧放置位置。其中,左侧裁切模组在裁切位置裁切后,向左移动至左侧放置位置释放裁切件,左侧裁切模组向左移动过程中,右侧裁切模组同步向左移动,由于裁切位置与任意一个放置位置的距离和两个裁切模组的间距相等,所以在左侧裁切模组向左移动至左侧放置位置时,右侧裁切模组恰好移动至裁切位置,并完成裁切工作。右侧裁切模组在裁切位置裁切后,向
右移动至右侧放置位置释放裁切件,右侧裁切模组向右移动过程中,左侧裁切模组同步向右移动,由于裁切位置与任意一个放置位置的距离和两个裁切模组的间距相等,所以在右侧裁切模组向右移动至右侧放置位置时,左侧裁切模组恰好移动至裁切位置,并完成裁切工作,完成一个工作循环。
59.进一步地,导向装置110包括横移导轨111和与横移导轨111滑动配合的安装板112,两个裁切模组120均安装于同一安装板112上,驱动装置130通过控制安装板112在横移导轨111上运动,带动两个裁切模组120同时运动至裁切位置及放置位置并进行裁切及放置动作。
60.需要说明的是,驱动装置130还可以为两个,且分别与两个裁切模组120一一对应连接,两个裁切模组120分别通过各自的驱动装置130驱动移动。
61.为了方便理解该实施例中的裁切过程,本文按照位置的不同将两个裁切模组120分别命名为左侧裁切模组和右侧裁切模组,两个放置位置分别为左侧放置位置和右侧放置位置,两个驱动装置分别命名为左侧驱动装置和右侧驱动装置。其中,左侧驱动装置带动左侧裁切模组在裁切位置裁切后,向左移动至左侧放置位置释放裁切件,左侧裁切模组向左移动过程中,右侧驱动装置带动右侧裁切模组向左移动,在左侧裁切模组向左移动至左侧放置位置时,右侧裁切模组移动至裁切位置,并完成裁切工作。右侧驱动装置带动右侧裁切模组在裁切位置裁切后,向右移动至右侧放置位置释放裁切件,右侧裁切模组向右移动过程中,左侧驱动装置带动左侧裁切模组向右移动,在右侧裁切模组向右移动至右侧放置位置时,左侧裁切模组移动至裁切位置,并完成裁切工作,完成一个工作循环。
62.进一步地,导向装置110包括横移导轨111和与横移导轨111滑动配合的安装板112,两个裁切模组120分别安装于与其对应的安装板112上,两个驱动装置130分别控制两个安装板112以带动两个裁切模组120交替出现在裁切位置和放置位置。
63.如图2和图3所示,本发明实施例还公开了一种具有上述实施例公开的裁切单元10的裁切设备。由于具有上述裁切单元10,因此兼具上述裁切单元10的所有技术效果,本文在此不再赘述。需要说明的是,本发明实施例公开的裁切设备可以包含一个裁切单元10,也可以包含多个。
64.另外,裁切设备还应当包括必要的输送单元40,用于对料带进行输送,输送单元40可与现有技术相同,即输送单元40可以是皮带,可以是链条,也可以是毛毡输送带。本技术的改进重点不在于输送单元40,因此本文不再详述。
65.为了进一步优化上述技术方案,本实施公开的裁切设备还包括视觉检测单元20和控制单元。
66.视觉检测单元20用于检测料带上待裁切件的位置。控制单元用于在视觉检测单元20检测到料带上的待裁切件移动至裁切位置时,控制裁切位置处的裁切模组120进行裁切,以增加裁切模组120对料带上的待裁切件的精准裁切,避免裁断待裁切件或者裁切到料带的其他位置等情况。
67.需要进一步说明的是,视觉检测单元20可以是涡流传感器,也可以是工业视觉相机,在这里优选视觉检测单元20为工业视觉相机。
68.如图3和图4所示,为了进一步优化上述技术方案,本实施公开的裁切设备还包括收料单元30,以对裁切后的裁切件进行收集。该收料单元包括:
69.收料板301,设置于放置位置;
70.隔离膜302,隔离膜302是一种pet透明膜,分正反面,其反面带有涂层且与橡胶标签不粘连,因此隔离膜302在运输标签并收料成卷时,标签不会反粘,且会一直保持在隔离膜302的正面。隔离膜302的运动路径经过收料板301,用于在收料板301处承接并输送裁切模组120释放的裁切件;
71.收料轮毂305,用于缠绕隔离膜302;
72.收料驱动装置304,用于牵引隔离膜302运动,以完成收料动作。
73.在上述技术方案中,收料板301设置在放置位置,并且上平面覆盖有收料用的隔离膜302,裁切模组120在放置位置释放裁切件,并在收料板301上施加力对裁切件进行压合,使得裁切件固定于隔离膜上。裁切模组120完成释放动作后,收料驱动装置304驱动收料轮毂305转动,收料轮毂305上缠绕收料后的隔离膜302,从而带动隔离膜302运动,完成收料动作。
74.为了避免放置位置的物料产生堆叠,本实施公开的裁切设备还包括第一传感器310和控制器。第一传感器310设置在收料板301上的裁切件放置位置,用于检测放置位置的隔离膜302上是否有裁切件。当第一传感器310检测到放置位置有裁切件,即已有一个裁切模组120在放置位置完成释放裁切件动作,此时控制器控制收料驱动装置304启动,牵引隔离膜302运动,带离放置位置的裁切件。
75.需要说明的是,此处的第一传感器310优选自反式传感器。
76.为了进一步优化上述方案,本实施公开的裁切设备还包括第一传感器310、第二传感器3320和控制器。第一传感器310和第二传感器320均设置于收料板301上,其中第一传感器310设置在收料板301上的裁切件放置位置,第二传感器320设置在第一传感器310下游。第一传感器310和第二传感器320均用于检测传感器对应检测位置是否有裁切件。控制器在第一传感器310检测到放置位置有裁切件时,控制收料驱动装置304启动,牵引隔离膜302运动,带离放置位置的裁切件,并在第二传感器320检测到裁切件时,控制收料驱动装置304停止牵引动作。待第一传感器310再次在放置位置检测到裁切件时,控制器再次控制收料驱动装置304启动,如此往复。该技术方案可以通过控制收料驱动装置304的启停来控制相邻两个裁切件的间距,相邻两个裁切件的间距即第一传感器310和第二传感器320的检测范围距离。
77.需要说明的是,此处的第一传感器310优选自反式传感器,第二传感器320优选对射式传感器。
78.如图3所示,为了进一步优化上述方案,本实施公开的裁切设备还包括收料横移导轨306,收料横移导轨306设置于收料单元30下方,并与收料单元30滑动配合,方便检修维护人员对裁切设备内部进行维护,如更换输送带和同步带等易损件,为设备维护提供足够空间。
79.需要说明的是,至少一个收料单元30下方设置有收料横移导轨306。
80.为了进一步优化上述方案,本实施公开的裁切设备还包括张紧轮303,张紧轮303设置多个,用于张紧隔离膜302保证隔离膜在受到牵引时可以顺利运动。
81.需要说明的是,张紧轮303至少在收料板301两侧各水平等高设置一个,以保证隔离膜302与收料板301上表面水平贴合。当裁切模组120在收料板301上放置位置释放裁切件
时,可以更好地将裁切件压合至隔离膜302上。
82.本发明的说明书和权利要求书及上述附图中的术语“第一”、“第二”、“左侧”和“右侧”等是用于区别不同的对象,而不是用于描述特定的顺序。此外术语“包括”和“具有”以及他们任何变形,意图在于覆盖不排他的包含。例如包含了一系列步骤或单元的过程、方法、系统、产品或设备没有设定于已列出的步骤或单元,而是可包括没有列出的步骤或单元。
83.对所公开的实施例的上述说明,使本领域专业技术人员能够实现或使用本发明。对这些实施例的多种修改对本领域的专业技术人员来说将是显而易见的,本文中所定义的一般原理可以在不脱离本发明的精神或范围的情况下,在其它实施例中实现。因此,本发明将不会被限制于本文所示的这些实施例,而是要符合与本文所公开的原理和新颖特点相一致的最宽的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1