一种模切废料处理装置的制作方法
1.本实用新型涉及一种模切废料处理装置。
背景技术:
2.模切过程中根据产品的不同形状、结构、特性等也有不同的方式来排除余料、废料,例如最为传统的人工排废料、增加拖底材料排废料等,但过程中效率低,不良率高,增加拖底材料导致成本增加等。
3.通常模切加工,也有将模具设计成落料方式,通常都是冲切一会,待落料槽内快堵满时停机,人工拿棍子将槽内的废料向外推,此种方式会造成平凡的停机,冲切效率不连续,产能受到影响。同时平凡刹车停机时和平凡启动时的节点会造成机台压力不稳导致模具冲切不断或过断,或跳距位移偏差超出正常公差外等等导致产品品质不良,同时这些细微的品质不良通常肉眼是很难识别,需要对更多节点上的产品进行破坏性自检,或在对应的检测设备上做更好的判别。这些过程中从而大大增加了不良风险、不良数量、浪费材料、浪费人力等,成本无形中增加。
技术实现要素:
4.为了解决上述技术问题,本实用新型的目的在于提供一种模切废料处理装置,具体通过落料模切机台配合连接有推出装置来实现废料的自动推出,且该推出装置上的支架各自设置有滑槽来实现其与模切机台相对位置的微调,增强灵活性。
5.本实用新型通过以下技术方案来实现:
6.一种模切废料处理装置,包括固定于模切机台上的支架,所述支架包括第一支架,所述第一支架上设置有第一滑槽,所述第一支架配合固定有第二支架,所述第二支架上设置有第二滑槽,所述支架还包括第三支架和第四支架,所述第三支架上设置有第三滑槽,所述第四支架上设置有第四滑槽,所述第三支架与第四支架固定,所述第二支架又与第三支架配合连接,所述第四支架还配合连接有气缸,所述气缸配合连接有机械手柄,所述气缸还配合连接有电控装置。
7.在本实用新型实施例中,所述第三支架和第四支架之间设置有第五支架。
8.在本实用新型实施例中,所述气缸通过螺丝和第四滑槽固定于第四支架的下方。
9.在本实用新型实施例中,所述螺丝为t型螺丝。
10.在本实用新型实施例中,所述模切机台包括落料区域,所述机械手柄的一端与气缸固定,所述机械手柄的另一端伸入落料区域。
11.在本实用新型实施例中,所述机械手柄的另一端伸进落料区域前端的10mm内。
12.在本实用新型实施例中,所述落料区域的后端设置有废料收集器,所述废料收集器的一端设置有吹气孔。
13.本实用新型的一种废料处理装置,具有如下有益效果:
14.1、通过支架来固定机械手柄,且机械手柄配合连接电控装置,实现废料的自动推
出,从而实现模切机台不停机,实现连续性,保证良品率。
15.2、支架上设置有各自相应的滑槽,方便支架与模切机台相对位置的调整,增强灵活性。
16.3、废料收集装置上设置有吹气孔,通过吹风作用实现废料的排出。
附图说明
17.为了更清楚地说明本实用新型的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本实用新型的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其它附图。
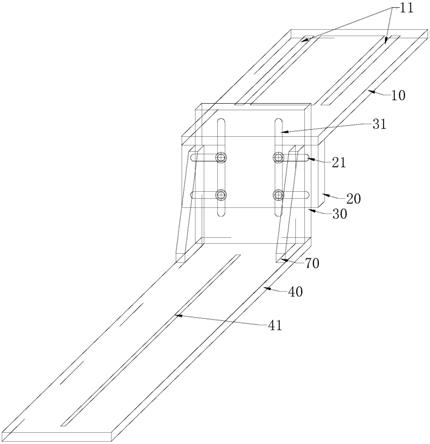
18.图1是本实用新型的示意图1。
19.图2是本实用新型的示意图2。
20.图中:10
‑
第一支架;11
‑
第一滑槽;20
‑
第二支架;21
‑
第二滑槽;30
‑
第三支架;31
‑
第三滑槽;40
‑
第四支架;41
‑
第四滑槽;50
‑
气缸;51
‑
螺丝孔;60
‑
机械手柄;70
‑
第五支架;80
‑
落料区域;90
‑
废料收集器;91
‑
吹气孔。
具体实施方式
21.下面将结合本实用新型实施例中的附图,对实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型的实施例,本领域普通技术人员在没有做出创造性劳动的前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
22.参考说明书附图,一种模切废料处理装置,包括固定于模切机台上的支架,所述支架包括第一支架10,所述第一支架10上设置有第一滑槽11,且所述第一滑槽11设置的个数为两个,依第一支架10中轴线对称设置,所述第一支架10配合固定有第二支架20,所述第二支架20上设置有第二滑槽21,所述第二滑槽21设置的个数也未两个,也依第二支架20中轴线对称设置,所述支架还包括第三支架30和第四支架40,所述第三支架30上设置有第三滑槽31,所述第三滑槽31的个数也为两个,依第三支架30中轴线对称设置,所述第四支架40上设置有第四滑槽41,所述第三支架30与第四支架40固定,所述第二支架20又与第三支架30配合连接,所述第一滑槽11设置的目的在于,将第一支架10安装于模切机台上时,能改变其与机台前、后的相对位置,保证其与模切机台模具安装位置一致。所述第二滑槽21和第四滑槽41设置的目的在于可调整支架与模切机台上、下、左、右之间的相对位置关系,所述第四支架40还配合连接有气缸50,所述气缸50配合连接有机械手柄60,具体为,所述气缸50的前端支杆上设置有螺丝孔51,所述机械手柄60带孔的一端通过螺丝与该螺丝孔配合,从而实现机械手柄60与气缸50的固定,所述第四滑槽41的设置目的在于能改变固定气缸的位置关系,使其与模具的安装位置一致,所述气缸50还配合连接有电控装置,所述电控装置包括无线循环时控开关、电磁气动阀以及电箱等,本实用新型通过上述结构的设计,实现了落料模切机台产生的废料在排出的过程中,无需再停止模切加工和人工进行手动排出的不便性,实现了自动化,保证冲切效率的连续,保证产品的良品率,大大降低了生产成本。
23.进一步的,所述第三支架30和第四支架40之间设置有第五支架70,所述第五支架
70呈梯形状,其通过焊接的方式与第三支架30和第四支架40实现固定,其作为加强肋来保证支架固定的稳定性。
24.进一步的,所述气缸50通过螺丝和第四滑槽41固定于第四支架40的下方,更为具体的,所述螺丝为t型螺丝。
25.进一步的,所述模切机台包括落料区域80,所述机械手柄60的一端与气缸50固定,所述机械手柄60的另一端伸入落料区域80。
26.进一步的,所述机械手柄60的另一端伸进落料区域80前端的10mm内。
27.进一步的,所述落料区域80的后端设置有废料收集器90,所述废料收集器90的一端设置有吹气孔91,被机械手柄60推入至废料收集器90内的废料,通过吹气孔91的风吹作用,从废料收集器90内排出收集。
28.在使用过程中,废料处理装置是基于模具设计为落料方式,模具固定在模切机台台面上,无论模切机台什么样的加工速度都适用。机械手柄60通过无限循环时控开关控制电磁气动阀和气缸工作对模具槽内废料进行自动推移,达到不停止模切机台无限自动工作,从而大副度提升加工产能,大大降低产品不良风险、减少不良数量,使得加工成本明显降低。具体为,首先,模切过程中空压机气源正常都是具备的,将气源用气管引到模切机台安装支架的侧面便于连接。然后通过支架上各自分支架的滑槽实现相对位置的改变来调整支架与模切机台之间的相互位置,使其保持一致性。继而,将无限循环时控开关电源连接到模切机台电箱内,其根据电压电流需求选择,目的是根据我们模具开槽容量随之冲切次数增加堆积的废料来判断并设置推移废料节点前的时间,让其无限循环的控制电磁气动阀和气缸工作。在气缸的选择上,需要根据模切机台的模具落料开槽深度选择气缸内轴的长度,才能使手柄将废料推移到模具开槽外掉到废料收集器具中。在气缸50的带动下,机械手柄60将落料区域80内的废料推入至废料收集器90内,然后在风吹的作用下排出收集。
29.上述说明示出并描述了本实用新型的优选实施例,如前所述,应当理解本实用新型并非局限于本文所披露的形式,不应看作是对其他实施例的排除,而可用于各种其他组合、修改和环境,并能够在本文所述实用新型构想范围内,通过上述教导或相关领域的技术或知识进行改动。而本领域人员所进行的改动和变化不脱离本实用新型的精神和范围,则都应在本实用新型所附权利要求的保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1