一种汽车配件固定夹具的制作方法
1.本实用新型涉及夹具领域,特别涉及一种汽车配件固定夹具。
背景技术:
2.汽车配件作为汽车整体的各个传动、控制、动力等部分的组成配件,汽车配件的质量对汽车的整体性能质量起着至关重要的作用。随着社会的发展与经济的发展,人们对汽车的需求越来越多,所以汽车配件的市场市场需求也越来越大。在对汽车配件加工的时候,通常采用的是人工定位,然后利用其它工具如钻床、铣床等进行加工,由于人为操作,往往会造成人为的误差,影响配件的质量,尤其是对于两端都需要加工的配件,需要重复定位,此时难以保证两端的定位精度与加工精度,造成误差累计,降低配件的质量。针对以上问题,本实用新型提供了一种汽车配件固定夹具。
技术实现要素:
3.针对上述技术问题,本实用新型提供一种汽车配件配件固定夹具,自动化对汽车配件进行固定夹紧,同时自动翻转加工端面,减少人为的误差,保证加工精度。
4.本实用新型采用的技术方案是:一种汽车配件固定夹具,包括底座、支撑台、升降机构、翻转机构、夹紧机构。所述的支撑台固定安装在底座上,所述的升降机构包括转杆、圆筒,所述的翻转机构包括支架、连接筒。
5.进一步的,所述的升降机构还包括伸缩电动缸、齿条、圆柱齿轮、轴支座、轴、主动圆锥齿轮、从动圆锥齿轮、丝杠、滑块a、滑块b,所述的伸缩电动缸一端固定安装在底座上,另一端固定安装有齿条,所述的轴支座有两个,固定安装在底座上,所述的轴转动安装在轴支座上,所述的圆柱齿轮固定安装在轴中间,并与齿条啮合,所述的轴两端分别固定安装有主动圆锥齿轮,所述的从动圆锥齿轮固定安装在丝杠上,与主动圆锥齿轮啮合,所述的滑块a、滑块b螺纹连接在丝杠上,所述的转杆下端转动安装在滑块a上。
6.进一步的,所述的滑块a与滑块b内部螺纹方向相反,所述的底座上设置有槽,所述的丝杠转动安装在槽上。
7.进一步的,所述的翻转机构还包括从动圆柱齿轮、中心轴、主动圆柱齿轮、电机、安装板,所述的安装板固定安装在连接筒之间,所述的安装板上设置有孔,所述的中心轴一端固定安装在连接筒上,另一端固定安装有中心轴,所述的电机固定安装在支架上,所述的主动圆柱齿轮的的中间轴转动安装在支架的中间孔上,并与电机的输出轴固定安装,所述的主动圆柱齿轮与从动圆柱齿轮啮合安装。
8.进一步的,所述的夹紧机构包括夹紧电机、丝杠座、夹紧丝杠、连接块、下固定盘、夹杆、旋转块、上固定盘,所述的夹紧电机固定安装在夹紧丝杠的一端,所述的丝杠座固定安装在安装板上,所述的夹紧丝杠转动安装在丝杠座上,所述的连接块转动安装在下固定盘上,所述的夹紧丝杠与连接块螺纹连接,所述的上固定盘固定安装在下固定盘的上方,所述的旋转块有多个,转动安装在下固定盘与上固定盘中间,所述的夹杆有多个,一端转动安
装在安装板上,另一端滑动安装在旋转块上,与旋转块一一对应。
9.进一步的,所述的旋转块有三个,圆周分布在下固定盘与上固定盘之间。
10.进一步的,所述的下固定盘下端转动安装在孔上,所述的下固定盘、上固定盘与孔的中心线重合。
11.本实用新型与现有技术相比的有益效果是:1本实用新型采用升降机构、翻转机构、夹紧机构完成对汽车配件的固定;2夹紧机构采用夹紧丝杠转动,带动夹杆转动自动化的将配件夹紧固定;3翻转机构利用齿轮配合将夹紧机构与配件翻转,进行加工,减少人工翻转以及重复定位,保证了配件配件的加工精度。
附图说明
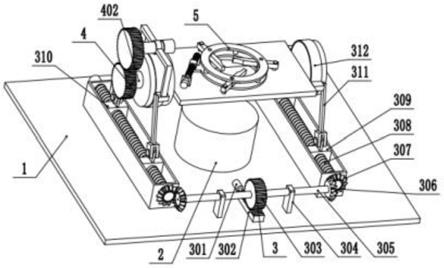
12.图1、图2为本实用新型整体结构示意图。
13.图3为安装板结构示意图。
14.图4为夹紧机构结构示意图。
具体实施方式
15.下面结合具体实施例对本实用新型作进一步描述,在此实用新型的示意性实施例以及说明用来解释本实用新型,但并不作为对本实用新型的限定。
16.实施例:如图1、图2、图3、图4所示的一种汽车配件固定夹具,包括底座1、支撑台2、升降机构3、翻转机构4、夹紧机构5。支撑台2固定安装在底座1上。
17.升降机构3包括转杆311、圆筒312。翻转机构4包括支架404、连接筒406。支架404固定安装在转杆311上,转杆311上端转动安装在圆筒312上,连接筒406转动安装在圆筒312上。
18.升降机构3还包括伸缩电动缸301、齿条302、圆柱齿轮303、轴支座304、轴305、主动圆锥齿轮306、从动圆锥齿轮307、丝杠308、滑块a309、滑块b310,伸缩电动缸301一端固定安装在底座1上,另一端固定安装有齿条302,轴支座304有两个,固定安装在底座1上,轴305转动安装在轴支座304上,圆柱齿轮303固定安装在轴305中间,并与齿条302啮合,轴305两端分别固定安装有主动圆锥齿轮306,从动圆锥齿轮307固定安装在丝杠308上,与主动圆锥齿轮306啮合,滑块a309、滑块b310螺纹连接在丝杠308上,转杆311下端转动安装在滑块a309上。使用时候,将汽车配件放置在支撑台2上,伸缩电动缸301伸出端伸出,推动齿条302向前滑动,并带动圆柱齿轮303转动,由于圆柱齿轮303固定安装在轴305上,所以轴305随着圆柱齿轮303一起转动,并使两端的主动圆锥齿轮306一起转动,此时与主动圆锥齿轮306啮合的从动圆锥齿轮307一起转动,由于从动圆锥齿轮307固定安装在丝杠308上,所以丝杠308一起转动,螺纹安装在丝杠308上的滑块a309、滑块b310由于内部螺纹方向相反,所以滑块a309和滑块b310向外移动,圆筒312高度下降,当夹紧机构5到达合适位置时候,伸缩电动缸301停止伸出。当需要将夹紧机构5向上推动时候,伸缩电动缸301输出端收缩即可。
19.滑块a309与滑块b310内部螺纹方向相反,底座1上设置有槽,丝杠308转动安装在槽上。
20.翻转机构4还包括从动圆柱齿轮401、中心轴402、主动圆柱齿轮403、电机405、安装板407,安装板407固定安装在连接筒406之间,安装板407上设置有孔4071,中心轴402一端
固定安装在连接筒406上,另一端固定安装有中心轴402,电机405固定安装在支架404上,主动圆柱齿轮403的的中间轴转动安装在支架404的中间孔上,并与电机405的输出轴固定安装,主动圆柱齿轮403与从动圆柱齿轮401啮合安装。当通过夹紧机构5夹持的汽车配件一端被加工完后,伸缩电动缸301输出端收缩,翻转机构4和夹紧机构5整体向上移动,到达一定高度后,伸缩电动缸301停止运动,电机405启动,带动主动圆柱齿轮403转动,与主动圆柱齿轮403啮合的从动圆柱齿轮401转动,由于中心轴402固定安装在从动圆柱齿轮401与连接筒406中间,所以连接筒406和安装板407一起随着中心轴402转动,使得安装板407翻转0伸缩电动缸3010度,将汽车配件另一端面翻转向上,进行加工。
21.夹紧机构5包括夹紧电机501、丝杠座502、夹紧丝杠503、连接块504、下固定盘505、夹杆506、旋转块507、上固定盘508,夹紧电机501固定安装在夹紧丝杠503的一端,丝杠座502固定安装在安装板407上,夹紧丝杠503转动安装在丝杠座502上,连接块504转动安装在下固定盘505上,夹紧丝杠503与连接块504螺纹连接,上固定盘508固定安装在下固定盘505的上方,旋转块507有多个,转动安装在下固定盘505与上固定盘508中间,夹杆506有多个,一端转动安装在安装板407上,另一端滑动安装在旋转块507上,与旋转块507一一对应。当夹紧机构5接近汽车配件且汽车配件一端伸入下固定盘505与上固定盘508中间时候,夹紧电机501启动,带动夹紧丝杠503转动,由于夹紧丝杠503与连接块504螺纹连接,所以通过连接块504推动下固定盘505转动,使得夹杆506随着旋转块507转动,此时夹杆506靠近下固定盘505圆心的一端将汽车配件夹紧,完成汽车配件的夹紧固定。
22.旋转块507有三个,圆周分布在下固定盘505与上固定盘508之间。下固定盘505下端转动安装在孔4071上,下固定盘505、上固定盘508与孔4071的中心线重合。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1