一种气动夹紧装置的制作方法
1.本实用新型涉及工件夹紧技术领域,更具体地涉及一种气动夹紧装置。
背景技术:
2.在机械零部件的生产和制造过程中,通常需要对工件进行夹紧以便对该工件进行比如装配之类的作业。
3.目前存在有一种如图1中示出的手动夹紧装置1a。参见图1,该夹紧装置1a包括固定地设置的分瓣夹头2a和与分瓣夹头2a螺纹配合的套筒3a,更具体地,如在图1中示出的,分瓣夹头2a的外周壁21a上设置有外螺纹,套筒3a的内周壁31a上设置有与分瓣夹头2a的外螺纹配合的内螺纹。当需要将工件p夹紧时,例如借助设置在套筒3a上的手柄32a使套筒3a沿着图1中示出的箭头aa1的方向转动,由于套筒3a与分瓣夹头2a之间的螺纹配合,套筒3a在转动的同时相对于分瓣夹头2a沿着图1中示出的箭头aa2的方向向下移动,而套筒3a的内锥面33a迫使分瓣夹头2a收拢从而将工件p夹紧。
4.在图1示出的夹紧装置1a中,由于需要通过手动操作使套筒3a转动来产生夹紧力,因此,操作者只能通过套筒3a的转动量来粗略判断分瓣夹头2a是否对工件p提供了所需的夹紧力。由此,可能会产生分瓣夹头2a没有对工件p提供足够夹紧力的情况,使得工件p与分瓣夹头2a之间可能产生打滑,从而导致工件p的磨损或导致无法正常完成工件p的装配作业;也可能会产生分瓣夹头2a对工件p提供的夹紧力过大的情况,当被夹紧工件p的材质的硬度较低时,会导致工件p受到损伤或完全报废。而且,在夹紧装置1a使用一段时间之后,其各部件会产生磨损或变形,使得在套筒3a的转动量一定的情况下分瓣夹头2a对工件p提供的夹紧力发生改变,而此时操作人员无法对套筒3a的转动量做出相应改变以使分瓣夹头2a对工件p提供期望的夹紧力。
技术实现要素:
5.为解决上述技术问题,本实用新型实施例期望提供一种气动夹紧装置,能够实现对待夹紧的工件提供符合实际需要并且可控大小的夹紧力,并且所提供的夹紧力的大小不会因装置的部件产生磨损或变形而发生改变。
6.本实用新型的技术方案是这样实现的:
7.本实用新型实施例提供了一种气动夹紧装置,所述气动夹紧装置包括:
8.套筒,所述套筒形成有由内锥面限定出的锥状空腔;
9.夹头,所述夹头具有至少两个瓣体,每个瓣体具有用于抵靠所述内锥面的抵靠部;
10.气动驱动机构,所述气动驱动机构包括气缸和活塞,所述气缸用于容纳加压气体,所述活塞用于在所述加压气体的作用下驱动所述套筒和所述夹头中的至少一者移动以使所述套筒和所述夹头之间产生第一相对运动,所述第一相对运动使每个瓣体的抵靠部抵靠着所述内锥面靠近所述锥状空腔的小直径部分并同时朝向所述锥状空腔的中心轴线移动,使得所述至少两个瓣体相对于所述中心轴线聚拢并对待夹紧工件产生大小取决于所述加
压气体的压力的夹紧力。
11.本实用新型实施例提供了一种气动夹紧装置:一方面容纳在气缸中的加压气体的压力是容易获知的并且容纳在气缸中的加压气体的压力也是容易控制的,另一方面气缸中的加压气体的压力与瓣体对工件的夹紧力之间能够建立由力的传递决定的更为直接的对应关系,因此能够实现对待夹紧的工件提供符合实际需要并且可控大小的夹紧力;而且只要加压气体的压力保持恒定,即使装置的部件产生磨损或变形,对工件提供的夹紧力的大小也不会发生改变,因此在装置的部件产生磨损或变形的情况下,不需要对气缸中的加压气体的压力与工件受到的夹紧力之间的对应关系做出调整。
附图说明
12.图1为现有技术中已知的一种手动夹紧装置的剖视示意图;
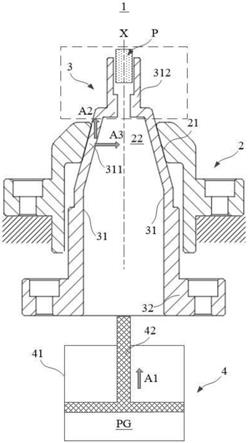
13.图2为本实用新型实施例提供的一种气动夹紧装置的剖视示意图;
14.图3为示出了根据本实用新型的套筒的内锥面的锥角的示意图;
15.图4示出了位于凹孔中的待夹紧工件的示例;
16.图5为根据本实用新型的夹头处于图1中的虚线方框范围内的部分的局部放大示意图。
具体实施方式
17.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述。
18.参见图2,本实用新型实施例提供了一种气动夹紧装置1,其特征在于,所述气动夹紧装置1可以包括:
19.套筒2,所述套筒2形成有由内锥面21限定出的锥状空腔22;
20.夹头3,所述夹头3具有至少两个瓣体31,其中图2中示例性地示出了夹头3具有两个瓣体31,每个瓣体31具有用于抵靠所述内锥面21的抵靠部311;
21.气动驱动机构4,所述气动驱动机构4包括气缸41和活塞42,所述气缸41用于容纳加压气体pg,所述活塞42用于在所述加压气体pg的作用下驱动所述套筒2和所述夹头3中的至少一者移动以使所述套筒2和所述夹头3之间产生第一相对运动,其中图2中示例性地具体示出了套筒2被固定地设置而夹头3被气动驱动机构4驱动进行移动,尽管在附图中未示出但可以理解的是,也可以使夹头3被固定地设置而套筒2被气动驱动机构4驱动进行移动,还可以使套筒2和夹头3两者都被气动驱动机构4驱动进行移动,所述第一相对运动使每个瓣体31的抵靠部311抵靠着所述内锥面21靠近所述锥状空腔22的小直径部分,为此,在图2中具体示出的情况下,活塞42沿着图2中示出的箭头a1的方向向上驱动夹头3,以使抵靠部311沿着图2中示出的箭头a2的方向向上移动,在夹头3被固定地设置而套筒2被气动驱动机构4驱动进行移动的情况下,可以向下驱动套筒2,以使锥状空腔22向下移动,在套筒2和夹头3两者都被气动驱动机构4驱动进行移动的情况下,可以向上驱动夹头3并且向下驱动套筒2,以使抵靠部311向上移动并且使锥状空腔22向下移动,无论上述哪种情况,都会使每个瓣体31的抵靠部311同时朝向所述锥状空腔22的中心轴线x移动,如在图2中通过箭头a3示出的,由此使得所述至少两个瓣体31相对于所述中心轴线x聚拢并对待夹紧工件p产生大小
取决于所述加压气体pg的压力的夹紧力。
22.本实用新型实施例提供了一种气动夹紧装置1:一方面,容纳在气缸41中的加压气体pg的压力是容易获知的,比如可以简单地利用压力计来测量,而且容纳在气缸41中的加压气体pg的压力也是容易控制的,比如可以将气缸41与加压气体源(附图中未示出)连通,当需要将气缸41中的加压气体pg的压力升高时,可以通过将加压气体源中存储的加压气体输送至气缸41中来实现,比如气缸41可以设置有排气口(附图中未示出),当需要将气缸41中的加压气体pg的压力降低时,将容纳在气缸41中的加压气体pg经由该排气口排出一部分即可;另一方面,气缸41中的加压气体pg将压力施加在活塞42上,活塞42相应地将推力施加在套筒2和/或夹头3上,致使瓣体31相应地将夹紧力施加在工件p上,因此气缸41中的加压气体pg的压力与瓣体31对工件p的夹紧力之间能够建立由力的传递决定的更为直接的对应关系。因此,能够实现对待夹紧的工件p提供符合实际需要并且可控大小的夹紧力。
23.而且,只要加压气体pg的压力保持恒定,即使装置1的部件产生磨损或变形,比如瓣体31因频繁夹紧工件产生磨损导致瓣体31之间的间距增大,对工件p提供的夹紧力的大小也不会发生改变,因此在装置1的部件产生磨损或变形的情况下,不需要对气缸41中的加压气体pg的压力与工件p受到的夹紧力之间的对应关系做出调整。
24.可以理解的是,气动夹紧装置1的夹头3能够以多种方式实现,比如夹头3的每个瓣体31可以设置成能够在抵靠部311朝向锥状空腔22的中心轴线x移动时整体朝向中心轴线x移动,但在本实用新型的优选实施例中,仍然参见图2,所述夹头3还可以具有基部32,所述至少两个瓣体31设置在所述基部32上,当所述抵靠部311朝向所述锥状空腔22的中心轴线x移动时,所述至少两个瓣体31发生绕所述基部32朝向所述中心轴线x偏转的弹性变形,使得当所述套筒2和所述夹头3之间发生每个瓣体31的抵靠部311远离所述锥状空腔22的小直径部分或者说靠近锥状空腔22的大直径部分的第二相对运动时,即在图2中具体示出的情况下,夹头3连同抵靠部311向下移动时,每个瓣体31的抵靠部311在所述弹性变形产生的弹性回复力的作用下自动抵靠着所述内锥面21背离所述中心轴线x移动,使得所述至少两个瓣体31相对于所述中心轴线x散开并将所述工件p松开。
25.为了适于夹头3的每个瓣体31发生弹性变形,在本实用新型的优选实施例中,所述夹头3可以由经过淬火的高锰钢制成。
26.在本实用新型的优选实施例中,参见图3并结合图2,所述内锥面21的锥角α可以设置成使得,当所述活塞42远离所述套筒2和所述夹头3中的所述至少一者时,即在图2中具体示出的情况下,活塞42向下移动远离夹头3时,所述套筒2和所述夹头3之间的所述第二相对运动在所述弹性变形产生的弹性回复力的作用下自动发生。这样,以图2中具体示出的情况为例,活塞42并不需要与夹头3固定地连接在一起,以便提供使夹头3向下移动进而使瓣体将工件松开的驱动力,由此能够节约动力成本。
27.可以理解的是,只要该锥角α足够大,便可以自动实现上述第二相对运动,或者说能够避免夹头3“自锁”在套筒2的锥状空腔22中,而如果该锥角α设置得太大的话,在所述至少两个瓣体31对工件p产生相同大小的夹紧力的情况下,需要气动驱动机构4为夹头3提供更大的向上推力,从而增大动力成本。因此,在本实用新型的优选实施方式中,所述内锥面21的锥角α可以设置为20
°
,使得在抵靠部311靠近锥状空腔22的小直径部分后,夹头3即能够提供足够大的夹紧力,又能够避免“自锁”在套筒2的锥状空腔22中。
28.尽管在附图中未示出,但在本实用新型的优选实施方式中,所述夹头3被固定地设置,所述活塞42驱动所述套筒2移动以使所述套筒2和所述夹头3之间产生所述第一相对运动。这样,结合图2容易理解的是,夹头3与工件p之间不会产生沿着中心轴线x的方向的相对运动,因此能够避免夹头3对工件p造成损伤。
29.对于待夹紧的工件p而言,该工件p可能会位于凹孔中。例如参见图4,其示出了待装配的部件10,在该部件10的装配过程中,首先需要将顶杆轴11从下至上插入到定铁芯12形成的凹孔h中,然后在顶杆轴11被夹紧的情况下将动铁芯13拧紧到顶杆轴11上。在该示例中,顶杆轴11即为本实用新型上述的待夹紧工件p。为了便于对上述示例中的顶杆轴11进行夹紧,在本实用新型的优选实施例中,仍然参见图2,每个瓣体31可以具有在所述锥状空腔22外部延伸的外延部分312,使得所述夹头3能够借助所述外延部分312对位于凹孔h中的工件p进行夹紧。
30.在本实用新型的优选实施例中,参见图5并结合图4,所述外延部分312成形为薄壁状,使得在所述工件p与所述凹孔h的内周壁之间的间隙较小的情况下所述夹头3也能够对所述工件p进行夹紧。
31.在本实用新型的优选实施例中,参见图5并结合图2,所述外延部分312具有适于夹紧圆柱状工件p的夹紧柱面3121。
32.在本实用新型的优选实施例中,参见图5并结合图2,所述外延部分312具有朝向所述锥状空腔22的中心轴线x凸出的定位台阶3122,以避免待夹紧的所述工件p落入所述定位台阶3122下方。
33.需要说明的是:本实用新型实施例所记载的技术方案之间,在不冲突的情况下,可以任意组合。
34.以上所述,仅为本实用新型的具体实施方式,但本实用新型的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本实用新型揭露的技术范围内,可轻易想到变化或替换,都应涵盖在本实用新型的保护范围之内。因此,本实用新型的保护范围应以所述权利要求的保护范围为准。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1