压销钉治具及印制电路板数控成型装置的制作方法
1.本实用新型涉及一种压销钉治具,特别地,涉及一种印制电路板的压销钉治具以及包括该压销钉治具的印制电路板数控成型装置。
背景技术:
2.现有印刷电路板在成品加工过程中:通常采取销钉定位方式,在产品图形选用定位孔,通过在数控锣机的台面上钻出相等的销钉孔,然后打好销钉,将印制板套在销钉上进行定位,但产品加工过程中印刷电路板的尺寸及精度主要取决于销钉的选用和打销钉是否不垂直(销钉打偏)。
3.在现有的生产工艺中,通常是采取用手拿住销钉,直接使用锤子将销钉打入定位孔,这种操作方式需凭借操作员的熟练程度,由于定位孔孔口位置相对销钉稍大,受人为因数的影响,经常出现打销钉时不垂直销钉打偏,会直接影响产品的尺寸与精度,导致品质不良报废等缺陷。
技术实现要素:
4.本实用新型的目的在于解决现有技术存在的上述不足中的至少一项。例如,本实用新型的目的之一在于提供一种防止销钉打偏的压销钉治具。
5.为了实现上述目的,本实用新型的一方面提供了一种压销钉治具,所述压销钉治具包括:产品固定座,所述产品固定座包括底座,所述底座上形成有销钉定位孔;防打偏板,放置在所述底座上,并且所述防打偏板上形成有多个辅助孔,所述辅助孔与所述销钉定位孔对应并供与其对应的销钉插入,每个辅助孔的直径比与其对应的销钉的直径大0.025~0.05mm;防打偏板驱动单元,用于驱动所述防打偏板靠近所述底座,从而使得所述防打偏板上的辅助孔与所述销钉定位孔对齐,或者驱动所述防打偏板远离所述底座;销钉压入机构,所述销钉压入机构包括销钉针膛和驱动组件,所述销钉针膛用于放置销钉并且沿垂直于所述底座的方向布置,所述驱动组件用于将所述销钉针膛中的销钉压入所述辅助孔和所述销钉定位孔中;以及水平移动单元,连接到所述销钉压入机构,用于驱动所述销钉压入机构在水平方向上前后左右移动。
6.可选择地,所述多个辅助孔的直径可以不同,并且沿第一方向按照直径从小到大依次设置,所述多个辅助孔的数量可以为8~10个。
7.可选择地,所述辅助孔的直径可以为2.5mm~3.3mm,所述多个辅助孔沿所述第一方向可以以每个孔的直径缩小0.1mm的方式分布。
8.可选择地,防打偏板可以为长条状,第一方向可以为所述防打偏板的长度方向,辅助孔的外边缘与防打偏板的宽度方向的外边缘之间的间距可以为1.5~2mm。
9.可选择地,压销钉治具还可以包括:手柄,手柄与防打偏板彼此平行,并手柄的前端通过连接部与所述防打偏板连接,连接部包括依次连接的第一部分和第二部分,其中,第一部分倾斜设置并且所述第一部分的第一端与所述手柄的前端连接,所述第一部分的第二
端与所述第二部分的第一端连接,第二部分沿水平方向设置并且与所述防打偏板连接,所述第一部分的第二端与所述多个辅助孔中第一个辅助孔的外边缘之间的距离为50~70mm,所述第一个辅助孔为所述多个辅助孔中与所述第一部分的第二端最接近的一个辅助孔。
10.可选择地,水平移动单元可以包括:支架;纵梁,设置在所述支架上,并且能够相对于所述支架在所述水平方向上沿前后方向移动;以及所述销钉压入机构设置在所述纵梁的下方并能够相对于所述纵梁在所述水平方向上沿左右方向移动。
11.可选择地,销钉定位孔的直径可以比销钉的直径小0.025~0.05mm。
12.可选择地,产品固定座还可以包括:限位件,所述限位件设置在所述底座上,所述限位件抵靠在产品上,用于限制产品在水平方向上前后左右移动。
13.可选择地,压销钉治具还可以包括设置在底座上的防护板。
14.本实用新型的另一方面提供了一种印制电路板数控成型装置,印制电路板数控成型装置包括如上所述的压销钉治具,其中,印制电路板数控成型装置包括数控锣机,所述数控锣机的台面板作为所述底座,所述台面板上形成有销钉定位孔。
15.与现有技术相比,本实用新型的有益效果包括:通过压销钉治具使得销钉垂直压在台面板上,进而提高印制电路板成型的精度及效率。
附图说明
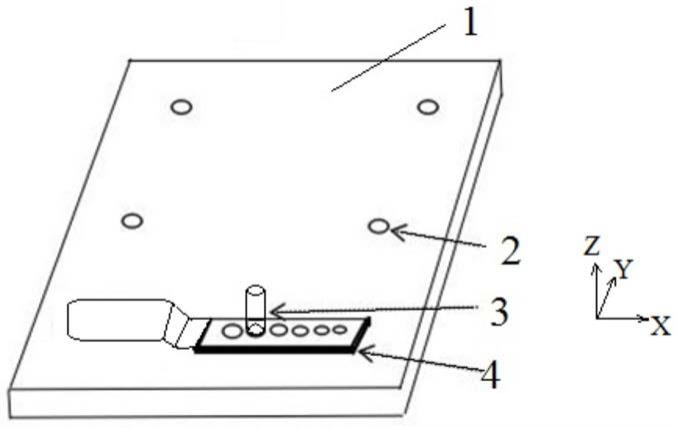
16.图1为本实用新型示例性实施例的压销钉治具的立体示意图;
17.图2示出了图1中的防打偏板的俯视图。
18.附图标记说明:
19.1、底座(台面板),2、销钉定位孔,3、销钉,4、防打偏板,5、辅助孔,6、手柄,7、连接部的第一部分,8、连接部的第二部分。
具体实施方式
20.在下文中,将结合附图和示例性实施例来详细说明本实用新型的压销钉治具及印制电路板数控成型装置。
21.在本技术的描述中,需要理解的是,术语“中心”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本技术和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本技术的限制。
22.术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括一个或者更多个该特征。在本发明的描述中,除非另有说明,“多个”的含义是两个或两个以上。
23.在本技术的描述中,需要说明的是,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以具体情况理解上述术语在本发明中的具体含义。
24.根据本实用新型一方面的示例性实施例提供了一种压销钉治具,如图1和图2中所
示,该压销钉治具包括产品固定座、防打偏板4、防打偏板驱动单元、销钉压入机构以及水平移动单元。产品固定座包括底座1,底座1上形成有销钉定位孔2。防打偏板4放置在底座1上,并且防打偏板4上形成有多个辅助孔5,辅助孔5与销钉定位孔2对应并供与其对应的销钉3插入,每个辅助孔5的直径比与其对应的销钉3的直径大0.025~0.05。防打偏板驱动单元用于驱动防打偏板4靠近底座1,从而使得防打偏板4上的辅助孔5与销钉定位孔2对齐,或者驱动防打偏板4远离底座1。销钉压入机构可以包括销钉针膛和驱动组件,销钉针膛用于放置销钉3并且沿垂直于底座1的方向(图1中所示的z方向)布置,驱动组件用于将销钉针膛中的销钉3压入辅助孔5和销钉定位孔2中。水平移动单元连接到销钉压入机构,用于驱动销钉压入机构在水平方向上(图1中所示的xy方向)前后左右移动。
25.根据本实用新型的实施例,在防打偏板4的辅助下,使其操作人员能快速、并且垂直的将销钉准确打到销钉定位孔2内,提高了电路印制板定位的精度,从而提升产品尺寸及成型的精度。
26.为了提高生产效率,并使得治具可长期使用,防打偏板4上可以形成多个直径不同的辅助孔5,例如,8~10个,并且沿第一方向按照直径从小到大依次设置,从而使得电路印制板成型时可以通过防打偏板4上不同直径的辅助孔5的选择,使得一个防打偏板4上能满足8~10种规格的销钉定位孔2。
27.如图2中所示,辅助孔5的直径可以为2.5mm~3.3mm,辅助孔的数量为8个,8个辅助孔沿第一方向以每个孔的直径缩小0.1mm的方式分布。另外,可以在每个辅助孔5的附近标注对应的识别数据,以便于操作时识别。
28.防打偏板4可以由3mm~4mm厚度的金属(例如,不锈钢材料)加工而成,以提高寿命,可以长期使用。防打偏板4可以为长条状,相比于底座1,防打偏板4的尺寸更小,只需要能够覆盖底座1上的一个或多个销钉定位孔2即可。第一方向可以为防打偏板4的长度方向(图2中所示的x方向),辅助孔5的外边缘与防打偏板4的宽度方向(图2中所示的y方向)的外边缘之间的间距d1可以为1.5~2mm。
29.在实施例中,压销钉治具还可以包括手柄6。手柄6与防打偏板4彼此平行,并且手柄6的前端通过连接部与防打偏板4连接。连接部可以包括依次连接的第一部分7和第二部分8。其中,第一部分7相对于防打偏板4倾斜设置并且第一部分7的第一端与手柄6的前端连接,第一部分7的第二端与第二部分8的第一端连接,第二部分8沿水平方向设置并且与防打偏板4连接,第一部分7的第二端与多个辅助孔中第一个辅助孔5的外边缘之间的距离d2可以为50~70mm,第一个辅助孔5为多个辅助孔中与第一部分7的第二端最接近的一个辅助孔。通过设置手柄6,可以便于防打偏板4的握持,操作时方便快捷,并且在敲打销钉3时更加安全,提高生产效率及提高安全可靠性。具体地,第一部分7的第二端与第一个辅助孔5的外边缘之间间隔50~70mm的距离,可以防止锤子敲打时伤手。防打偏板驱动单元可以通过操作人员手动操作实现,但本实用新型不限于此,还可以采用其它能够驱动防打偏板4移动的驱动机构来实现防打偏板4在竖直方向(图1中所示的z方向)的上下移动和水平方向上的前后(图1中所示的y方向)左右(图1中所示的x方向)移动。
30.在实施例中,销钉定位孔2可以比销钉3的直径小0.025~0.05mm。也就是说,要求销钉3直径需比底座1上所钻出的销钉定位孔2的直径大0.05mm,确保销钉3打入底座1时销钉3既能垂直也不会松动,从而避免制作中印制电路板摆动现象导致的加工偏移。
31.水平移动单元(未示出)可以包括支架和纵梁。纵梁设置在支架上,并且能够相对于支架在水平方向上沿前后方向移动。销钉压入机构设置在纵梁的下方并能够相对于纵梁在水平方向上沿左右方向移动。在本实用新型的实施例中,纵梁相对于支架在水平方向上沿前后方向移动以及销钉压入机构相对于纵梁在水平方向上沿左右方向移动可以通过例如滑轮组件、齿轮齿条组件、轨道组件等方式结合驱动组件(例如气缸、电机等)来实现。但本实用限行不限于此,销钉压入机构以及水平移动单元还可以通过操作人员利用敲打工具来手动实现。
32.产品固定座还可以包括限位件(未示出)。限位件设置在底座1上,限位件抵靠在产品上,用于限制产品在水平方向上前后左右移动。限位件可以为按照在底座上的限位块或限位条,多个限位块沿产品放置位置的周向设置,以使得产品放置在底座上之后,限位块抵靠在产品的外侧,从而防止产品晃动。
33.在实施例中,所针对的产品是印制电路板,印制电路板的数控成型装置包括数控锣机。数控锣机的台面板作为产品固定座的底座1,台面板上形成有销钉定位孔。为了保护台面板,避免压销钉或印制电路板成型时对台面板造成损害,还可以在台面板上放一张防护板,例如,中密度纸板,防护板上也形成有与销钉定位孔2对应的孔。在压销钉3时,防护板位于台面板1与防打偏板4之间。在印制电路板成型时,防护板位于台面板1与印制电路板之间。
34.以下,结合附图说明上述压销钉治具的制作和使用过程。
35.s1、制作防打偏板4:选用3mm~4mm厚度不锈钢材质的钢板加工形成防打偏板4,根据不同销钉规格钻出具有不同辅助孔直径的防打偏板4,每个防打偏板4可根据不同销钉直径制作出8个对应的辅助孔5,并在辅助孔5的边缘标注好相应的数据,便于操作时识别,辅助孔5的直径比销钉3的直径大0.025mm。
36.s2、产品成型前,通过数控锣机的主轴在台面板(木板)上钻孔,形成销钉定位孔2,销钉定位孔2的直径比销钉3的直径小0.05mm,防止销钉3松动影响印制电路板成型精度。
37.s3、选用销钉3和防打偏板4,通过防打偏板驱动单元将防打偏板4叠置在台面板1上,并使得防打偏板4上的辅助孔5与销钉定位孔2对齐,选好相对应的销钉3,并通过销钉压入机构将销钉3垂直的打入防打偏板4的辅助孔5和台面板1上钻出的销钉定位孔2内(如图1中所示)。
38.s4、将销钉打在数控机的台面板1上后,通过防打偏板驱动单元将防打偏板4移走,然后将相对应料号的印制电路板套在销钉上,进行产品加工。
39.本实用新型的另一方面提供了一种印制电路板数控成型装置,印制电路板数控成型装置包括如上所述的压销钉治具,其中,印制电路板数控成型装置包括数控锣机,数控锣机的台面板作为产品固定座的底座,台面板上形成有销钉定位孔。
40.根据本实用新型的压销钉治具,通过设置防打偏板以及销钉定位孔直径的设计,可以防止压销钉过程中销钉打偏,销钉垂直压在台面板上,使得印制电路板成型的精度及效率得到提升。
41.尽管上面已经通过结合示例性实施例描述了本实用新型,但是本领域技术人员应该清楚,在不脱离权利要求所限定的精神和范围的情况下,可对本实用新型的示例性实施例进行各种修改和改变。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1