一种汽车电池内外罩合成工装的制作方法
1.本实用新型涉及汽车配件生产设备技术领域,尤其涉及一种汽车电池内外罩合成工装。
背景技术:
2.汽车电池罩是保护蓄电池的部件,一般为单层护罩,有的汽车电池罩包括外罩、内罩两层护罩,两层护罩利用胶布固定于一体,具体粘接方式如下:电池内罩上设有耳状翻边,翻折后用胶布固定在电池外罩上。上述汽车电池内外罩的粘接方式对粘贴胶布有一定要求,粘贴位置必须准确,位置稍有偏移就会造成粘贴不牢得问题,人工粘贴较难控制。
技术实现要素:
3.本实用新型的目的在于针对已有的技术现状,提供一种汽车电池内外罩合成工装,用于加工电池内外罩组合,不仅能保证胶布粘贴位置准确无误,减少成品残次率,还能加快生产进程,提高加工效率。
4.为达到上述目的,本实用新型采用如下技术方案:
5.一种汽车电池内外罩合成工装,包括工装机架、底座、电机、电池罩治具以及定位机构;
6.所述底座为圆盘状,底座转动设置在工装机架的台面上,电机设置在工装机架中且其输出端与底座连接,从而驱动底座在工装机架的台面上转动;
7.所述电池罩治具为方形结构且其外轮廓与电池内外罩相匹配,电池罩治具固定在底座上,底座转动时,电池罩治具将随之转动;
8.所述定位机构为四组,四组定位机构均设置在底座上且每组定位机构分别对应布置在电池罩治具前、后、左、右四个侧面的外侧,将电池内外罩套设在电池罩治具上之后,通过定位机构将电池内外罩的每一侧面分别压紧在电池罩治具的每一侧面上;
9.所述定位机构包括驱动装置和压板,驱动装置固定在底座上,压板固定在驱动装置的输出端且其平行于对应电池罩治具的侧面、与底座之间具有间隙,压板上边沿与电池内罩上所设翻边对应处设有定位开口,定位开口与将电池内罩上所设翻边粘贴至电池外罩之上的胶布相匹配;
10.所述工装机架的台面上设有开关,通过开关向定位机构和电机人工施加控制指令,电池罩治具顶面前、后、左、右四个侧边与电池内罩上所设翻边对应处均设有第一红外检测模块,通过第一红外检测模块检测对应翻边是否粘贴,每一压板外侧位于定位开口下方均设有第二红外检测模块,通过第二红外检测模块检测对应翻边粘贴后是否起翘;
11.还包括主控模块,开关、第一红外检测模块、第二红外检测模块以及电机、驱动装置均与主控模块电性连接,主控模块整合开关、第一红外检测模块、第二红外检测模块的输入信号后,向电机、驱动装置发送动作指令。
12.进一步的,所述工装机架的台面上还设有声光报警装置,声光报警装置与主控模
块电性连接,主控模块整合开关、第一红外检测模块、第二红外检测模块的输入信号后,向声光报警装置发送动作指令,当加工工位对应第一红外检测模块检测到电池内罩的翻边未粘贴,若启动开关,声光报警装置发出警报,当任一第二红外检测模块检测出电池内罩的翻边粘贴后起翘时,若启动开关,声光报警装置发出警报。
13.进一步的,所述开关为双手控制开关,双手控制开关的两个控制单元分别布置在工装机架台面的左右两侧。
14.进一步的,所述驱动装置为气缸驱动装置。
15.进一步的,所述电池罩治具为内部中空的方形结构。
16.本实用新型的有益效果为:
17.相比于现有技术,其汽车电池内外罩合成工装采用开关、第一红外检测模块、第二红外检测模块配合为电机、驱动装置提供动作信号,电机根据动作信号转换电池罩治具的加工面,驱动装置根据动作信号夹紧或松开电池罩治具上的电池内外罩,同时,压板为粘贴翻边的胶布提供定位基准,不仅能保证胶布粘贴位置准确无误,减少成品残次率,还能加快生产进程,提高加工效率。
附图说明
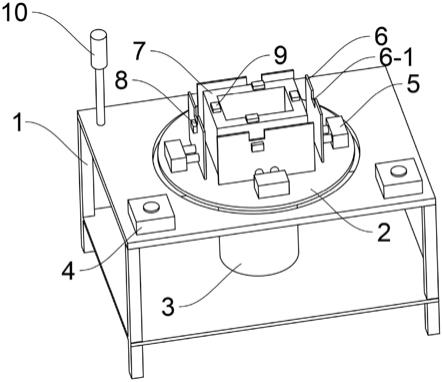
18.附图1为本实用新型电池内外罩合成工装的结构示意图(未放置电池内外罩);
19.附图2为本实用新型电池内外罩合成工装的结构示意图(放置电池内外罩且其四个翻边均未用胶布粘贴);
20.附图3为本实用新型电池内外罩合成工装的结构示意图(放置电池内外罩且其四个翻边均已用胶布粘贴)。
21.标注说明:1、工装机架,2、底座,3、电机,4、开关,5、驱动装置,6、压板,6
‑
1、定位开口,7、电池罩治具,8、第二红外检测模块,9、第一红外检测模块,10、声光报警装置。
具体实施方式
22.下面结合附图对本实用新型作进一步说明。
23.请参阅图1
‑
3所示,一种汽车电池内外罩合成工装,用于加工电池内外罩组合,包括工装机架1、底座2、电机3、电池罩治具7以及定位机构,底座2、电机3、电池罩治具7以及定位机构均依托工装机架1进行装配,形成工装。
24.所述底座2为圆盘状,底座2转动设置在工装机架1的台面上,电机3设置在工装机架1中且其输出端与底座2连接,从而驱动底座2在工装机架1的台面上转动。
25.所述电池罩治具7为方形结构且其外轮廓与电池内外罩相匹配,电池罩治具7固定在底座2上,底座2转动时,电池罩治具7将随之转动。作为优选的,所述电池罩治具7为内部中空的方形结构,中空设计不但节省制作材料,还利于电池罩治具7的安装,而且电池罩治具7的内腔还能用于容置各类线束或管束。
26.所述定位机构为四组,四组定位机构均设置在底座2上且每组定位机构分别对应布置在电池罩治具7前、后、左、右四个侧面的外侧,将电池内外罩套设在电池罩治具7上之后,通过定位机构将电池内外罩的每一侧面分别压紧在电池罩治具7的每一侧面上。
27.所述定位机构包括驱动装置5和压板6,驱动装置5固定在底座2上,压板6固定在驱
动装置5的输出端且其平行于对应电池罩治具7的侧面、与底座2之间具有间隙,压板6上边沿与电池内罩上所设翻边对应处设有定位开口6
‑
1,定位开口6
‑
1与将电池内罩上所设翻边粘贴至电池外罩之上的胶布相匹配。其中,所述驱动装置5为气缸驱动装置。
28.所述工装机架1的台面上设有开关4,通过开关4向定位机构和电机3人工施加控制指令,电池罩治具7顶面前、后、左、右四个侧边与电池内罩上所设翻边对应处均设有第一红外检测模块9,通过第一红外检测模块9检测对应翻边是否粘贴,每一压板6外侧位于定位开口6
‑
1下方均设有第二红外检测模块8,通过第二红外检测模块8检测对应翻边粘贴后是否起翘。作为优选的,所述开关4为双手控制开关,双手控制开关的两个控制单元分别布置在工装机架1台面的左右两侧,采用双手控制开关后,能极大程度减少误触,提高生产安全系数。
29.还包括主控模块,开关4、第一红外检测模块9、第二红外检测模块8以及电机3、驱动装置5均与主控模块电性连接,主控模块整合开关4、第一红外检测模块9、第二红外检测模块8的输入信号后,向电机3、驱动装置5发送动作指令。主控模块中的控制逻辑需要编程预设,该技术在智能制造领域较为常见,此处不再赘述。
30.具体的,工装机架1前侧为加工工位,定义y为第一红外检测模块9、第二红外检测模块8检测到翻边,n为第一红外检测模块9、第二红外检测模块8未检测到翻边,主控模块中预设逻辑如下:
31.将电池内外罩套设在电池罩治具7上时,四个第一红外检测模块9均检测到翻边,即四个第一红外检测模块9的检测信号由“nnnn”转换为“yyyy”,若此时按下开关4,电机3将不动作,四组定位机构将电池内外罩的每一侧面分别压紧在电池罩治具7的每一侧面上;
32.操作员将电池内罩与加工工位对应一侧的翻边用胶布粘贴在电池外罩上,粘贴胶布时,通过定位开口6
‑
1限位,完成后,仅三个第一红外检测模块9均检测到翻边,即四个第一红外检测模块9的检测信号由“yyyy”转换为“yyyn”,若此时按下开关4,四组定位机构将不动作,电机3带动底座2顺时针旋转90
°°
;
33.操作员将电池内罩与加工工位对应一侧的翻边用胶布粘贴在电池外罩上,完成后,仅两个第一红外检测模块9均检测到翻边,即四个第一红外检测模块9的检测信号由“yyyn”转换为“yynn”,若此时按下开关4,四组定位机构将不动作,电机3带动底座2顺时针旋转90
°°
;
34.操作员将电池内罩与加工工位对应一侧的翻边用胶布粘贴在电池外罩上,完成后,仅一个第一红外检测模块9均检测到翻边,即四个第一红外检测模块9的检测信号由“yynn”转换为“ynnn”,若此时按下开关4,四组定位机构将不动作,电机3带动底座2顺时针旋转90
°°
;
35.操作员将电池内罩与加工工位对应一侧的翻边用胶布粘贴在电池外罩上,完成后,四个第一红外检测模块9均未检测到翻边,即四个第一红外检测模块9的检测信号由“ynnn”转换为“nnnn”,若此时按下开关4,电机3将不动作,四组定位机构将电池内外罩的每一侧面松开,加工完成,取下产品。
36.在上述预设逻辑中,当加工工位对应第一红外检测模块9检测到电池内罩的翻边未粘贴,若此时启动开关4,电机3不动作,提示漏粘;当其一第一红外检测模块9检测到翻边粘接完成,但与该第一红外检测模块9同侧的第二红外检测模块8检测到翻边起翘,若此时
按下开关4,电机3不动作,四组定位机构也不动作,提示翻边起翘。
37.作为其中一个实施例,所述工装机架1的台面上还设有声光报警装置10,声光报警装置10与主控模块电性连接,主控模块整合开关4、第一红外检测模块9、第二红外检测模块8的输入信号后,向声光报警装置10发送动作指令。当加工工位对应第一红外检测模块9检测到电池内罩的翻边未粘贴,若启动开关4,声光报警装置10发出警报,当任一第二红外检测模块8检测出电池内罩的翻边粘贴后起翘时,若启动开关4,声光报警装置10发出警报。
38.本实用新型采用开关4、第一红外检测模块9、第二红外检测模块8配合为电机3、驱动装置5提供动作信号,电机3根据动作信号转换电池罩治具7的加工面,驱动装置5根据动作信号夹紧或松开电池罩治具7上的电池内外罩,同时,压板6为粘贴翻边的胶布提供定位基准,不仅能保证胶布粘贴位置准确无误,减少成品残次率,还能加快生产进程,提高加工效率。
39.当然,以上仅为本实用新型较佳实施方式,并非以此限定本实用新型的使用范围,故,凡是在本实用新型原理上做等效改变均应包含在本实用新型的保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1