吸嘴治具的制作方法
1.本技术涉及机械零件加工技术领域,尤其涉及一种吸嘴治具。
背景技术:
2.目前在摄像头产品生产线上,将音圈马达(voice coil motor)组装至电路板(printed circuit board)时,通过吸嘴吸取音圈马达时,如果出现吸嘴真空孔位吸偏至音圈马达表面镂空处时,会导致音圈马达内部真空,出现密封空洞,甚至出现将胶体吸附到vcm的玻璃上,影响产品质量。
技术实现要素:
3.有鉴于此,有必要提供一种吸嘴治具,以解决上述问题。
4.本技术的实施例提供一种吸嘴治具,用于吸附产品,包括吸嘴本体和吸头,所述吸嘴本体设有气道,所述吸头包括安装部和吸附部,所述安装部与所述吸嘴本体连接,且所述安装部设有真空孔;所述吸附部与所述安装部连接,且所述吸附部设有吸附孔和排气槽,所述吸附孔、所述真空孔以及所述气道连通,用于吸附产品,所述排气槽开设在所述吸附部边沿,用于排气。
5.进一步地,在本技术的一些实施例中,所述吸附部向内凹陷形成一凹槽,所述凹槽用于容置待吸附产品的凸出部位。
6.进一步地,在本技术的一些实施例中,所述排气槽与所述凹槽在同一平面上。
7.进一步地,在本技术的一些实施例中,所述排气槽与所述凹槽在不同平面上,所述排气槽与所述凹槽形成阶梯状。
8.进一步地,在本技术的一些实施例中,所述吸嘴本体还包括连接部,所述连接部用于与抽真空设备连接。
9.进一步地,在本技术的一些实施例中,所述真空孔与所述气道的轴线在一条直线上。
10.进一步地,在本技术的一些实施例中,所述吸附部远离所述安装部的一端的四角处分别设有所述吸附孔。
11.进一步地,在本技术的一些实施例中,所述吸附部的四边分别设有所述排气槽。
12.进一步地,在本技术的一些实施例中,所述安装部与所述吸附部一体设置。
13.进一步地,在本技术的一些实施例中,所述安装部上设有螺纹或磁铁,通过螺纹或磁铁与抽真空设备紧密连接。
14.上述吸嘴治具中,通过设置吸附孔以吸附产品,且在吸附部上设置排气槽,防止吸附部与产品形成真空,对产品产生损坏,提高了产品质量。
附图说明
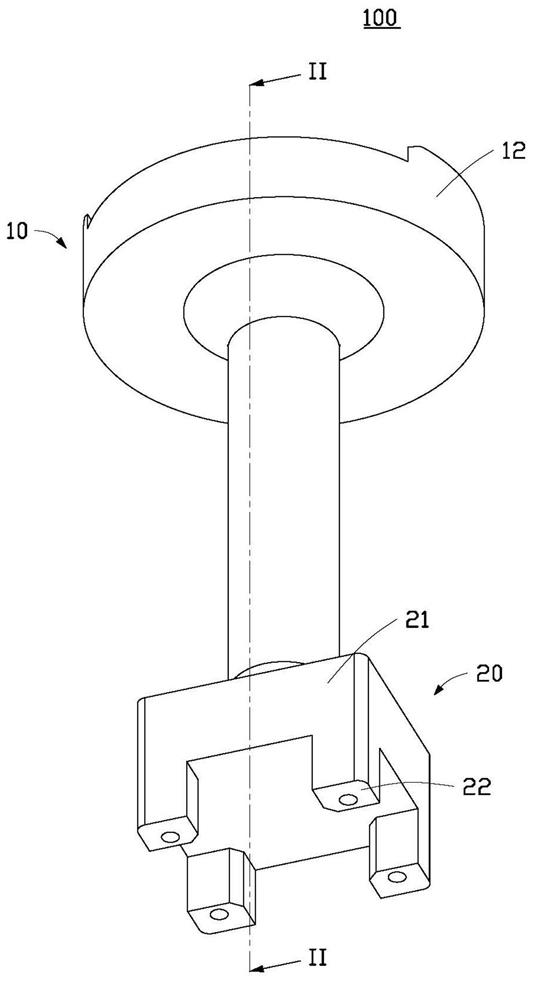
15.图1为本技术一实施例中的吸嘴治具的结构示意图。
16.图2为本技术一实施例中的吸嘴治具的剖面图。
17.图3为本技术一实施例中的吸嘴治具的另一视角的结构示意图。
18.图4为本技术另一实施例中的吸嘴治具的结构示意图。
19.主要元件符号说明
20.吸嘴治具100吸嘴本体10气道11连接部12吸头20安装部21真空孔211吸附部22凹槽221排气槽222吸附孔223
21.如下具体实施方式将结合上述附图进一步说明本技术。
具体实施方式
22.下面将结合本技术实施例中的附图,对本技术实施例中的技术方案进行描述,显然,所描述的实施例仅是本技术一部分实施例,而不是全部的实施例。
23.需要说明的是,当组件被称为“装设于”另一个组件,它可以直接在另一个组件上或者也可以存在居中的组件。当一个组件被认为是“设置于”另一个组件,它可以是直接设置在另一个组件上或者可能同时存在居中组件。
24.除非另有定义,本文所使用的所有的技术和科学术语与属于本技术的技术领域的技术人员通常理解的含义相同。本文中在本技术的说明书中所使用的术语只是为了描述具体地实施例的目的,不是旨在于限制本技术。本文所使用的术语“或/及”包括一个或多个相关的所列项目的任意的和所有的组合。
25.本技术的实施例提供一种吸嘴治具,用于吸附产品,包括吸嘴本体和吸头,所述吸嘴本体设有气道,所述吸头包括安装部和吸附部,所述安装部与所述吸嘴本体连接,且所述安装部设有真空孔;所述吸附部与所述安装部连接,且所述吸附部设有吸附孔和排气槽,所述吸附孔、所述真空孔以及所述气道连通,用于吸附产品,所述排气槽开设在所述吸附部边沿,用于排气。
26.上述吸嘴治具中,通过设置吸附孔以吸附产品,且在吸附部上设置排气槽,防止吸附部与产品形成真空,对产品产生损坏,提高了产品质量。
27.下面结合附图,对本技术的一些实施例作详细说明。
28.请参阅图1,吸嘴治具100包括吸嘴本体10和与吸嘴本体10连接的吸头20。其中,吸嘴本体10用于与抽真空设备连接,吸头20用于与产品接触,以吸附产品。
29.在一实施例中,吸嘴本体10与吸头20均采用不锈钢材料制成,吸附效果好,不易变形。
30.可以理解的是,吸嘴本体10和吸头20还可采用其他材料制成,具体根据吸附产品进行设计,在此不做限制。在一实施方式中,吸头20与吸嘴本体10一体设置。
31.在一实施例中,吸嘴治具100用于吸附镜头。
32.请一并参阅图2和图3,吸嘴本体10内设有气道11,气道11贯穿吸嘴本体10设置,用于气流通过。在一实施例中,气道11数量为一个,且大体设置在吸嘴本体10的中心轴线上。
33.可以理解的是,气道11的数量可以为两个、三个或其他数量,只需满足气流通过即可,在此不做限制。
34.吸嘴本体10还包括连接部12,连接部12用于与抽真空设备连接。在一实施方式中,连接部12上设有内螺纹(图中未示出),通过内螺纹与外部抽真空设备紧密连接。
35.在另一实施方式中,连接部12上设有磁铁(图中未示出),通过磁铁与外部抽真空设备磁性连接,以实现紧密连接。
36.吸头20包括安装部21和吸附部22,安装部21与吸嘴本体10连接,吸附部22设置在安装部21背离吸嘴本体10一端。吸附部22用于吸附产品。在一实施方式中,安装部21与吸附部22一体设置,且安装部21垂直于吸嘴本体10轴线的横截面为正方形。在其他实施例中,安装部21和吸附部22横截面为圆形、椭圆形或其他形状,具体根据吸附产品的形状进行设计。
37.安装部21与吸嘴本体10连接的端面开设有真空孔(图中未示出),且真空孔与气道11连通,以便于气流通过。在一实施例中,真空孔与气道11轴线在一条直线上,使得气流可以迅速通过。
38.吸附部22向内凹陷形成一凹槽221,凹槽221用于容置待吸附产品凸出部位,防止吸附部22与产品摩擦,对产品造成损坏。在一实施例中,凹槽221横截面大体为圆形。
39.吸附部22还设有排气槽222,排气槽222设置在吸附部22边沿,用于排气,防止在吸附产品时,吸附部22与产品形成真空,对产品质量造成影响。排气槽222数量可以为一个、二个、三个或其他数量。在一实施例中,排气槽222数量为四个,分别开设在吸附部22的四边。且排气槽222与凹槽221连通,排气槽222与凹槽221在同一平面上。
40.在其他实施例中,排气槽222与凹槽221在不同平面上,排气槽222与凹槽221形成阶梯状。
41.吸附部22上还设有若干吸附孔223,若干吸附孔223与真空孔连通,以便气流通过,从而吸附产品。在一实施例中,吸附孔223数量为四个,分别设置在吸附部22远离安装部21的一端的四角处。在吸附时,若干吸附孔223分别与待吸附产品的四角相抵接。
42.在一实施例中,吸附部22横截面大体呈长方型。
43.请参阅图4,在其他实施例中,吸附部22横截面大体呈“l”型,此处不作限制,可以根据具体使用时进行设计。
44.吸嘴治具100在使用时,将吸附部22抵接待吸附产品,凹槽221用于容置部分产品。开启外部抽真空设备,气流通过吸附孔223、真空孔以及气道11,通过吸附孔223、真空孔以及气道11形成真空,以吸附产品。
45.上述吸嘴治具100中,通过设置吸附孔223,以吸附产品,且在吸附部22上设置排气槽222,防止吸附部22与产品形成真空,对产品产生损坏,提高了产品质量。
46.本技术领域的普通技术人员应当认识到,以上的实施例仅是用来说明本技术,而并非用作为对本技术的限定,只要在本技术的实质精神范围内,对以上实施例所作的适当
改变和变化都落在本技术公开的范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1