海绵包装的切边收卷机构的制作方法
1.本技术涉及包装海绵生产的领域,尤其是涉及一种海绵包装的切边收卷机构。
背景技术:
2.海绵是一种多孔材料,质软,具有良好的吸水性、保温性、隔热性、吸音性以及减震性,广泛的应用于包装领域。在生产的过程中,需要在包装海绵的表面贴上一层薄膜,既便于收集成段的海绵,同时又能使蓬松的海绵定型。
3.一种包装海绵,如图1所示,包括本体9,本体9的两侧呈锯齿状。这种包装海绵的加工通常是先经过切割刀切割出本体9锯齿状的边缘,再将切边完成的海绵收卷起来。
4.针对上述中的相关技术,发明人认为存在有如下缺陷:包装海绵切边完成后无法同步收卷,需要后续人工收卷或者再使用专门的收卷装置,效率低。
技术实现要素:
5.为了提高效率,本技术提供一种海绵包装的切边收卷机构。
6.本技术提供的一种海绵包装的切边收卷机构采用如下的技术方案:
7.一种海绵包装的切边收卷机构,包括收卷架,还包括连接在收卷架上的收卷装置和切边装置,所述收卷装置包括转动连接在收卷架上的收卷辊和输送辊、连接在收卷架上的驱动组件,所述收卷辊和输送辊平行且侧壁相贴,所述驱动组件用于驱使输送辊转动,所述切边装置包括沿收卷辊长度方向滑动连接在收卷架上的切边刀、连接在收卷架上的驱动源,所述切边刀位于输送辊下方,所述驱动源用于驱使切边刀滑动。
8.通过采用上述技术方案,将海绵从输送辊下方绕到收卷辊上方,将海绵夹在输送辊和收卷辊之间,驱动组件控制输送辊旋转,输送辊和收卷辊配合,将海绵收卷在收卷辊上;收卷过程中,驱动源驱使切边刀沿输送辊的长度方向移动,切边刀对海绵进行切边。
9.可选的,所述收卷架上固定连接有导轨,所述切边刀上固定连接有滑动连接在导轨上的移动块,所述驱动源包括固定连接在导轨上的第一气缸,所述移动块连接在第一气缸的活塞端上。
10.通过采用上述技术方案,海绵包装收卷时,第一气缸驱使切边刀在横架上往复滑动,移动块在导轨上滑动,提高了切边刀切边的稳定性。
11.可选的,所述切边刀通过安装板与移动块连接,所述安装板上固定连接有第一滑轨,所述第一滑轨垂直于收卷辊,所述切边刀上固定连接有滑动连接在第一滑轨上的第一滑块,所述安装板上设有用于驱使第一滑块在第一滑轨上滑动的第二气缸。
12.通过采用上述技术方案,需要进行切边时,第二气缸控制切边刀沿垂直于横架的方向滑动至输送辊下方;不需要切割时,第二气缸驱使切边刀背离输送辊移动,避免损坏薄膜;切边刀有两种工位,避免在无需切边时损坏薄膜。
13.可选的,所述驱动组件包括固定连接在收卷架上的电机、传动连接在电机输出轴上的主动轮、同轴固定连接在输送辊上的从动轮、绕设在主动轮和从动轮之间的皮带。
14.通过采用上述技术方案,电机驱使主动轮旋转,主动轮通过皮带带动从动轮转动,从而带动输送辊转动,与收卷辊配合收卷。
15.可选的,所述收卷架上转动连接有过渡辊和展平辊,所述过渡辊位于输送辊背离收卷辊的一侧,所述展平辊位于过渡辊和输送辊之间。
16.通过采用上述技术方案,收卷过程中,展平辊将经过过渡辊的海绵展平,减少纵向皱纹,降低薄膜褶皱导致切割精度降低的可能性。
17.可选的,所述收卷架包括底座、沿底座的长度方向滑动连接在底座上的安装架,所述底座上固定连接有第三气缸,所述第三气缸的活塞端与安装架的一端固定连接。
18.通过采用上述技术方案,薄膜和海绵在收卷过程中发生偏移时,第三气缸驱使安装架在底座上滑动,使安装架的中心重新与薄膜的中心对齐。
19.可选的,所述底座上固定连接有第二滑轨,所述安装架的底端固定连接有滑动连接在第二滑轨上的第二滑块。
20.通过采用上述技术方案,第三气缸驱使安装架在底座上滑动,第二滑块在第二滑轨上滑动,提高了安装架滑动的稳定性。
21.可选的,所述收卷架上设有纠偏探头,所述纠偏探头位于过渡辊的一端,所述纠偏探头通过控制系统电性连接于第三气缸。
22.通过采用上述技术方案,当纠偏探头检测到海绵在传输过程中偏离位置,传输电信号给控制系统,控制系统控制第三气缸驱使安装架滑动,使海绵复位。
23.综上所述,本技术包括以下至少一种有益技术效果:
24.1.设置切边装置、收卷装置,一边收卷一边切边,提高加工效率;
25.2.设置展平辊,展平辊将经过过渡辊的海绵展平,减少纵向皱纹,降低薄膜褶皱导致切割精度降低的可能性;
26.3.设置移动块和导轨,提高了切边刀切边的稳定性。
附图说明
27.图1是相关技术中包装海绵的结构示意图;
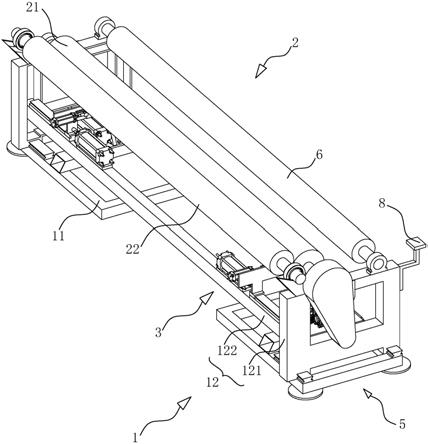
28.图2是本技术实施例的整体结构示意图;
29.图3是本技术实施例中收卷辊和安装台的剖视图;
30.图4是本技术实施例中收卷辊和输送辊旋转方向示意图;
31.图5是本技术实施例中过渡辊和展平辊的结构示意图;
32.图6是本技术实施例中驱动组件的结构示意图;
33.图7是图6中a处放大图;
34.图8是本技术实施例中用于体现切边刀、安装板、第二气缸的结构示意图。
35.附图标记说明:1、收卷架;11、底座;111、第三气缸;112、第二滑轨;12、安装架;121、立架;122、横架;123、导轨;124、第二滑块;2、收卷装置;21、输送辊;22、收卷辊;221、轴承;222、滑移块;3、切边装置;31、切边刀;311、刀板;312、刀片;313、移动块;314、第一滑块;32、第一气缸;33、安装板;34、第一滑轨;35、第二气缸;4、安装台;41、放置槽;42、滑槽;5、驱动组件;51、电机;52、主动轮;53、从动轮;54、皮带;55、保护罩;6、过渡辊;7、展平辊;8、纠偏探头;9、本体。
具体实施方式
36.以下结合附图2
‑
7对本技术作进一步详细说明。
37.本技术实施例公开了一种海绵包装的切边收卷机构。
38.参照图2,海绵包装的切边收卷机构包括收卷架1、连接在收卷架1上的收卷装置2和切边装置3。一边收卷一边切边,提高加工效率。
39.参照图2,收卷架1包括底座11、连接在底座11上的安装架12。安装架12包括连接在底座11两端的立架121、固定连接在两个立架121之间的水平的横架122,横架122位于立架121一侧的中部。收卷装置2包括转动连接在立架121顶端的输送辊21和收卷辊22、连接在立架121上的驱动组件5。输送辊21和收卷辊22均平行于横架122,收卷辊22位于横架122上方,收卷辊22与输送辊21相贴。切边装置3设置在横架122上。
40.参照图2和图3,两个立架121上均固定连接有倾斜设置的安装台4,安装台4靠近输送辊21的一端较低。两个安装台4相对的一侧均设有放置槽41,收卷辊22的两端均固定套设有轴承221,轴承221放置在放置槽41上。放置槽41的侧壁上开有倾斜的滑槽42,滑槽42靠近输送辊21的一端较低,轴承221的外圈固定连接有滑移块222,滑移块222嵌于滑槽42内且与滑槽42滑动配合。随着收卷辊22上收卷的海绵的增加,收卷辊22与输送辊21之间的距离增加,滑移块222在滑槽42内背离输送辊21滑动。
41.参照图2和图4,将海绵从输送辊21下方绕到收卷辊22上方,将海绵夹在输送辊21和收卷辊22之间,驱动组件5控制输送辊21旋转,输送辊21和收卷辊22配合,将海绵收卷在收卷辊22上。收卷过程中,切边装置3对海绵的两侧进行切边。
42.参照图2和图5,为了便于输送辊21和收卷辊22输送薄膜,在输送辊21背离收卷辊22的一侧设有水平的过渡辊6,过渡辊6转动连接在立架121的顶端。薄膜在收卷时会受到纵向拉伸的力,过渡辊6和输送辊21之间的薄膜会出现一些纵向皱纹。在过渡辊6和输送辊21之间设有展平辊7,展平辊7转动连接在两个立架121之间,展平辊7位于立架121的中部。收卷过程中,展平辊7将经过过渡辊6的海绵展平,减少纵向皱纹,降低薄膜褶皱导致切割精度降低的可能性。
43.参照图6,驱动组件5包括固定连接在立架121一侧的电机51、同轴固定连接在电机51输出轴上的主动轮52、同轴固定连接在输送辊21一端的从动轮53、绕设在主动轮52和从动轮53上的皮带54。电机51驱使主动轮52旋转,主动轮52通过皮带54带动从动轮53转动,从而带动输送辊21转动,与收卷辊22配合收卷。在立架121上固定连接有保护罩55,保护罩55位于输送辊21的一端,主动轮52、从动轮53和皮带54均位于保护罩55内。
44.参照图6和图7,切边装置3包括滑动连接在横架122上的切边刀31、连接在横架122上的驱动源,切边刀31和驱动源在横架122的两端均设有一个。切边刀31包括刀板311、固定连接在刀板311上的竖直的刀片312,刀片312位于输送辊21的下方。海绵包装收卷时,驱动源驱使切边刀31在横架122上滑动,刀片312对输送辊21上的海绵进行切边,切出海绵包装的锯齿状边缘。
45.参照图6和图7,横架122沿自身的长度方向固定连接有导轨123,导轨123在横架122的两端均设有一段。刀板311上固定连接有滑动连接在对应导轨123上的移动块313,导轨123穿设在相应的移动块313内。驱动源包括固定连接在横架122上的第一气缸32,第一气缸32沿横架122的长度方向设置,第一气缸32在两个切边刀31之间设置有两个。第一气缸32
的活塞杆连接在远离另一个第一气缸32的移动块313上。海绵包装收卷时,第一气缸32驱使切边刀31在横架122上往复滑动,移动块313在导轨123上滑动,提高了切边刀31切边的稳定性。
46.参照图7和图8,刀板311通过安装板33连接在移动块313上,安装板33竖直固定连接在移动块313的顶端。安装板33上固定连接有第一滑轨34,第一滑轨34的长度方向垂直于横架122的长度方向。刀板311的一侧固定连接有滑动连接在第一滑轨34上的第一滑块314,第一滑轨34穿设在第一滑块314内。安装板33上栓接有第二气缸35,第二气缸35的活塞杆固定连接在刀板311上。
47.参照图7和图8,需要进行切边时,第二气缸35控制切边刀31沿垂直于横架122的方向滑动至输送辊21下方;不需要切割时,第二气缸35驱使切边刀31背离输送辊21移动,避免损坏薄膜。切边刀31有两种工位,避免在无需切边时损坏薄膜。
48.参照图5和图6,安装架12沿底座11的长度方向滑动连接在底座11上,底座11上固定连接有第三气缸111,第三气缸111的活塞杆固定连接在安装架12上。薄膜和海绵在收卷过程中发生偏移时,第三气缸111驱使安装架12在底座11上滑动,使安装架12的中心重新与薄膜的中心对齐。
49.参照图5和图6,底座11上固定连接有水平的第二滑轨112,第二滑轨112在底座11的四角处均设有一个。立架121的底端固定连接有与第二滑轨112对应滑动配合的第二滑块124,第二滑轨112穿设在对应的第二滑块124内。第三气缸111驱使立架121在底座11上滑动,第二滑块124在第二滑轨112上滑动,提高了立架121滑动的稳定性。
50.参照图2和图6,在立架121上固定连接有纠偏探头8,纠偏探头8采用光电传感器,纠偏探头8位于过渡辊6的一端,纠偏探头8通过控制系统电性连接于第三气缸111。当纠偏探头8检测到海绵在传输过程中偏离位置,传输电信号给控制系统,控制系统控制第三气缸111驱使离立架121滑动,使海绵复位。
51.本技术实施例一种海绵包装的切边收卷机构的实施原理为:将海绵从输送辊21下方绕到收卷辊22上方,将海绵夹在输送辊21和收卷辊22之间。电机51驱使主动轮52旋转,主动轮52通过皮带54带动从动轮53转动,从而带动输送辊21转动,与收卷辊22配合收卷。第一气缸32驱使切边刀31在横架122上往复滑动,移动块313在导轨123上滑动,刀片312对输送辊21上的海绵进行切边。
52.以上均为本技术的较佳实施例,并非依此限制本技术的保护范围,故:凡依本技术的结构、形状、原理所做的等效变化,均应涵盖于本技术的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1