一种快装家具铰链的制作方法
1.本实用新型涉及家具铰链技术领域,具体涉及一种快装家具铰链。
背景技术:
2.目前,很多家具的门板都通过具有缓冲效果的铰链与柜体连接。铰链设有用于牵引门板关闭的扭转弹簧,铰链还设有缓冲器,通过缓冲器的缓冲作用,在用力关闭门板时减轻门板与柜体发生的碰撞。缓冲器的活塞杆与用于驱动活塞杆的铰链的零件采用销轴结构连接,上述销轴穿过活塞杆,但会导致活塞杆加工困难,装配缓冲器也不方便;尤其是遇到缓冲器的规格较小的情况,此类缓冲器的活塞杆的直径较小,不便于钻孔加工,所以现有技术的铰链有必要进行改进。
技术实现要素:
3.本实用新型的目的在于克服现有技术的不足,提供一种快装家具铰链,它易于制作及装配。
4.本实用新型的目的是通过下述技术方案实现的。
5.本实用新型的快装家具铰链,包括底座、铰臂、铰杯、驱动臂及摆动臂,所述底座与所述铰臂安装连接,所述摆动臂的一端与所述铰臂通过第二定铰销铰接,所述摆动臂相对应的另一端与所述铰杯通过摆动臂铰销铰接,所述驱动臂的一端与所述铰臂通过第一定铰销铰接,所述驱动臂相对应的另一端与所述铰杯通过驱动臂铰销铰接,所述第二定铰销套设有扭转弹簧,所述扭转弹簧的一端与所述铰臂贴靠连接,所述扭转弹簧相对应的另一端与所述摆动臂铰销贴靠连接;其中,还包括阻尼器套件,所述阻尼器套件设置在所述铰臂内,所述阻尼器套件设有阻尼器安装壳、滑叉及阻尼器,所述阻尼器安装壳形成有滑槽,所述滑叉包括压板及两块叉片,所述压板的两端分别与对应的所述叉片连成一体,所述叉片与对应的所述滑槽适配滑动连接,所述阻尼器安装壳内形成有套腔,所述阻尼器适配插装在所述套腔内,所述阻尼器设有活塞杆,所述活塞杆与所述压板贴靠连接;所述叉片形成有凸柱,所述驱动臂形成有用于压缩所述阻尼器的驱动钩部,所述驱动钩部与对应的所述凸柱扣接,所述阻尼器安装壳与所述铰臂通过第一定位销连接。
6.优选地,所述滑槽内形成有限位凸耳,所述叉片上形成有限位槽,所述限位凸耳设置在对应的所述限位槽内。
7.优选地,所述阻尼器安装壳形成有卡口,所述卡口与所述第一定铰销适配连接。
8.优选地,所述底座包括内臂及用于与柜体安装连接的安装座,所述安装座的一端形成有第一叉口,所述安装座相对应的另一端形成有第二叉口,所述内臂的一端设有第二定位销,所述内臂相对应的另一端铰接有锁扣,所述锁扣形成有定位钩部,所述定位钩部与所述第二叉口扣接,所述第一叉口与所述第二定位销适配连接,所述锁扣与所述内臂之间设有用于驱动所述定位钩部扣入所述第二叉口的压缩弹簧,所述定位钩部能够摆动脱离所述第二叉口,所述第一叉口能够脱离所述第二定位销。
9.优选地,所述锁扣形成有凹台,所述内臂形成有定位凸块,所述压缩弹簧的一端设置在所述凹台内,所述压缩弹簧相对应的另一端套在所述定位凸块外,所述凹台内形成有定位圆锥,所述压缩弹簧套在所述定位圆锥外。
10.本实用新型与现有技术相比较,其有益效果如下:通过将阻尼器套件设置在铰臂内,阻尼器套件设有阻尼器安装壳、滑叉及阻尼器,阻尼器安装壳形成有滑槽,滑叉包括压板及两块叉片,压板的两端分别与对应的叉片连成一体,叉片与对应的滑槽适配滑动连接,阻尼器安装壳内形成有套腔,阻尼器适配插装在套腔内,阻尼器设有活塞杆,活塞杆与压板贴靠连接;叉片形成有凸柱,驱动臂形成有用于压缩阻尼器的驱动钩部,驱动钩部与对应的凸柱扣接,阻尼器安装壳与铰臂通过第一定位销连接,使得活塞杆易于制作,使本实用新型的铰链的安装过程简易快捷。
附图说明
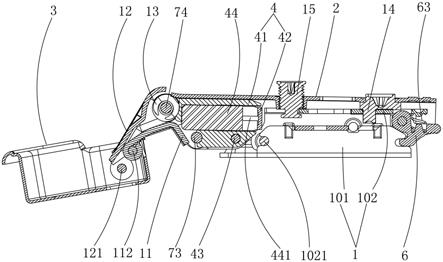
11.图1为本实用新型的铰链的剖视结构示意图。
12.图2为本实用新型的铰链的仰视立体结构示意图。
13.图3为隐藏了铰臂的本实用新型的铰链的仰视立体结构示意图。
14.图4为本实用新型的阻尼器安装壳及滑叉安装组合的立体结构示意图。
15.图5为本实用新型的阻尼器安装壳的立体结构示意图。
16.图6为本实用新型的滑叉的立体结构示意图。
17.图7为本实用新型的底座的仰视立体结构示意图。
18.图8为本实用新型的锁扣的俯视立体结构示意图。
19.图9为本实用新型的内臂的仰视立体结构示意图。
20.标号说明:1-底座;101-安装座;1011-第一叉口;1012-第二叉口;102-内臂;1021-第二定位销;1022-定位凸块;2-铰臂;3-铰杯;4-阻尼器套件;41-阻尼器安装壳;411-套腔;412-滑槽;4121-限位凸耳;413-卡口;42-滑叉;421-叉片;422-压板;4211-凸柱;4212-限位槽;43-第一定位销;44-阻尼器;441-活塞杆;6-锁扣;61-定位钩部;62-凹台;621-定位圆锥;63-压缩弹簧;73-第一定铰销;74-第二定铰销;11-驱动臂;111-驱动钩部;112-驱动臂铰销;12-摆动臂;121-摆动臂铰销;13-扭转弹簧;14-偏心轴;15-调位螺杆。
具体实施方式
21.下面结合附图对本实用新型作进一步的描述。
22.本实用新型的快装家具铰链,如图1至图3所示,包括底座1、铰臂2、铰杯3、驱动臂11及摆动臂12。铰杯3用于嵌装在门板的内侧,底座1用于与柜体固定。底座1与铰臂2安装连接,具体可以是,如图1所示,铰臂2螺接有调位螺杆15,调位螺杆15与底座1转动连接,铰臂2与偏心轴14的一端转动连接,偏心轴14相对应的另一端与底座1转动连接。摆动臂12的一端与铰臂2通过第二定铰销74铰接,摆动臂12相对应的另一端与铰杯3通过摆动臂铰销121铰接,驱动臂11的一端与铰臂2通过第一定铰销73铰接,驱动臂11相对应的另一端与铰杯3通过驱动臂铰销112铰接,第二定铰销74套设有扭转弹簧13,扭转弹簧13的一端与铰臂2贴靠连接,扭转弹簧13相对应的另一端与摆动臂铰销121贴靠连接。以上描述为现有技术。
23.如图1至图3所示,本实用新型的铰链还包括阻尼器套件4,阻尼器套件4设置在铰
臂2内,阻尼器套件4设有阻尼器安装壳41、滑叉42及阻尼器44,如图5所示,阻尼器安装壳41形成有滑槽412,如图6所示,滑叉42包括压板422及两块叉片421,压板422的两端分别与对应的叉片421连成一体,如图4所示,叉片421与对应的滑槽412适配滑动连接,如图5所示,阻尼器安装壳41内形成有套腔411,阻尼器44适配插装在套腔411内,具体是阻尼器44的缸体适配插装在套腔411内,如图1所示,阻尼器44设有活塞杆441,活塞杆441与压板422贴靠连接,于是,整个阻尼器44设置在阻尼器安装壳41与滑叉42围成的范围内。
24.如图6所示,叉片421形成有凸柱4211,如图3所示,驱动臂11形成有用于压缩阻尼器44的驱动钩部111,驱动钩部111与对应的凸柱4211扣接,也就是说,凸柱4211能够相对地在驱动钩部111内滑动,如图1所示,阻尼器安装壳41与铰臂2通过第一定位销43连接,具体是第一定位销43适配穿过阻尼器安装壳41和铰臂2。
25.图1所示的本实用新型的铰链处于对应门板打开的状态,当用手关闭门板时,在图1的视觉下,铰杯3顺时针摆动,使驱动臂铰销112向右下方向移动,驱动臂11同时逆时针摆动,当驱动臂铰销112越过摆动臂铰销121与第一定铰销73的连线时,扭转弹簧13的弹性力能够驱动铰杯3继续顺时针摆动,于是在此时撤去关闭门板的外力,扭转弹簧13也能驱动门板完成关门动作,在此过程中,如图3所示,由于驱动臂11逆时针摆动,所以驱动钩部111向左拉动凸柱4211,使滑叉42向左移动,于是滑叉42的压板422向左压缩阻尼器44,具体是指压板422将阻尼器44的活塞杆441压回到阻尼器44内,在阻尼器44的被压缩过程中,阻尼器44起到阻尼缓冲作用,减轻了因扭转弹簧13的弹性力而使门板与柜体发生的碰撞。从上文可知,本实用新型的阻尼器44的活塞杆441是通过滑叉42与驱动臂11连接,易于制作,避免需要在活塞杆441上钻孔,安装阻尼器44的过程只需要将阻尼器44塞入阻尼器安装壳41内,接着套装上滑叉42,再将阻尼器套件4装入到铰臂2之内,然后插装第一定位销43,与现有技术相比,可见本实用新型的铰链的安装过程简易快捷。
26.进一步地,如图5所示,滑槽412内形成有限位凸耳4121,如图6所示,叉片421上形成有限位槽4212,限位槽4212具体是长方形通孔,如图4所示,限位凸耳4121设置在对应的限位槽4212内。在将滑叉42装配到阻尼器安装壳41上时,两块叉片421弹性张开,使限位凸耳4121能够相对地滑入到对应的限位槽4212内,装配完成之后,限位凸耳4121能够限制滑叉42相对阻尼器安装壳41的滑动范围,避免滑叉42脱离阻尼器安装壳41。
27.进一步地,如图4所示,阻尼器安装壳41形成有卡口413,如图1所示,卡口413与第一定铰销73适配连接,卡口413可以设为呈半圆状, 通过上述设置,使得阻尼器安装壳41与铰臂2的安装连接更稳固。
28.进一步地,如图3和图7所示,底座1包括内臂102及用于与柜体安装连接的安装座101,如图1所示,在上文中提及的偏心轴14及调位螺杆15具体是与内臂102安装连接,内臂102设置在铰臂2内,如图7所示,安装座101的一端形成有第一叉口1011,安装座101相对应的另一端形成有第二叉口1012,内臂102的一端设有第二定位销1021,第二定位销1021适配穿过内臂102,内臂102相对应的另一端铰接有锁扣6,如图8所示,锁扣6形成有定位钩部61,如图7所示,定位钩部61与第二叉口1012扣接,第一叉口10与第二定位销1021适配连接,如图1所示,锁扣6与内臂102之间设有用于驱动定位钩部61扣入第二叉口1012的压缩弹簧63,定位钩部61能够摆动脱离第二叉口1012,第一叉口1011能够脱离第二定位销1021。安装座101与内臂102的装配过程是,如图1所示,先用手指将锁扣6逆时针摆动,使压缩弹簧63缩
短,然后将第一叉口10与第二定位销1021连接,然后释放锁扣6,压缩弹簧63的弹性恢复力使锁扣6顺时针摆动,于是定位钩部61扣入第二叉口1012。当需要将门板拆离柜体时,可以用手指逆时针摆动锁扣6,使定位钩部61脱离第二叉口1012,然后将铰臂2向左拉,使第一叉口10脱离第二定位销1021,从而使得门板可以方便快速地装拆。在内臂102与安装座101的分离状态下,装配压缩弹簧63的过程中,可以先将锁扣6与内臂102安装连接,在图1的视觉下,顺时针摆动锁扣6,再用手指压短压缩弹簧63,接着将压缩弹簧63塞入到锁扣6与内臂102之间,可见装配压缩弹簧63的过程简易。
29.进一步地,如图8所示,锁扣6形成有凹台62,如图9所示,内臂102形成有定位凸块1022,如图1所示,压缩弹簧63的一端设置在凹台62内,压缩弹簧63相对应的另一端套在定位凸块1022外,如图8所示,凹台62内形成有定位圆锥621,压缩弹簧63套在定位圆锥621外,通过上述设置,使得压缩弹簧63可靠定位,避免压缩弹簧63脱离锁扣6。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1