编织支架的定位工装的制作方法
1.本实用新型涉及植入式医疗器械制造技术领域,尤其是涉及一种编织支架的定位工装。
背景技术:
2.编织支架在编织完成后需要对交叉的节点进行固定,来稳定支架的结构,从而提供所需要的支撑力。
3.相关技术中,采用整体式定位工装对编织工装进行定位,能够有效承载在节点固定过程中施加的压力。但是这种整体式定位工装只能对编织工装的轴向进行限位,对编织工装的周向并没有设置限位结构,使得编织工装在放置到位后,周向仍为自由状态,即,编织工装可能会发生转动。节点固定的精度需要人工进行确认并调整,并且要用手把持住编织工装进行节点固定,防止编织工装转动,节点固定的效率很低,且操作的安全性得不到有效保证。
技术实现要素:
4.本实用新型旨在至少解决现有技术中存在的技术问题之一。为此,本实用新型提出了一种编织支架的定位工装,通过第一支架和第二支架的配合使用,可以将编织工装安装在定位工装上,方便对编织支架的节点进行固定。
5.根据本实用新型实施例的编织支架的定位工装,所述编织支架设置在编织工装上,所述定位工装包括:基座;第一支架,所述第一支架设置于所述基座,所述第一支架设置有第一轴向限位部,所述第一轴向限位部用于与所述编织工装的第一端轴向限位配合;第二支架,所述第二支架设置于所述基座且与所述第一支架在所述基座上相对设置,所述第二支架设置有第二轴向限位部,所述第二轴向限位部用于与所述编织工装的第二端轴向限位配合;其中,所述第一支架和所述第二支架中的至少一个上设置有第一周向限位部,所述第一周向限位部用于与所述编织工装周向限位配合。
6.根据本实用新型实施例的编织支架的定位工装,通过结合第一支架上的第一轴向限位部,第二支架上的第二轴向限位部以及第一支架和/或第二支架上的第一周向限位部,可以将编织工装安装在定位工装上,从而方便对编织支架的节点进行固定。
7.根据本实用新型的一些实施例,所述第二支架包括:支架本体和限位主体,所述限位主体设置于所述支架本体朝向所述第一支架的一侧,所述支架本体设置有所述第二轴向限位部,所述限位主体设置有所述第一周向限位部。
8.根据本实用新型的一些实施例,所述限位主体的上表面构造为弧形面,所述第一周向限位部对应设置于所述弧形面。
9.根据本实用新型的一些实施例,所述编织工装的第一端和第二端中的至少一个周向设置有第二周向限位部,所述第一周向限位部为限位柱和限位槽中的一种,所述第二周向限位部为限位柱和限位槽中的另一种,所述限位柱和所述限位槽限位配合。
10.根据本实用新型的一些实施例,所述第一支架和所述第二支架中的至少一个在所述基座上可沿轴向方向移动。
11.根据本实用新型的一些实施例,所述定位工装还包括:第一固定件和第一调节件,所述第一固定件设置于所述基座且位于所述第二支架背离所述第一支架的一侧,所述第一调节件设置于所述第一固定件且与所述第二支架相配合,以调节所述第二支架相对所述第一支架的轴向位置;和/或,所述定位工装还包括:第二固定件和第二调节件,所述第二固定件设置于所述基座且位于所述第一支架背离所述第二支架的一侧,所述第二调节件设置于所述第二固定件且与所述第一支架相配合,以调节所述第一支架相对所述第二支架的轴向位置。
12.根据本实用新型的一些实施例,所述第一调节件为第一螺栓,所述第一螺栓螺纹配合在所述第一固定件上,所述第一螺栓的端部抵接在所述第二支架的侧面上;和/或,所述第二调节件为第二螺栓,所述第二螺栓螺纹配合在所述第二固定件上,所述第二螺栓的端部抵接在所述第一支架的侧面上。
13.根据本实用新型的一些实施例,所述第一调节件为多个,多个所述第一调节件均设置于所述第一固定件且均与所述第二支架相配合,和/或所述第二调节件为多个,多个所述第二调节件均设置于所述第二固定件且均与所述第一支架相配合。
14.根据本实用新型的一些实施例,所述第一支架、所述第一固定件和所述基座构造为一体成型的结构件。
15.根据本实用新型的一些实施例,所述基座上设置有沿轴向延伸的滑槽,所述第一支架和所述第二支架中的至少一个设置有滑块,所述滑块和所述滑槽配合。
16.本实用新型的附加方面和优点将在下面的描述中部分给出,部分将从下面的描述中变得明显,或通过本实用新型的实践了解到。
附图说明
17.本实用新型的上述和/或附加的方面和优点从结合下面附图对实施例的描述中将变得明显和容易理解,其中:
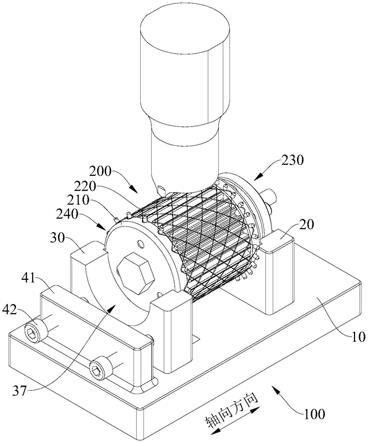
18.图1是根据本实用新型实施例的定位工装和编织支架配合的结构示意图;
19.图2是根据本实用新型实施例的定位工装的结构示意图;
20.图3是根据本实用新型实施例的基座、第一支架和固定件的结构示意图;
21.图4是根据本实用新型实施例的第二支架的结构示意图;
22.图5是编织支架的节点固定方法流程图;
23.图6是编织支架的制备方法流程图。
24.附图标记:
25.100、定位工装;
26.10、基座;11、滑槽;
27.20、第一支架;21、第一轴向限位部;
28.30、第二支架;31、第二轴向限位部;32、第一周向限位部;33、支架本体;34、限位主体;35、弧形面;36、滑块;37、弧形避让部;
29.41、第一固定件;42、第一调节件;44、第一螺栓孔;
30.200、编织工装;210、第二周向限位部;220、编织支架;230、第一端;240、第二端。
具体实施方式
31.下面详细描述本实用新型的实施例,参考附图描述的实施例是示例性的。
32.下面参考图1-图6描述根据本实用新型实施例的编织支架220的定位工装100,编织支架220设置在编织工装200上。
33.如图1-图4所示,定位工装100包括:基座10、第一支架20和第二支架30,第一支架20设置于基座10,第一支架20设置有第一轴向限位部21,第一轴向限位部21用于与编织工装200的第一端230轴向限位配合。同样,第二支架30也设置于基座10,并且第二支架30与第一支架20在基座10上相对设置,第二支架30设置有第二轴向限位部31和第一周向限位部32,第二轴向限位部31用于与编织工装200的第二端240轴向限位配合,第一周向限位部32用于与编织工装200的第二端240周向限位配合。
34.也就是说,编织工装200安装在定位工装100上时,编织工装200的第一端230与第一支架20的第一轴向限位部21限位配合,编织工装200的第二端240与第二支架30的第二轴向限位部31限位配合,这样在轴向方向上可以将编织工装200固定在定位工装100上。并且,编织工装200的第二端240还与第二支架30上的第一周向限位部32限位配合,这样使得编织工装200的周向自由度同样被限制,可以防止编织工装200沿其周向任意转动。因此,结合第一支架20上的第一轴向限位部21,以及第二支架30上的第二轴向限位部31和第一周向限位部32,可以将编织工装200安装在定位工装100上,从而方便对编织支架220的节点进行固定。
35.可以理解地,在其他未示出的实施方式中,还可以在第一支架20上也设置第一周向限位部32,即,第一支架20和第二支架30均设置第一周向限位部32;或者,第一支架20上设置第一周向限位部32,第二支架30不设置第一周向限位部32。也就是说,第一支架20和第二支架30中的至少一个设置第一周向限位部32限制编织工装200的周向自由度即可。
36.如图1-图3所示,基座10为长方形板状结构,第一支架20、第二支架30沿基座10的长度方向(即,图3中所示的轴向方向)相对设置在基座10的上表面上。
37.请继续参阅图1-图3,第一支架20为长方形板状结构,且竖直设置在基座10的上表面上。其中,第一轴向限位部21设置在第一支架20朝向第二支架30的一侧,第一轴向限位部21构成限位台阶,限位台阶可以与编织工装200的第一端230配合;同样,第二轴向限位部31设置在第二支架30朝向第一支架20的一侧,并且第二轴向限位部31也构成限位台阶,限位台阶可以与编织工装200的第二端240配合,从而可以在轴向方向上将编织工装200固定在定位工装100上。
38.其中,第一轴向限位部21和第二轴向限位部31的限位台阶的侧面均用于限位,并且限位台阶的台阶面均为圆弧面,圆弧面的尺寸与编织工装200的端部的圆弧尺寸匹配,从而使得第一轴向限位部21与编织工装200的第一端230紧密贴合,以及第二轴向限位部31与编织工装200的第二端240紧密贴合。
39.如图1和图4所示,第二支架30包括:支架本体33和限位主体34,限位主体34设置于支架本体33朝向第一支架20的一侧,支架本体33设置有第二轴向限位部31,限位主体34设置有第一周向限位部32。也就是说,当编织工装200安装在定位工装100上时,不仅可以通过
支架本体33实现对编织工装200轴向定位,还可以通过限位主体34实现对编织工装200的周向定位,从而可以实现对编织工装200的定位。此外,限位主体34在高度方向上的尺寸小于支架本体33在高度方向上的尺寸,这样在将限位主体34设置在支架本体33朝向第一支架20的一侧时可以方便第二支架30的布置,以及方便编织工装200放置在定位工装100上。在本实施方式中,支架本体33和限位主体34一体成型,方便第二支架30的生产。可以理解地,在其他未示出的实施方式中,也可以根据实际需求,将支架本体33和限位主体34分别加工成型,再通过粘接或焊接等方式进行固定连接。
40.可以理解地,在其他未示出的实施方式中,当第一支架20也设置有第一周向限位部32时,第一支架20可以参考第二支架30设计,也可以包括:支架本体和限位主体,限位主体设置于支架本体朝向第二支架30的一侧,支架本体设置有第一轴向限位部21,限位主体设置有第一周向限位部32。
41.其中,支架本体33为长方形板状结构,竖直设置在基座10的上表面上,且在上端设置向下凹设的弧形避让部37。弧形避让部37可以避让部分编织工装200,以使编织工装200安装在定位工装100上时,设置在编织工装200的第二端240端面上的零部件避让第二支架30,以免影响编织工装200的正常定位。当然,第一支架20上也可以设置有弧形避让部37,用于避让设置在编织工装200的第一端230端面上的零部件。
42.参照图2和图4所示,限位主体34也可以为长方形板状结构,竖直设置在基座10的上表面上,并且在上端设置有向下凹设的弧形面35,第一周向限位部32对应设置于弧形面35。因为编织工装200的整体呈圆柱形,将限位主体34的上表面构造为弧形面35,使得编织工装200的侧部搭接在限位主体34上时,从而可以保证编织工装200与限位主体34紧密贴合,以提升对编织工装200的周向限位能力。此外,第一周向限位部32为多个,并且多个第一周向限位部32间隔设置在弧形面35上,如此使得编织工装200与定位工装100定位配合时,多个第一周向限位部32与编织工装200配合,从而可以提升编织工装200的周向稳定性。
43.此外,结合图1和图4所示,编织工装200的第二端240周向设置有第二周向限位部210,如此,在编织工装200安装在定位工装100上后,第二周向限位部210和第一周向限位部32限位配合,从而可以限制编织工装200的周向自由度,即在对编织支架220加工时,避免编织工装200发生旋转,以及提升加工的安全性和稳定性。具体地,第一周向限位部32为限位柱和限位槽中的一种,第二周向限位部210为限位柱和限位槽中的另一种,限位柱和限位槽限位配合。也就是说,限位柱与限位槽之间的限位配合即可实现对编织工装200的周向定位。
44.同样,当第一支架20上也设置有第一周向限位部32时,编织工装200的第一端230也可以周向设置有第二周向限位部210,这样使得编织工装200的第一端230和第二端240均可以与定位工装100周向限位配合,从而可以提升编织工装200的定位稳定性。
45.在本实施方式中,第二周向限位部210为编织工装200上用于编织的挂线轴,即,编织工装200上无需特意设置第二周向限位部210,直接利用用于编织的挂线轴作为第二周向限位部210即可。
46.参照图1-图3所示,第一支架20和第二支架30中的至少一个在基座10上可沿轴向方向移动。也就是说,第一支架20和第二支架30之间的距离可调,如此使得定位工装100可以与不同规格的编织工装200匹配,从而使得对编织工装200适配性更高,减小定位工装100
重复生产造成的生产成本的浪费。例如,第一支架20可以相对基座10移动,又或者第二支架30可以相对基座10移动,进一步地,第一支架20和第二支架30均可以相对基座10进行移动,如此可以实现第一支架20和第二支架30之间的距离可调。
47.如图2和图3所示,定位工装100还包括:第一固定件41和第一调节件42,第一固定件41设置于基座10,并且第一固定件41位于第二支架30背离第一支架20的一侧,第一调节件42设置于第一固定件41,并且第一调节件42与第二支架30相配合,以调节第二支架30相对第一支架20的轴向位置。也就是说,第一调节件42可以调节第二支架30与第一支架20之间的距离。例如,当编织工装200的轴向尺寸较大时,调节第一调节件42,使得第二支架30和第一支架20之间的距离变大,从而方便对编织工装200定位;以及,当编织工装200的轴向尺寸较小时,调节第一调节件42,缩小第一支架20和第二支架30之间的距离,从而方便对编织工装200的定位。
48.参照图2和图3所示,第一调节件42可以为第一螺栓,在第一固定件41上对应第一螺栓的位置处设置有第一螺栓孔44,这样第一螺栓与第一螺栓孔44之间螺纹配合,第一螺栓的端部抵接在第二支架30的侧面上。通过转动第一螺栓可以使得第一螺栓在第一固定件41上伸出的尺寸可调,这样使得与第一螺栓端部配合的第二支架30在基座10上的位置可调。具体地,当需要增加第一支架20和第二支架30之间的距离时,沿第一方向旋转第一螺栓,使得第一螺栓的端部凸出第一固定件41的尺寸减小,即可以增加第一支架20和第二支架30之间的距离。又或者,当需要减小第一支架20和第二支架30之间的距离时,沿第二方向(与第一方向相反)旋转第一螺栓,使得第一螺栓的端部凸出第一固定件41的尺寸增大,即可以减小第一支架20和第二支架30之间的距离。
49.又或者,定位工装100还包括:第二固定件和第二调节件,第二固定件设置于基座10,并且第二固定件位于第一支架20背离第二支架30的一侧,第二调节件设置于第二固定件,并且第二调节件与第一支架20相配合,以调节第一支架20相对第二支架30的轴向位置。也就是说,第二调节件可以调节第一支架20与第二支架30之间的距离。可以理解地,第一固定件41、第二调节42可以与第二固定件、第二调节件同时设置,也可以仅设置其中一组。
50.进一步地,第二调节件可以为第二螺栓,第二螺栓螺纹配合在第二固定件上,第二螺栓的端部抵接在第一支架20的侧面上。通过转动第二螺栓可以使得第二螺栓在第二固定件上伸出的尺寸可调,这样使得与第二螺栓端部配合的第一支架20在基座10上的位置可调。
51.此外,参照图2和图3所示,第一调节件42可以为多个,多个第一调节件42均设置于第一固定件41,并且多个第一调节件42均与第二支架30相配合。如此设置,使得第一调节件42在调节第二支架30相对基座10的位置时,多个第一调节件42可以一同调节,从而可以提升第二支架30在调节时的稳定性,以及在调节时,第二支架30的受力较为均衡,避免第二支架30在相对基座10移动的同时发生偏移,影响编织工装200与定位工装100的配合。在本实施方式中,第一调节件42为两个,相应地,第一固定件41上设置有两个第一螺栓孔44。
52.此外,参照图3所示,第一支架20、第一固定件41和基座10构造为一体成型的结构件。如此,第一支架20、第一固定件41和基座10一体成型,使得定位工装100的结构简单,方便生产,以及在装配定位工装100时更加方便。此外,一体成型设计的第一支架20、第一固定件41和基座10结构更加稳定。
53.此外,结合图2-图3所示,基座10上设置有沿轴向延伸的滑槽11,第一支架20和第二支架30中的至少一个设置有滑块36,滑块36和滑槽11配合。这样使得第一支架20和第二支架30中的至少一个可以通过滑块36和滑槽11的配合相对基座10移动。此外,滑块36和滑槽11的限位配合可以使得第一支架20和第二支架30中的至少一个顺着滑槽11的延伸方向进行来回移动,即可以限制第一支架20和第二支架30的运动轨迹,从而使得第一支架20和第二支架30能够始终正对设置。
54.在本实施方式中,第二支架30的下表面上设置有滑块36,基座10的上表面上对应滑块36设置有滑槽11,滑块36可滑动地设置在滑槽11内,使得第二支架30在基座10上可沿轴向方向移动,从而可以调整第一支架20和第二支架30之间的轴向距离。进一步地,在本实施方式中,滑块36有两个,滑槽11相应设置有两条。
55.其中,如图5所示,编织支架220的节点固定方法包括以下步骤:
56.s1、将带有编织支架220的编织工装200放入上述的编织支架220的定位工装100中,编织工装200的两端分别与第一支架20和第二支架30轴向限位配合,编织工装200的第二周向限位部210与第一周向限位部32周向限位配合;
57.s2、利用焊接设备或粘接设备固定编织支架220的节点;
58.s3、取出编织工装200,转动编织工装200预定角度,将与第一周向限位部32配合的一个第二周向限位部210切换成与其相邻的另一个第二周向限位部210,重复步骤s1和步骤s2,直至全部节点完成固定。
59.其中,步骤s1可以对编织工装200的轴向和周向方向进行限位,步骤s2可以对编织支架220的节点进行焊接固定或者粘接固定,步骤s3转动编织工装200,以使编织支架220的所有节点都可以被固定。
60.具体地,当选择焊接的方式固定节点时,焊接的方式包括但不限于热熔焊接、超声波焊接、激光焊接等。焊接时,采用台式焊接设备将模头下压,当模头接触到节点后,继续下压0.3-0.7mm并保持一段时间,即可实现节点的固定。并且,在完成一个节点的焊接后,模头回到起点位置。当然,也可以通过粘接的方式固定编织支架220的节点。
61.进一步地,在步骤s1中,将带有编织支架220的编织工装200放入上述的编织支架220的定位工装100中,具体包括,编织工装200的第二端240与第二支架30轴向限位配合,编织工装200的第二周向限位部210与第一周向限位部32周向限位配合,在本实施方式中,编织工装200的挂线轴插入限位槽内,由于尺寸设计,完成插入后,编织工装200的第二端240自动与第二支架30的第二轴向限位部31相配合。其中,第二轴向限位部31构成的圆弧面与第二端240的圆弧面匹配,圆弧面35与编织工装200设置有挂线轴的部分的圆弧面相匹配。
62.以及,第一调节件42调节第二支架30相对第一支架20的位置,直至编织工装200的第一端230与第一支架20的第一轴向限位部21轴向限位配合。
63.也就是说,在对编织支架220进行定位时,先将编织工装200的第二端240与第二支架30配合,再调节第一支架20和第二支架30之间的距离,从而可以将编织工装200的第一端230与第一支架20进行配合。
64.此外,如图6所示,编织支架220的制备方法包括以下步骤:
65.s10、将纤维丝通过编织工装200以编织成具有网格的编织支架220;
66.s20、按照上述的编织支架220的节点固定方法固定编织支架220的节点;
67.s30、将编织支架220进行定型热处理;
68.s40、将编织支架220进行冷却处理;
69.s50、将编织支架220从编织工装200上取下,并裁剪编织支架220的多余纤维丝。
70.其中,纤维丝的材质包括但不限于尼龙、涤纶、聚碳酸酯、丙烯腈-丁二烯-苯乙烯共聚物(abs)、聚乳酸、l-聚乳酸、聚羟基乙酸/聚乳酸共聚物,纤维丝的直径范围在0.3-0.8mm。
71.进一步地,在步骤s30中,将编织支架220连同编织工装200放置在真空干燥箱内进行定型热处理。在真空干燥箱内的热处理温度为160-180℃,保温时间为10-20min。
72.进一步地,在步骤s40中,将编织支架220连同编织工装200进行流水冲洗冷却处理,水冷可以提高编织支架220的冷却速度,这样,可以减弱编织支架220的应力消退,使得编织支架220较硬,从而获得较好的支撑力。或者,将编织支架220连同编织工装200进行自然气流冷却处理。
73.以及,本实用新型还提出了一种支架,支架采用上述的编织支架220的制备方法制成。
74.在本实用新型的描述中,需要理解的是,术语“中心”、“纵向”、“横向”、“长度”、“宽度”、“厚度”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”、“顺时针”、“逆时针”、“轴向”、“径向”、“周向”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制。
75.在本说明书的描述中,参考术语“一个实施例”、“一些实施例”、“示意性实施例”、“示例”、“具体示例”、或“一些示例”等的描述意指结合该实施例或示例描述的具体特征、结构、材料或者特点包含于本实用新型的至少一个实施例或示例中。在本说明书中,对上述术语的示意性表述不一定指的是相同的实施例或示例。
76.尽管已经示出和描述了本实用新型的实施例,本领域的普通技术人员可以理解:在不脱离本实用新型的原理和宗旨的情况下可以对这些实施例进行多种变化、修改、替换和变型,本实用新型的范围由权利要求及其等同物限定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1