一种模切刀辊及模切机的制作方法
1.本实用新型涉及模切刀辊技术领域,具体涉及一种模切刀辊及模切机。
背景技术:
2.模切是加工后期的一种裁切工艺,模切工艺可以把印刷品或者其他纸制品按照事先设计好的图形进行制作成模切刀版进行裁切,从而使纸制品的形状不再局限于直边直角。传统模切生产用模切刀辊根据产品设计要求的图样组合成模切版,在压力的作用下,将印刷品或其他板状坯料轧切成所需形状或切痕的成型工艺,压痕工艺则是利用压线刀或压线模,通过压力的作用在板料上压出线痕,或利用滚线轮在板料上滚出线痕,以便板料能按预定位置进行弯折成型。
3.现有的模切刀辊具有以下缺点:1、在加工过程中刃口和产品之间产生的气体会影响产品的形状;2、若加工绵纸可能刀刃可能会把绵纸卷起,导致产品形状差异较大;3、刀刃受应力影响会崩角,影响使用寿命。
技术实现要素:
4.本实用新型的目的在于提供一种模切刀辊及模切机,以解决现有技术中模切刀辊的模切刃使用寿命低及加工中气体影响产品形状的问题。
5.为达到上述目的,本实用新型是采用下述技术方案实现的:
6.一种模切刀辊,包括刀辊主体,所述刀辊主体具有转动轴线,所述刀辊主体上形成有沿所述转动轴线方向延伸的安装轴孔,所述刀辊主体的外侧壁上设有具有预设形状的至少一组模切刃;
7.一组所述模切刃包括两个相互连接的模切刃,同组的两个所述模切刃关于两个模切刃连接处所在的直线对称设置;
8.每个所述模切刀刃包括多段首尾相连的切刃线,所述切刃线内形成一吸料区域,所述刀辊主体上设有若干个排气孔,所述排气孔分布在所述吸料区域内和/或所述吸料区域外。
9.进一步地,所述排气孔的形状为圆形和/或方形。
10.进一步地,所述模切刃和所述刀辊主体为一体成型制成。
11.进一步地,所述刀辊主体的外侧壁上还设有压台,所述压台设置在同组两个所述模切刃连接处所在的直线上。
12.进一步地,所述直线上设有两个压台,其中一个所述压台位于所述模切刃顶端所在的水平面内,另一个所述压台位于所述模切刃底端所在的水平面内。
13.进一步地,所述压台的深度和所述模切刃的深度相同。
14.进一步地,所述模切刃和刀辊主体的材质均为硬质合金。
15.进一步地,所述刀辊主体上还设有贯穿所述刀辊主体的螺孔。
16.进一步地,所述螺孔的数量至少有两个,两个所述螺孔的连线方向和所述转动轴
线方向相同。
17.本技术还公开了一种模切机,包括上述任一项所述的模切刀辊。
18.根据上述技术方案,本实用新型的实施例至少具有以下效果:
19.1、本技术设计的模切刀辊在同组模切刃上设计两个模切刃,两个模切刃相较于传统的单刃设计(两个模切刃的连接处为一个整体),使模切刃连接处不容易崩角,保证了模切刃的使用寿命;
20.2、本技术在刀辊主体上设计排气孔,在模切刀辊工作时,模切刃下压产品,模切刃和产品之间的气体会从排气孔处排出,保证了模切刃下压产品的效果及和产品贴合的效果,保证了模切刃切产品的效果,使多个模切刃能切出形状一致的产品;
21.3、本技术在刀辊主体上设置压台,在刀辊主体转动切产品的过程中,模切刃连接处的压台能够先压住产品,保证模切刃切产品的效果,防止产品卷起,保证了切出产品的形状一致,能够提高模切效率。
22.4、本技术在刀辊主体上设置螺孔,在安装刀辊主体时,通过螺栓和螺孔的连接使螺栓压紧在连接轴上,保证刀辊主体的固定效果。
附图说明
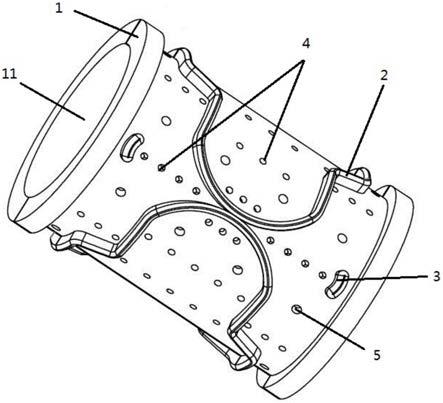
23.图1为本实用新型具体实施方式中模切刀辊的结构示意图;
24.图2为本实用新型具体实施方式中模切刀辊的主视图;
25.图3为图2的剖视图。
26.其中:1、刀辊主体;11、安装轴孔;2、模切刃;3、压台;4、排气孔;5、螺孔。
具体实施方式
27.为使本实用新型实现的技术手段、创作特征、达成目的与功效易于明白了解,下面结合具体实施方式,进一步阐述本实用新型。
28.需要说明的是,在本实用新型的描述中,术语“前”、“后”、“左”、“右”、“上”、“下”、“内”、“外”等指示的方位或位置关系为基于附图中所示的方位或位置关系,仅是为了便于描述本实用新型而不是要求本实用新型必须以特定的方位构造和操作,因此不能理解为对本实用新型的限制。本实用新型描述中使用的术语“前”、“后”、“左”、“右”、“上”、“下”指的是附图中的方向,术语“内”、“外”分别指的是朝向或远离特定部件几何中心的方向。
29.如图1至图3所示,一种模切刀辊,包括刀辊主体1,刀辊主体1具有转动轴线,刀辊主体1上形成有沿转动轴线方向延伸的安装轴孔11,刀辊主体1的外侧壁上设有具有预设形状的至少一组模切刃2;一组模切刃2包括两个相互连接的模切刃2,同组的两个模切刃2关于两个模切刃连接处所在的直线对称设置;每个模切刀刃2包括多段首尾相连的切刃线,切刃线内形成一吸料区域,刀辊主体上设有若干个排气孔4,排气孔4分布在吸料区域内和/或吸料区域外。
30.本技术设计的模切刀辊在同组模切刃上设计两个模切刃2,两个模切刃2相较于传统的单刃设计(两个模切刃的连接处为一个整体),使模切刃连接处不容易崩角,保证了模切刃2的使用寿命。本技术在刀辊主体1上设计排气孔4,在模切刀辊工作时,模切刃下压产品,模切刃和产品之间的气体会从排气孔处排出,保证了模切刃下压产品的效果及和产品
贴合的效果,保证了模切刃切产品的效果,使多个模切刃能切出形状一致的产品。
31.下面通过不同的实施例结合绵纸生产纸尿裤的过程对本技术进行说明。
32.实施例1
33.本技术在使用时,通过刀辊主体1的安装轴孔11使刀辊主体安装至模切机的转轴上,通过固定件是刀辊主体1固定在转轴上。本技术中刀辊主体1和模切刃2采用硬质合金材质,转轴为钢制转轴。为了保证刀辊主体和转轴之间的连接效果,本技术在刀辊主体1上设有多个螺孔,通过螺孔上拧入螺栓,螺栓和转轴挤压保证刀辊主体1和转轴连接的紧密,防止刀辊主体产生位移导致切出的绵纸不符合要求。
34.在一些进一步的实施例中,螺孔的设计方向沿安装轴孔的轴线方向设计,能够更好的保证使刀辊主体的固定效果。
35.在该实施例中,刀辊主体的外侧壁上设有具有预设形状的两组模切刃2,每组模切刃包括两个模切刃2。同组的两个模切刃2的连接处没有共用一个切刃线,而是采用两个单独的切刃线的设计,能够防止工作时应力集中而导致模切刃崩角,保证了模切刃的使用寿命。
36.同组的两个模切刃2关于两个模切刃连接处所在的直线对称设置,该直线和转动轴线在空间上相垂直。对称设计能够保证模切刃切出形状一致的绵纸。两组四个模切刃,能够提高切绵纸的效率。
37.在本技术中,每个模切刃2包括多段首尾相连的切刃线,切刃线内形成一吸料区域,每个吸料区域内设置多个排气孔4。工作时,模切刃和绵纸贴合进行压切绵纸,当两者贴合后排气孔能够排出模切刃和绵纸之间的空气,保证两者的压紧贴合效果,进而保证了压切绵纸的质量,防止气体导致绵纸跑偏或褶皱影响形状。
38.在本技术中,排气孔4还可设置在吸料区域外侧,设置在两个相邻的模切刃之间。
39.在一些实施例中,还限定了排气孔的形状,排气孔为圆形状、方形状或其他形状,能够保证排气的效果即可。
40.在一些实施例中,模切刃2和模切刀辊1采用一体成型的方式制成,此种设计相对于将模切刃焊接在模切刀辊上的设计,可承载更高的应力,保证了模切刃2的使用寿命。
41.实施例2
42.该实施例除了具有实施例1的内容还进一步限定了如下内容。
43.刀辊主体1的外侧壁上还设有压台3,压台设置在同组两个模切刃连接处所在的直线上。在刀辊主体1上设计压台3,工作时,模切刃连接处的压台能够先压住产品,保证模切刃切绵纸的效果,防止绵纸卷起,保证了切出绵纸的形状一致。通过压台的设计,无需人工压绵纸,能够提高模切效率保证工作人员的安全。
44.进一步地,直线上设有两个压台3,其中一个压台3位于模切刃顶端所在的水平面内,另一个压台3位于所述模切刃底端所在的水平面内。即,两个压台3所处的高度分别位于模切刃的两端。更进一步的,压台3的深度和模切刃的深度相同。能够保证对绵纸的压紧效果,又能够保证模切刃的压切效果。
45.实施例3
46.基于模切刀辊的多个实施例,本技术还提供了一种模切机,该模切机包括上述实施例中的模切刀辊。
47.由技术常识可知,本实用新型可以通过其它的不脱离其精神实质或必要特征的实施方案来实现。因此,上述公开的实施方案,就各方面而言,都只是举例说明,并不是仅有的。所有在本实用新型范围内或在等同于本实用新型的范围内的改变均被本实用新型包含。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1