一种列车信号接收箱盖板定型工装的制作方法
1.本技术属于设备加工固定辅助装置技术领域,尤其涉及一种列车信号接收箱盖板定型工装。
背景技术:
2.列车信号接收箱盖板是汽车信号接收系统的外部保护支撑结构,一般为钢制材料,在其加工过程中,由于产品加工后尺寸较大,而厚度相对偏小,在高温加工之后的冷却过程中会产生较大的热应力,加之材料收缩变形,容易导致列车信号接收箱盖板加工后产生扭曲变形,传统校正定型一般在通用平台来完成,但通用平台难以有效固定列车信号接收箱盖板,实际装夹效果差,无法有效定型。
技术实现要素:
3.本技术的目的在于,基于实际需求,为了提高列车信号接收箱盖板的成品质量,降低形变和生产后产品的收缩应力,提供一种操作方便,使用成本低,效果好的列车信号接收箱盖板定型工装。
4.为实现上述目的,本技术采用如下技术方案。
5.本技术的列车信号接收箱盖板定型工装,包括定型台、夹块组、快速夹紧部件、压条组;
6.定型台包括支撑架10和定型板架11,所述定型板架11固定设置在支撑架10顶部;定型板架11为多夹层结构,包括下层的木质基板11a以及设于木质基板11a上侧的橡胶垫板11b;所述橡胶垫板11b上设置有若干条形窗口11d,各条形窗口11d沿左右方向延伸且独立分隔设置,条形窗口11d宽度和长度尺寸与列车信号接收箱盖板尺寸匹配;所述条形窗口11d内嵌设有钢化玻璃板11c,钢化玻璃板11c底部抵在木质基板11a上;
7.木质基板加工方便,成本低;橡胶:表面软且有一定的硬度和耐温性能,不划伤产品且可以承受产品放置上去时的较高温度;钢化玻璃:平面度好,易获得,与普通玻璃相比不易破裂;成本比精加工的金属平面低
8.夹块组包括可拆卸的固定在定型板架11上侧且围绕各条形窗口11d设置的夹块20;
9.快速夹紧部件有多个,设置在各条形窗口11d两侧,快速夹紧部件包括基座30、操作杆31、拉杆32、压紧臂33、压紧螺杆34、调节螺母35;
10.基座30包括通过螺栓固定设置在定型板架11上侧的底板30a以及垂直设置于底板30a 上的支撑板30b,支撑板30b垂直于条形窗口11d长边方向且顶部两侧设置有轴孔,靠近条形窗口11d一侧的轴孔中设置有第一压紧臂连接轴36,另一侧的轴孔中设置有第一拉杆连接轴37;
11.所述操作杆31是由长杆31a和短杆31b组成的v形结构,在v形夹角以及短杆31b 的末端分别设置有轴孔,v形夹角处的轴孔中设置有第二拉杆连接轴38,短杆31b末端的轴孔
中设置有第二压紧臂连接轴39;
12.所述拉杆32呈一字形,拉杆32的两端设置有轴孔且分别套设在第一拉杆连接轴37 和第二拉杆连接轴38上;
13.所述压紧臂33呈t形结构,且压紧臂33的横臂的两端分别设置有轴孔,两处轴孔分别套在第一压紧臂连接轴36和第二压紧臂连接轴39上,t形竖直臂指向条形窗口11d一侧;
14.所述压紧螺杆34轴线与t形横臂平行,压紧螺杆34通过螺纹连接的方式可上下移动地设置在压紧臂33的竖臂末端;
15.所述压条组包括一字形压条40和t字形压条41,一字形压条40和t字形压条41设于条形窗口11d中用于压紧列车信号接收箱盖板;其中一字形压条40设置在条形窗口11d 左右两端,t字形压条41设于条形窗口11d中部。
16.对前述列车信号接收箱盖板定型工装的进一步改进或优选方案还包括,所述压紧臂33 由两块t形夹板33a、两块连接板33b组成;
17.两块t形夹板33a分别设置于支撑板30b两侧,左右拼接后组成支撑臂结构;t形夹板33a横臂的两端分别设置有轴孔,两处轴孔分别套在第一压紧臂连接轴36和第二压紧臂连接轴39上;
18.两块连接板33b设置在t形夹板33a夹板竖臂末端上下侧,连接板33b中部设置有螺孔,所述压紧螺杆34旋入上侧连接板上的螺孔后从两个t形夹板33a间隙穿过后从下侧连接板上的螺孔穿出。
19.其有益效果在于:
20.1、本技术结构简单轻便,使用方便,可以方便快速的对各类型列车信号接收箱盖板进行定型校正,能够有效降低列车信号接收箱盖板的变形问题以及消除收缩应力,提高产品性能。
21.2、本技术的列车信号接收箱盖板定型工装可以实现快速定型装夹,且各版块轮流使用,与生产节奏匹配,假如顺时针方向依次为a b c d,以左上角为a,则从模压模具里出来后第一块先放在a,压紧快速夹;模具里面同时再压制第二块,第二块出来后放于b,在压紧快速夹;如此,第四块放在d处后,压紧快速夹;模具里面投第五块产品的材料料压制保压时,打开a出的快速夹,取出第一块,修边、加工孔位等。第五块取出后放于a处,以此类推,第六块放于b处,第七块放于c处,依次循环,利用钢化玻璃的平面和快速夹的压紧作用,保证产品(类似平板产品)的平面度;因为每个产品的加工周期约10分钟,保证了产品的定型与冷却时间不低于40分钟,完全满足产品的定型要求。
附图说明
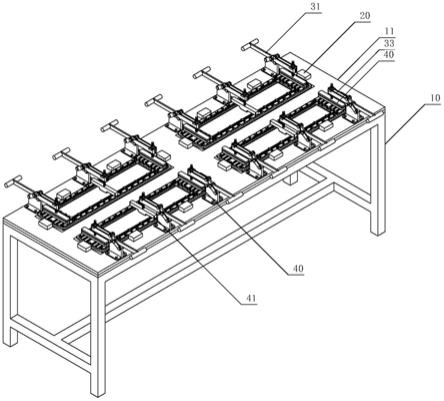
22.图1是列车信号接收箱盖板定型工装的主视图;
23.图2是定型板架的结构示意图;
24.图3是快速夹紧部件的结构示意图一;
25.图4是快速夹紧部件的结构示意图二;
26.其中附图标记包括:
27.支撑架10、定型板架11、木质基板11a、橡胶垫板11b、钢化玻璃板11c、条形窗口 11d、基座30、底板30a、支撑板30b、操作杆31、长杆31a、短杆31b、拉杆32、压紧臂 33、压紧螺
杆34、调节螺母35、第一压紧臂连接轴36、第一拉杆连接轴37、第二拉杆连接轴38、第二压紧臂连接轴39、一字形压条40、t字形压条41。
具体实施方式
28.以下结合具体实施例对本技术作详细说明。
29.本技术的一种列车信号接收箱盖板定型工装,主要包括定型台、夹块组、快速夹紧部件、压条组;
30.定型台包括支撑架10和定型板架11,所述定型板架11固定设置在支撑架10顶部;定型板架11为多夹层结构,包括下层的木质基板11a以及设于木质基板11a上侧的橡胶垫板11b;所述橡胶垫板11b上设置有若干条形窗口11d,各条形窗口11d沿左右方向延伸且独立分隔设置,条形窗口11d宽度和长度尺寸与列车信号接收箱盖板尺寸匹配;所述条形窗口11d内嵌设有钢化玻璃板11c,底部抵在木质基板11a上;
31.夹块组包括可拆卸的固定在定型板架11上侧且围绕各条形窗口11d设置的夹块20;
32.快速夹紧部件有多个,设置在各条形窗口11d两侧,快速夹紧部件包括基座30、操作杆31、拉杆32、压紧臂33、压紧螺杆34、调节螺母35;
33.基座30包括通过螺栓固定设置在定型板架11上侧的底板30a以及垂直设置于底板30a 上的支撑板30b,支撑板30b垂直于条形窗口11d长边方向且顶部两侧设置有轴孔,靠近条形窗口11d一侧的轴孔中设置有第一压紧臂连接轴36,另一侧的轴孔中设置有第一拉杆连接轴37;
34.所述操作杆31是由长杆31a和短杆31b组成的v形结构,在v形夹角以及短杆31b 的末端分别设置有轴孔,v形夹角处的轴孔中设置有第二拉杆连接轴38,短杆31b末端的轴孔中设置有第二压紧臂连接轴39;
35.所述拉杆32呈一字形,拉杆32的两端设置有轴孔且分别套设在第一拉杆连接轴37 和第二拉杆连接轴38上;
36.所述压紧臂33呈t形结构,且压紧臂33的横臂的两端分别设置有轴孔,两处轴孔分别套在第一压紧臂连接轴36和第二压紧臂连接轴39上,t形竖直臂指向条形窗口11d一侧;
37.所述压紧螺杆34轴线与t形横臂平行,压紧螺杆34通过螺纹连接的方式可上下移动地设置在压紧臂33的竖臂末端;
38.所述压条组包括一字形压条40和t字形压条41,一字形压条40和t字形压条41设于条形窗口11d中用于压紧列车信号接收箱盖板;其中一字形压条40设置在条形窗口11d 左右两端,t字形压条41设于条形窗口11d中部。
39.在本实施例中,所述压紧臂33由两块t形夹板33a、两块连接板33b组成;
40.两块t形夹板33a分别设置于支撑板30b两侧,左右拼接后组成支撑臂结构;t形夹板33a横臂的两端分别设置有轴孔,两处轴孔分别套在第一压紧臂连接轴36和第二压紧臂连接轴39上;
41.两块连接板33b设置在t形夹板33a夹板竖臂末端上下侧,连接板33b中部设置有螺孔,所述压紧螺杆34旋入上侧连接板上的螺孔后从两个t形夹板33a间隙穿过后从下侧连接板上的螺孔穿出。
42.最后应当说明的是,以上实施例仅用以说明本技术的技术方案,而非对本技术保护范围的限制,尽管参照较佳实施例对本技术作了详细地说明,本领域的普通技术人员应当理解,可以对本技术的技术方案进行修改或者等同替换,而不脱离本技术技术方案的实质和范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1