方便PCB板钻孔的自动上料装置的制作方法
方便pcb板钻孔的自动上料装置
技术领域
1.本实用新型涉及pcb板加工技术领域,更具体地说,它涉及一种方便pcb板钻孔的自动上料装置。
背景技术:
2.pcb板是一种广泛应用于各种电子产品中的电子元件,目前pcb钻孔装置主要采用机械钻孔或激光钻孔的方法,在钻孔作业前,通常需要人工的方式将待加工的pcb板放置在pcb钻孔设备上,每次钻孔完毕后再由工人换料,人力成本大且工作效率低。
3.目前,申请号为202020032666.6的中国专利公开了一种自动上下料装置及pcb板钻孔设备,它包括传送台机构、中转机构、传送治具和搬运车。中转机构包括支座和沿竖直方向可升降地设置在支座上的升降架。传送治具包括箱体和多组沿竖直方向间隔排列的治具传送组件。上料时搬运车能够将传送治具放置在升降架上,以使治具传送组件能够将放置在其上的板料传送至传送台机构上,传送台机构能够将板料移动至机床加工头的下方。下料时传送台机构能够带动板料靠近升降架,并将板料传送至升降架上的治具传送组件上,搬运车能够将传送治具由升降架上取下。
4.这种自动上下料装置及pcb板钻孔设备虽然能够代替人工的方式对pcb板上下料,但是多组治具传送组件沿竖直方向间隔排列地设置在箱体中,板料放置在每一组治具传送组件上,当pcb板数量较多时,由于每组治具传送组件只能放置一张板料,需要设置多组治具传送组件,导致占用空间大,同时,当pcb板形状不同时,在搬运车放置传送治具的过程中,pcb板会相对于治具传送组件中的传送带发生滑动偏移,导致无法使pcb板精准运送至机床加工头下方。
技术实现要素:
5.针对现有技术存在的不足,本实用新型的目的在于提供一种方便pcb板钻孔的自动上料装置,具有对不同大小pcb板精准上料的优点。
6.为实现上述目的,本实用新型提供了如下技术方案:
7.一种方便pcb板钻孔的自动上料装置,包括机架,还包括与所述机架滑动连接的送料台、与所述送料台固定连接的定位柱、与所述送料台滑动连接的限位柱、放置于所述送料台并沿所述定位柱以及所述限位柱滑动的第一板材放置板,所述定位柱以及所述限位柱与料板抵接,还包括用于推动所述第一板材放置板移动的第一驱动组件、与所述机架滑动连接的真空吊具、与所述机架连接用于对板材位置微调的微调组件,所述真空吊具吸附板材后并放置在所述微调组件。
8.采用上述技术方案,第一板材放置板方便pcb板堆叠放置,定位柱能够对pcb板进行定位,限位柱与pcb板抵接起到了限位作用,定位柱和限位柱能够防止堆叠在一起的pcb板的滑动偏移并保证了上料的精准性,同时,将pcb板堆叠在一起进行上料,节省了pcb板的占用空间,通过滑动限位柱并调整限位柱的位置方便对不同大小的pcb板进行限位,增大了
适用范围,真空吊具能够逐个将pcb板吸附进行上料,微调组件能够进一步对pcb板的位置进行调整,保证了上料时位置的精准性。
9.进一步,所述微调组件包括与所述机架固定连接的第二板材放置板、与所述第二板材放置板滑动连接的推块、与所述推块连接的第二驱动组件,所述推块抵接并推动板材移动。
10.采用上述技术方案,通过滑动推块使推块抵接pcb板移动,能够实现对pcb板位置的调整,第二驱动组件能够带动推块移动,代替了人工调整的步骤。
11.进一步,所述第一驱动组件包括与所述机架固定连接的气缸、与所述气缸连接的推板。
12.采用上述技术方案,气缸通过推板能够推动第一板材放置板沿着定位柱以及限位柱移动,完成自动送料。
13.进一步,所述限位柱设置为两组,所述两组限位柱的移动方向互相垂直。
14.采用上述技术方案,两组限位柱的移动方向互相垂直能够对平面上不同大小的pcb板抵接进行限位,防止堆叠的pcb板送料时发生滑动偏移。
15.进一步,所述送料台设置用于推动限位柱移动的第三驱动组件,所述第三驱动组件包括与所述送料台固定连接的第三电动机、与所述电动机转动连接并与所述限位柱连接的第三丝杆。
16.采用上述技术方案,第三电动机能够通过第三丝杆带动限位柱移动,代替了人工调整的步骤。
17.进一步,所述第一板材放置板安装导柱,所述导柱在所述气缸的带动下沿所述送料台滑动。
18.采用上述技术方案,导柱起到了导向作用,防止在气缸推动第一板材放置板移动时发生侧翻,保证了送料过程的稳定性。
19.进一步,所述第二驱动组件包括与所述机架固定连接的第二电动机、与所述第二电动机转动连接并与所述推块连接的第二丝杆。
20.采用上述技术方案,第二电动机能够通过第二丝杆带动推块移动,丝杆工作稳定且容易调节推块的移动距离,同时代替了人工调整的步骤。
21.进一步,所述微调组件设置为两组,所述两组微调组件运动方向互相垂直。
22.采用上述技术方案,两组微调组件运动方向互相垂直能够对pcb板所在平面内的任一方向进行调整。
23.综上所述,本实用新型具有以下有益效果:
24.1.将pcb板在第一板材放置板上堆叠放置并进行上料,节省了pcb板的占用空间,定位柱和限位柱配合能够防止堆叠放置在一起的pcb板在送料时发生滑动偏移,保证了上料的精准性,通过滑动限位柱并调整限位柱的位置方便对不同大小的pcb板进行限位,增大了适用范围;
25.2.微调组件中的推块在第二电动机和第二丝杆的作用下能够推动放置在第二板材放置板中的pcb板的位置,对pcb板进行微调,省去了人工调整的步骤,保证了上料的精准性;
26.3.安装在第一板材放置板上导柱能够防止在气缸推动第一板材放置板移动时发
生侧翻,保证了送料过程的稳定性。
附图说明
27.图1为该实用新型中去掉部分机架的结构示意图;
28.图2为该实用新型中送料台的结构示意图;
29.图3为该实用新型中机架的结构示意图;
30.图4为该实用新型中微调组件的结构示意图;
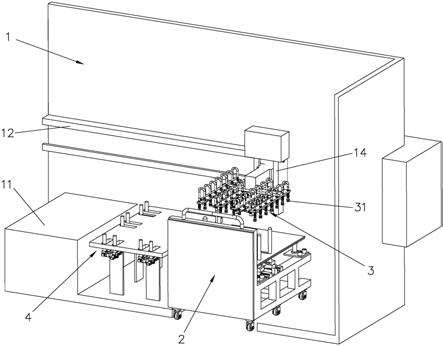
31.图5为该实用新型的工作示意图。
32.图中:1、机架;11、机床加工台;12、导轨;13、第一驱动组件;131、气缸;132、推板;14、升降模组;2、送料台;21、定位柱;22、限位柱;23、第一板材放置板;231、第一滑槽;24、滚轮、25、滑轨;26、第三驱动组件;261、第三电动机;262、第三丝杆;27、导柱;3、真空吊具;31、波纹真空吸盘;4、微调组件;41、第二板材放置板;411、第二滑槽;42、推块;43、第二驱动组件;431、第二电动机;432、第二丝杆。
具体实施方式
33.下面结合附图及实施例,对本实用新型进行详细描述。
34.本具体实施例仅仅是对本实用新型的解释,其并不是对本实用新型的限制,本领域技术人员在阅读完本说明书后可以根据需要对本实施例做出没有创造性贡献的修改,但只要在本实用新型的权利要求范围内都受到专利法的保护。
35.一种方便pcb板钻孔的自动上料装置,如图1所示,用于对不同大小pcb板精准上料,包括机架1、用于放置pcb板并送料的送料台2、用于逐个吸附pcb板的真空吊具3、用于对pcb板位置进行微调的微调组件4,送料台2与机架1滑动连接,真空吊具3位于送料台2的上方并与机架1滑动连接,微调组件4与机架1连接,真空吊具3吸附pcb板后并放置于微调组件4。
36.具体的,如图1所示,机架1放置于地面上,机架1上设有机床加工台11以用来对pcb板进行钻孔加工,机架1的侧壁安装导轨12以方便真空吊具3滑动,导轨12为一个平行于地面的水平轨道。
37.如图1所示,机架1的导轨12上设有升降模组14,升降模组14与真空吊具3连接,真空吊具3能够沿着升降模组14朝垂直于地面方向移动,真空吊具3上安装多组波纹真空吸盘31。
38.如图2所示,送料台2上设有定位柱21、限位柱22、用于放置pcb板的第一板材放置板23,其中,送料台2底部安装滚轮24,定位柱21垂直于送料台2并与送料台2固定连接,送料台2上安装平行于地面的滑轨25,限位柱22垂直于送料台2并与送料台2上的滑轨25滑动连接以保证限位柱22能够水平滑动,限位柱22设置为两组,两组限位柱22的移动方向互相垂直,送料台2上设置用于推动限位柱22移动的第三驱动组件26,第三驱动组件26包括第三电动机261、第三丝杆262,第三电动机261与送料台2固定连接,第三电动机261通过带轮机构与第三丝杆262转动连接,第三丝杆262与限位柱22连接。第一板材放置板23为一个放置在送料台2上的方板,定位柱21环绕在第一板材放置板23的外侧,第一板材放置板23上开设第一滑槽231,限位柱22穿过第一滑槽231并沿第一滑槽231水平滑动,定位柱21以及限位柱22
与放置在第一板材放置板23上的pcb板抵接。
39.如图2和图3所述,机架1上设有用于推动第一板材放置板23移动的第一驱动组件13,第一驱动组件13包括与机架1固定连接的气缸131、与气缸131连接的推板132,推板132与第一板材放置板23抵接并在气缸131的推动下推动第一板材放置板23沿着定位柱21以及限位柱22滑动,第一板材放置板23的底部安装垂直于地面的导柱27,导柱27与送料台2滑动连接,本实施例中导柱27为四个并位于第一板材放置板23的四个边角处。
40.如图4所示,微调组件4包括第二板材放置板41、推块42、用于带动推块42移动的第二驱动组件43,其中,第二板材放置板41为一方板,第二板材放置板41与机架1(见图1)固定连接并平行于地面,第二板材放置板41开设第二滑槽411,推块42穿过第二滑槽411并与第二板材放置板41滑动连接,第二驱动组件43包括第二电动机431、第二丝杆432,第二电动机431与机架1固定连接,第二电动机431通过带轮机构与第二丝杆432转动连接,第二丝杆432与推块42连接,微调组件4设置为两组,两组微调组件4运动方向互相垂直。
41.本实施例的工作过程及原理:
42.在使用该实用新型时,如图2和图5所示,拉动送料台2滑出机架1,将堆叠在一起的pcb板放置在第一板材放置板23上,定位柱21抵接pcb板,限位柱22移动与pcb板抵接将堆叠在一起的pcb板进行限位,防止堆叠的pcb板在送料时产生滑动偏移,推动送料台2滑动至真空吊具3下方,气缸131(见图3)推动第一板材放置板23并带动pcb板上升,真空吊具3吸附第一板材放置板23上的pcb板后运送至第二板材放置板41,此时通过移动推块42能够对pcb板的位置进行微调以保证钻孔时的准确性,待pcb板位置调整结束后,真空吊具3吸附第二板材放置板41中的pcb板运送至机床加工台11进行钻孔加工。
43.以上所述仅是本实用新型的优选实施方式,本实用新型的保护范围并不仅局限于上述实施例,凡属于本实用新型思路下的技术方案均属于本实用新型的保护范围。应当指出,对于本技术领域的普通技术人员来说,在不脱离本实用新型原理前提下的若干改进和润饰,这些改进和润饰也应视为本实用新型的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1