一种挡汽环安装工具的制作方法
1.本实用新型涉及机组挡汽环装配技术领域,具体涉及一种挡汽环安装工具。
背景技术:
2.机组挡汽环为搭口设计结构,由于单件加工精度高,且工序复杂,导致成品率低。即使单件加工合格,但装配时需要将挡汽环套装在法兰环槽内,套装法兰前段为大于挡汽环内孔尺寸位置,传统方式为将挡汽环手动别开,局部几点位置受力,会使挡汽环变型严重,套装进去后,无法恢复至套装前自由状态,导致挡汽环与阀头内孔接触不均匀,存在导向不畅及漏气量大问题。
3.综上所述,现有的挡汽环安装方式采用手动方式将挡汽环的内孔撑开至套装法兰的外圆大小,由于局部几点位置受力,会使挡汽环变型严重,存在挡汽环装配后开口变形无法恢复的问题。
技术实现要素:
4.本实用新型的目的是为了解决现有的挡汽环安装方式采用手动方式将挡汽环的内孔撑开至套装法兰的外圆大小,由于局部几点位置受力,会使挡汽环变型严重,存在挡汽环装配后开口变形无法恢复的问题,进而提供一种挡汽环安装工具。
5.本实用新型的技术方案是:
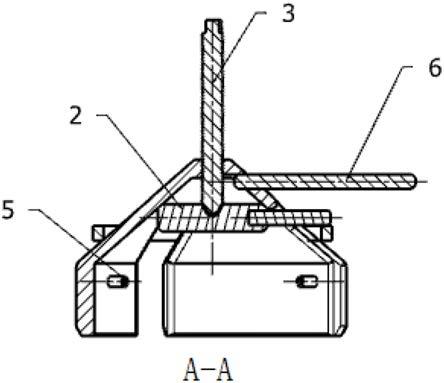
6.一种挡汽环安装工具,所述挡汽环安装工具包括安装锥套1、导向盘2、顶杆3和两个以上压杆4,安装锥套1上部为下端开口的空心圆台结构,安装锥套1下部为两端开口的空心圆柱结构,所述空心圆柱结构和空心圆台结构由下至上依次同轴连接,挡汽环7水平置于安装锥套1的锥面上,安装锥套1的空心圆台结构的锥面上沿圆周方向均匀开设有两个以上豁口,导向盘2同轴设置在安装锥套1的空心圆台结构内部,导向盘2侧面沿圆周方向均匀开设两个以上与豁口相对应的插孔,插孔内插装有压杆4,所述压杆4远离导向盘2的一端穿过安装锥套1锥面的豁口并延伸至外部,且处于安装锥套1外部的压杆4端部搭接在挡汽环7上,导向盘2上端面中心沿竖直方向加工有导向盘凹槽,安装锥套1的空心圆台结构上端面中心沿竖直方向加工有顶杆安装通孔,所述顶杆安装通孔内加工有顶杆内螺纹,顶杆3外圆柱面加工有与顶杆内螺纹相匹配的外螺纹,顶杆3下端沿竖直方向螺旋安装在顶杆安装通孔内,且顶杆3底部与导向盘2的导向盘凹槽相抵,顶杆3上端加工有与扳手相匹配的长方体夹持块。
7.进一步地,压杆4、安装锥套1的豁口和导向盘2的插孔的数量均为三个。
8.进一步地,所述挡汽环安装工具还包括两个以上定位销5,安装锥套1的空心圆柱结构的圆柱面上沿圆周方向水平加工有两个以上销孔,所述销孔内插装有定位销5。
9.进一步地,定位销5和安装锥套1的销孔的数量均为三个。
10.进一步地,所述挡汽环安装工具还包括手柄6,安装锥套1的空心圆台结构的锥面上沿水平方向开设有手柄插孔,手柄6一端水平插装在安装锥套1的手柄插孔内。
11.进一步地,导向盘凹槽为锥形槽,顶杆3下端加工有与锥形槽相匹配的尖头,顶杆3的尖头插装在导向盘2的锥形槽内。
12.进一步地,顶杆3上端加工有与扳手相匹配的长方体夹持块。
13.进一步地,安装锥套1的空心圆柱结构侧面底部加工有倒角结构。
14.本实用新型与现有技术相比具有以下效果:
15.本实用新型安装工具能够保证挡汽环7在安装过程中,挡汽环7内孔在圆周方向上均匀受力,保证装配后的挡汽环7可以收缩至自由状态,降低别开装配无法复原的风险,提高装配效率。所述安装工具的安装锥套1采用锥面结构,将挡汽环7自由状态贴合至锥面后,通过锥面上的三个豁口处延伸出的压杆4均布压在挡汽环7端面上,采用扳手旋转顶杆3,使顶杆3下端尖头顶住导向盘2的导向盘凹槽,随着锥面一起将挡汽环7的内孔撑开,最后撑至套装法兰的外圆大小,保证装配时,可以在挡汽环7端面上,均匀三点施加轴向力,最后在挡汽环7即将装配到位时,通过设计的倒角结构滑至法兰凹槽内,完成安装过程,从而满足产品装配需求。
附图说明
16.图1是本实用新型挡汽环安装工具的主视图;
17.图2是本实用新型挡汽环安装工具的侧视图;
18.图3是本实用新型挡汽环安装工具的俯视图;
19.图4是图1在a-a处的剖视图;
20.图5是图2在b-b处的剖视图。
具体实施方式
21.具体实施方式一:结合图1至图5说明本实施方式,本实施方式的一种挡汽环安装工具,所述挡汽环安装工具包括安装锥套1、导向盘2、顶杆3和两个以上压杆4,安装锥套1上部为下端开口的空心圆台结构,安装锥套1下部为两端开口的空心圆柱结构,所述空心圆柱结构和空心圆台结构由下至上依次同轴连接,挡汽环7水平置于安装锥套1的锥面上,安装锥套1的空心圆台结构的锥面上沿圆周方向均匀开设有两个以上豁口,导向盘2同轴设置在安装锥套1的空心圆台结构内部,导向盘2侧面沿圆周方向均匀开设两个以上与豁口相对应的插孔,插孔内插装有压杆4,所述压杆4远离导向盘2的一端穿过安装锥套1锥面的豁口并延伸至外部,且处于安装锥套1外部的压杆4端部搭接在挡汽环7上,导向盘2上端面中心沿竖直方向加工有导向盘凹槽,安装锥套1的空心圆台结构上端面中心沿竖直方向加工有顶杆安装通孔,所述顶杆安装通孔内加工有顶杆内螺纹,顶杆3外圆柱面加工有与顶杆内螺纹相匹配的外螺纹,顶杆3下端沿竖直方向螺旋安装在顶杆安装通孔内,且顶杆3底部与导向盘2的导向盘凹槽相抵。
22.具体实施方式二:结合图1至图5说明本实施方式,本实施方式的压杆4、安装锥套1的豁口和导向盘2的插孔的数量均为三个。如此设置,保证装配时,可以在挡汽环7端面上,均匀三点施加轴向力,保证装配后的挡汽环7可以收缩至自由状态,降低别开装配无法复原的风险,提高装配效率。其它组成和连接关系与具体实施方式一相同。
23.具体实施方式三:结合图1至图5说明本实施方式,本实施方式的所述挡汽环安装
工具还包括两个以上定位销5,安装锥套1的空心圆柱结构的圆柱面上沿圆周方向水平加工有两个以上销孔,所述销孔内插装有定位销5。如此设置,销子用于安装最外侧挡汽环时轴向定位使用。其它组成和连接关系与具体实施方式一或二相同。
24.具体实施方式四:结合图1至图5说明本实施方式,本实施方式的定位销5和安装锥套1的销孔的数量均为三个。如此设置,销子用于安装最外侧挡汽环时轴向定位使用。其它组成和连接关系与具体实施方式一、二或三相同。
25.具体实施方式五:结合图1至图5说明本实施方式,本实施方式的所述挡汽环安装工具还包括手柄6,安装锥套1的空心圆台结构的锥面上沿水平方向开设有手柄插孔,手柄6一端水平插装在安装锥套1的手柄插孔内。如此设置,在安装锥套1的锥面上设置手柄6,便于在旋转顶杆3时,对安装锥套1进行固定限位,防止安装锥套1随着顶杆3转动。其它组成和连接关系与具体实施方式一、二、三或四相同。
26.具体实施方式六:结合图1至图5说明本实施方式,本实施方式的导向盘凹槽为锥形槽,顶杆3下端加工有与锥形槽相匹配的尖头,顶杆3的尖头插装在导向盘2的锥形槽内。如此设置,顶杆3的尖头与导向盘2的锥形槽之间为滑动配合,通过旋转顶杆3调节导向盘2上下移动距离,使顶杆3下端尖头顶住导向盘2的导向盘凹槽,导向盘2在顶杆3的作用下带动三个压杆4向下拖动挡汽环7,随着锥面一起将挡汽环7的内孔撑开。其它组成和连接关系与具体实施方式一、二、三、四或五相同。
27.具体实施方式七:结合图1至图5说明本实施方式,本实施方式的顶杆3上端加工有与扳手相匹配的长方体夹持块。如此设置,采用扳手旋转顶杆3,既方便,又省力,提高了作业效率。其它组成和连接关系与具体实施方式一、二、三、四、五或六相同。
28.具体实施方式八:结合图1至图5说明本实施方式,本实施方式的安装锥套1的空心圆柱结构侧面底部加工有倒角结构。如此设置,在挡汽环7即将装配到位时,通过设计的倒角结构滑至法兰凹槽内,完成安装过程。其它组成和连接关系与具体实施方式一、二、三、四、五、六或7相同。
29.工作原理
30.结合图1至图5说明本实用新型挡汽环安装工具的工作原理:使用时,先将挡汽环7装配至安装锥套1上,从锥套1的内孔处将导向盘2放入,同时,通过锥套1上的三个豁口将压杆3安装在导向盘2上,此时压杆4底部与挡汽环7上端面相抵,通过调整压杆4与挡汽环7的相对位置,对导向盘2进行对心,使导向盘2中心与锥套1中心位于同一条直线上,通过旋转顶杆3调节导向盘2上下移动距离,将挡汽环7均匀涨开,保证挡汽环7圆周方向涨量一致,避免变形无法恢复。
31.以上实施例仅用以说明本实用新型的技术方案,而非对其限制;尽管参照前述实施例对本实用新型进行了详细的说明,本领域的普通技术人员应当理解:其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换;而这些修改或者替换,并不使相应技术方案的本质脱离本实用新型各实施例技术方案的精神和范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1