转炉氧枪制作密封圈快速安装装置的制作方法
1.本实用新型涉及一种转炉氧枪制作密封圈快速安装装置,属于检修工具技术领域。
背景技术:
2.冶金行业中,国内外大多数炼钢厂采用的炼钢工艺采是转炉顶吹工艺,其转炉氧枪是关键设备。炼钢过程中通过氧枪升降系统,氧枪将插入炉内、在距钢水非常近的位置进行吹氧作业。由于氧枪的工况十分恶劣,所以使用寿命就有一定的限制,在达到正常使用寿命后就必须更换一般枪龄为600-1000炉左右,下线后的氧枪必须就近进行维修作业:常规包括外管局部更换、喷头更换、密封圈更换内容。
3.国内外氧气顶吹转炉炼钢,其氧枪型号有22种之多,基本形式都以水冷氧枪结构形式为主。其枪体由三根同心圆管套叠所组成,它由内层管输氧,三层管之间的环形夹缝供冷却水进回通道。因氧枪工作高温环境,要求三层管道能相互滑动,单独伸缩以克服结构应力变化带来的问题。其水管的密封圈因为其升降压差大,采用支承环、导向环、密封环三种形式结合而成。
4.由于以往安装方式是在水管上也即是内层管(大约长度0.8米)采用一字螺丝刀,榔头,一点一点地往里面套(v型密封圈φ142
×
φ185),施工难度大、且效果差,有可能损坏密封圈而重新开始、作业时间长。其结构的特点导致在安装作业中存在以下客观问题:
5.(1)密封圈安装在内外管子之间,中间间隙为20mm,但安装的深度为85mm,密封圈在内层管上滑动距离为8000mm,密封圈要一个一个地往里面套,安装相当困难,特别是前面几个尤其困难。
6.(2)采用一字螺丝刀,榔头,一点一点地往里面套(v型密封圈φ142
×
φ185),施工难度大,极有可能损坏密封圈而重新开始、作业时间很长,大概2小时左右。
7.(3)三种配合的密封圈需要保证安装精度,否则密封效果差,如此的安装工艺是达不到要求的,影响使用寿命,增加维修成本。
技术实现要素:
8.本实用新型所要解决的技术问题是现有内层管和外层管之间间隙小,密封圈的滑动距离大,造成安装困难。
9.本实用新型解决其技术问题所采用的技术方案是:转炉氧枪制作密封圈快速安装装置,包括加力杆、导向筒和工作筒,所述导向筒的一端与加力杆的一端连接,另一端与工作筒端面连接,且导向筒与工作筒同心设置,工作筒的内径不小于导向筒的内径。
10.其中,上述装置中所述工作筒的外径大于导向筒的外径。
11.其中,上述装置中所述加力杆为2至6根,且均匀设置在导向筒远离工作筒的一端。
12.进一步,上述装置中所述加力杆为2或4,且均匀设置在导向筒远离工作筒的一端。
13.其中,上述装置中所述加力杆远离导向筒一端设置有扶手,且扶手的一端与加力
杆连接,另一端远离导向筒轴向。
14.其中,上述装置中所述工作筒远离导向筒2端面的粗糙度至少为ra=6.3。
15.本实用新型的有益效果是:本装置结构简单,制作方便,实际将导向筒和工作筒穿入内层管上,通过加力杆轴向移动,使得工作筒的直接作用实现密圈的一层一层贴合压紧。同时本装置大大降低了施工难度:发本装置能够使密封圈在内层管管壁上均匀受力、快速地滑动到安装位置,大大降低了施工难度。大大缩短了作业时间:原来安装好密封圈大概需要2个小时,2人作业。现在2人20分钟就可以完成。提高了设备安装精度:密封圈在内层管上均匀受力、快速地滑动,防止了受力不一样而造成安装精度低,特别是在最里面的,更保证不了精度。不用一字改刀撬动,有利于安装质量控制,防止密封圈损坏;该装置工器具制作简单、其工序简单,操作方便,对类似的安装施工工艺特别合理。具有推广性:类似的设备安装工艺,可以进行推广,大大提高效率。
附图说明
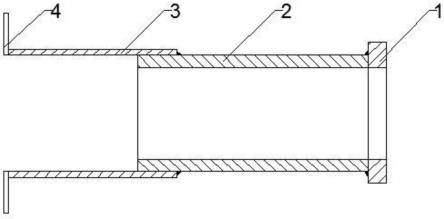
16.图1为本实用新型剖面结构示意图。
17.图2为本实用新型实际使用的剖面结构示意图。
18.图3为本实用新型图2中i处结构放大示意图。
19.附图标记:1是工作筒,2是导向筒,3是加力杆,4是扶手,5是外层管,51是外层接头,6是内层管,7是密封圈,71是密封环,72是压力环,73是支承环。
具体实施方式
20.下面结合附图对本实用新型进一步说明。
21.如图1至图3所示,本实用新型的转炉氧枪制作密封圈快速安装装置,包括加力杆3、导向筒2和工作筒1,所述导向筒2的一端与加力杆3的一端连接,另一端与工作筒1端面连接,且导向筒2与工作筒1同心设置,工作筒1的内径不小于导向筒2的内径。本领域技术人员能够理解的是,本装置主要包括加力杆3、导向筒2和工作筒1,将导向筒2的一端与加力杆3的一端连接,另一端与工作筒1端面连接,同时保证导向筒2与工作筒1同心设置,便于实际使用时将导向筒2和工作筒1套入内层管6上,通过轴向撞击是密封圈7压入内层管6和外层管5连接处的外层接头51之间的间隙内。而为了方便内层管6的穿入,本装置还优选工作筒1的内径不小于导向筒2的内径。这种结构设置便于氧枪快速维修,同时减少了安装的工作量和难度,也促进密封圈7安装精度的提高,使氧枪水管的密封圈7的使用寿命得到一定的延长。使氧枪管道对中工作简单化,快捷化。并且具有灵活可变,制造成本低等技术优势,适于所有冶金氧(副)枪的制作和维护工作。
22.优选的,上述装置中所述工作筒1的外径大于导向筒2的外径。本领域技术人员能够理解的是,由于密封圈7直接与工作筒1接触,而本装置通过撞击原理,将密封圈7逐步往前推进。故本装置在优选工作筒1的内径不小于导向筒2的内径,同时限定工作筒1的外径大于导向筒2的外径。
23.优选的,上述装置中所述加力杆3为2至6根,且均匀设置在导向筒2远离工作筒1的一端。本领域技术人员能够理解的是,加力杆3主要用于握持和施加作用力使得导向筒2轴向移动,为了方便实际使用和操作,本装置优选加力杆3为2至6根,且均匀设置在导向筒2远
离工作筒1的一端,实际可采用焊接即可。
24.优选的,上述装置中所述加力杆3为2或4,且均匀设置在导向筒2远离工作筒1的一端。本领域技术人员能够理解的是,为了方便握持,本装置优选加力杆3为2或4,且均匀设置在导向筒2远离工作筒1的一端。
25.优选的,上述装置中所述加力杆3远离导向筒2一端设置有扶手4,且扶手4的一端与加力杆3连接,另一端远离导向筒2轴向。本领域技术人员能够理解的是,由于安装条件的限定,使得本装置实际使用时需要握持加力杆3,而加力杆3沿导向筒2轴向布置,轴向空间因管道布置作业空间较小,本装置优选加力杆3远离导向筒2一端设置有扶手4,且扶手4的一端与加力杆3连接,另一端远离导向筒2轴向,使得整个加力杆3和扶手4形成l形结构,方便握持。
26.优选的,上述装置中所述工作筒1远离导向筒2端面的粗糙度至少为ra=6.3。本领域技术人员能够理解的是,为了保证安装密封圈7的同轴度,本装置优选工作筒1远离导向筒2端面的粗糙度至少为ra=6.3。
27.安装步骤:
28.将第一个密封环71套在内层管6上,往里面移动10mm左右后,将工作筒1和导向筒2套在内层管6上,先扶住导向筒2,将密封环71往里面撞,撞的距离合适后,直接在扶手4上用力,撞击一下密封环71就移动一段距离,如此循环撞击,密封环71就可以快速地安装到位。实际安装时需注意密封环71在内层管6上安装距离越长用力可以越大些,效率越高些。
29.取出本装置,套上第二个密封环71,按照第一个密封圈7的安装方法,很快就安装到位,如此循环,而密封环71、压力环72和支承环73的数量可根据实际需要确定,重复上述步骤即可,直到安装完成。
30.同时本装置尺寸设计要求:为了保证密封圈7的顺利滑动,不损坏密封圈7,必须:
31.(1)导向筒2的内径φd1必须比密封圈7安装内层管6的尺寸大2~3mm,不能超过3mm,否则在工作过程中晃动大;外径尺寸为φd1+10~15mm即可。
32.(2)工作筒1的内径φd1必须等于φd1,在焊接是必须对接好,制作完成后,里面的接缝处必须进行抛光处理;
33.工作筒1的内径φd1必须等于φd1,在焊接是必须对接好,制作完成后,里面的接缝处必须进行抛光处理;其外径尺寸为φd2必须比密封圈7外径小2mm左右即可;工作筒1与密封圈7的接触面在加工时必须保证表面粗糙度至少为ra=6.3。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1