一种钢琴键盘非同轴坐标孔位一次性加工机构的制作方法
1.本实用新型属于钢琴加工设备领域,具体涉及一种钢琴键盘非同轴坐标孔位一次性加工机构。
背景技术:
2.钢琴键安装在固定板的销钉上,因此需要在钢琴键盘分割之前在其上打中孔、圆孔和底孔,过去一般通过钻床手工打孔,费时费力,而且孔与孔之间的间距和孔的大小也不好把握,影响生产的钢琴键的质量。
3.专利cn103496007a公开了一种钢琴键盘打孔机,其包括机架,机架的一侧设有中孔打孔机构,另一侧设有圆孔和底孔打孔机构,中间设置工件夹具,所述中孔打孔机构包括底板,底板设于z轴导轨上并由z轴伺服电机带动在z轴方向移动,底板上设有两组中孔打孔装置、偏心电机和偏心连杆,偏心电机和上方的一组中孔打孔装置由偏心连杆连接,两组中孔打孔装置分别设置在偏心导轨上由传动连杆连接,并由偏心电机带动上下作偏心运动,用来打长孔。该钢琴键盘打孔机虽然能够实现钢琴键盘的自动化打孔,但是依然以下问题:圆孔打孔装置和底孔打孔装置在x轴和z轴方向上的移动是完全同步的,然而圆孔是圆形孔,底孔是腰形孔,两者形状完全不同而且在竖直方向上位置不对应,这就导致打圆孔和打底孔的操作需要分步进行,无法同时进行,影响工作效率。
技术实现要素:
4.为了弥补现有技术的不足,本实用新型提供一种钢琴键盘非同轴坐标孔位一次性加工机构技术方案。
5.一种钢琴键盘非同轴坐标孔位一次性加工机构,包括圆孔打孔装置和底孔打孔装置,所述圆孔打孔装置和底孔打孔装置上下设置,圆孔打孔装置用以加工圆孔,底孔打孔装置用以加工底孔,其中,底孔打孔装置包括底孔打孔器、底孔打孔x轴驱动机构、底孔打孔y轴驱动机构及底孔打孔z轴驱动机构,底孔打孔x轴驱动机构用以驱动底孔打孔器沿x轴方向移动,底孔打孔y轴驱动机构用以驱动底孔打孔器沿y轴方向移动,底孔打孔z轴驱动机构用以驱动底孔打孔器沿z轴方向移动。
6.进一步地,所述底孔打孔z轴驱动机构设置于底孔打孔x轴驱动机构上,底孔打孔y轴驱动机构设置于底孔打孔z轴驱动机构上,底孔打孔器设置于底孔打孔y轴驱动机构上。
7.进一步地,所述底孔打孔x轴驱动机构包括底孔打孔第一安装座、转动安装于底孔打孔第一安装座上的底孔打孔x轴丝杆、用以驱动底孔打孔x轴丝杆转动的底孔打孔x轴电机及用于与底孔打孔x轴丝杆螺接配合的底孔打孔x轴螺母座;所述底孔打孔z轴驱动机构包括沿x轴方向滑动安装于底孔打孔第一安装座上并与底孔打孔x轴螺母座固定连接的底孔打孔第二安装座、转动安装于底孔打孔第二安装座上的底孔打孔z轴丝杆、用以驱动底孔打孔z轴丝杆转动的底孔打孔z轴电机及用以与底孔打孔z轴丝杆螺接配合的底孔打孔z轴螺母座;所述底孔打孔y轴驱动机构包括沿z轴方向滑动安装于底孔打孔第二安装座上并与
底孔打孔y轴螺母座固定连接的底孔打孔第三安装座、转动安装于第三安装座上的底孔打孔y轴丝杆、用以驱动底孔打孔y轴丝杆转动的底孔打孔y轴电机、用以与底孔打孔y轴丝杆螺接配合的底孔打孔y轴螺母座及与底孔打孔y轴螺母座固定连接的第四安装座,底孔打孔器配合安装于第四安装座上。
8.进一步地,所述圆孔打孔装置包括圆孔打孔器、圆孔打孔y轴驱动机构,圆孔打孔器用以加工圆孔,圆孔打孔y轴驱动机构用以驱动圆孔打孔器沿y轴移动。
9.进一步地,所述圆孔打孔装置还包括圆孔打孔第一安装座和圆孔打孔第二安装座,圆孔打孔第二安装座沿y轴方向滑动安装于圆孔打孔第一安装座上,圆孔打孔器配合安装于第二安装座上,圆孔打孔y轴驱动机构为伸缩驱动器,其一端与第一安装座连接,另一端与第二安装座连接。
10.进一步地,所述成型设备还包括z轴驱动装置,所述z轴驱动装置用以驱动圆孔打孔装置沿z轴方向移动。
11.进一步地,所述z轴驱动装置包括圆孔打孔立架、第二z轴丝杆、z轴电机和第二z轴螺母座,第二z轴丝杆转动安装于圆孔打孔立架上,第二z轴螺母座与第二z轴丝杆螺接配合,z轴电机用以与第二z轴丝杆传动配合,圆孔打孔装置沿z轴方向滑动安装于圆孔打孔立架上并与第二z轴螺母座固定连接。
12.进一步地,所述加工机构还包括滑架,所述圆孔打孔装置和底孔打孔装置均设置于滑架上。
13.与现有技术相比,本实用新型的底孔打孔装置通过底孔打孔x轴驱动机构、底孔打孔y轴驱动机构及底孔打孔z轴驱动机构实现底孔打孔器在xyz三个方向上的运动,使底孔打孔器在大范围内随圆孔打孔装置运动的同时,能够在小范围内相对圆孔打孔装置进行独立的运动,实现中孔、圆孔和底孔三个孔位的同步打孔操作,提升加工效率。
附图说明
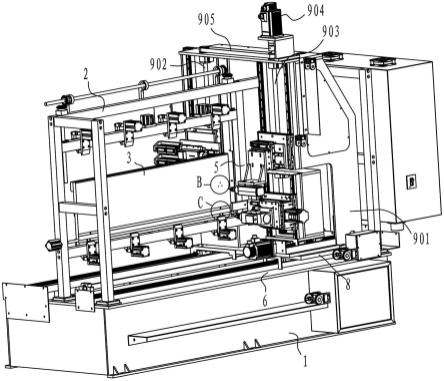
14.图1为本实用新型所应用于的一种采用两侧加工结构的钢琴键盘一次性孔位成型设备结构示意图之一;
15.图2为图1中a处放大图;
16.图3为本实用新型所应用于的一种采用两侧加工结构的钢琴键盘一次性孔位成型设备结构示意图之二;
17.图4为图3中b处放大图;
18.图5为图3中c处放大图;
19.图6为本实用新型所应用于的一种采用两侧加工结构的钢琴键盘一次性孔位成型设备中底孔打孔装置分解结构示意图之一;
20.图7为本实用新型所应用于的一种采用两侧加工结构的钢琴键盘一次性孔位成型设备中底孔打孔装置分解结构示意图之二;
21.图8为本实用新型所应用于的一种采用两侧加工结构的钢琴键盘一次性孔位成型设备中圆孔打孔装置与z轴驱动装置连接结构示意图;
22.图9为本实用新型所应用于的一种采用两侧加工结构的钢琴键盘一次性孔位成型设备中中孔打孔装置与z轴驱动装置连接结构示意图;
23.图10为本实用新型所应用于的一种采用两侧加工结构的钢琴键盘一次性孔位成型设备中x轴驱动装置结构示意图。
具体实施方式
24.在本实用新型的描述中,需要理解的是,术语“一端”、“另一端”、“外侧”、“上”、“内侧”、“水平”、“同轴”、“中央”、“端部”、“长度”、“外端”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制。
25.下面结合附图对本实用新型作进一步说明。
26.请参阅图1-10,一种钢琴键盘非同轴坐标孔位一次性加工机构,应用于一种采用两侧加工结构的钢琴键盘一次性孔位成型设备,该成型设备包括机架1、夹具2、滑架8、中孔打孔装置4、圆孔打孔装置5、底孔打孔装置6和x轴驱动装置7。所述夹具2固定安装于机架1上,其为本领域常规的夹具结构,用以固定工件3。所述滑架8沿x轴方向滑动安装于机架1上,滑架8的一侧安装中孔打孔装置4,另一侧安装圆孔打孔装置5和底孔打孔装置6,安装圆孔打孔装置5和底孔打孔装置6上下设置。其中,所述中孔打孔装置4用以加工中孔300,圆孔打孔装置5用以加工圆孔301,底孔打孔装置6用以加工底孔302。
27.继续参阅图6和图7,底孔打孔装置6包括底孔打孔器600、底孔打孔x轴驱动机构、底孔打孔y轴驱动机构及底孔打孔z轴驱动机构,底孔打孔x轴驱动机构用以驱动底孔打孔器600沿x轴方向移动,底孔打孔y轴驱动机构用以驱动底孔打孔器600沿y轴方向移动,底孔打孔z轴驱动机构用以驱动底孔打孔器600沿z轴方向移动。
28.底孔打孔装置6通过底孔打孔x轴驱动机构、底孔打孔y轴驱动机构及底孔打孔z轴驱动机构实现底孔打孔器600在三个方向上的运动,使底孔打孔器600在大范围内随圆孔打孔装置5运动的同时,能够在小范围内相对圆孔打孔装置5进行独立的运动。
29.其中,所述底孔打孔z轴驱动机构设置于底孔打孔x轴驱动机构上,底孔打孔y轴驱动机构设置于底孔打孔z轴驱动机构上,底孔打孔器600设置于底孔打孔y轴驱动机构上。具体地,所述底孔打孔x轴驱动机构包括底孔打孔第一安装座601、转动安装于底孔打孔第一安装座601上的底孔打孔x轴丝杆602、用以驱动底孔打孔x轴丝杆602转动的底孔打孔x轴电机603及用于与底孔打孔x轴丝杆602螺接配合的底孔打孔x轴螺母座604;所述底孔打孔z轴驱动机构包括沿x轴方向滑动安装于底孔打孔第一安装座601上并与底孔打孔x轴螺母座604固定连接的底孔打孔第二安装座605、转动安装于底孔打孔第二安装座605上的底孔打孔z轴丝杆606、用以驱动底孔打孔z轴丝杆606转动的底孔打孔z轴电机607及用以与底孔打孔z轴丝杆606螺接配合的底孔打孔z轴螺母座608;所述底孔打孔y轴驱动机构包括沿z轴方向滑动安装于底孔打孔第二安装座605上并与底孔打孔z轴螺母座608固定连接的底孔打孔第三安装座609、转动安装于第三安装座609上的底孔打孔y轴丝杆610、用以驱动底孔打孔y轴丝杆610转动的底孔打孔y轴电机611、用以与底孔打孔y轴丝杆610螺接配合的底孔打孔y轴螺母座613及与底孔打孔y轴螺母座613固定连接的第四安装座612,底孔打孔器600配合安装于第四安装座612上。
30.底孔打孔x轴驱动机构工作时,底孔打孔x轴电机603带动底孔打孔x轴丝杆602转
动,底孔打孔x轴丝杆602带动底孔打孔x轴螺母座604连同底孔打孔第二安装座605沿x轴方向移动。
31.底孔打孔z轴驱动机构工作时,底孔打孔z轴电机607带动底孔打孔z轴丝杆606转动,底孔打孔z轴丝杆606带动底孔打孔z轴螺母座608沿z轴方向移动。
32.底孔打孔y轴驱动机构工作时,底孔打孔y轴电机611带动底孔打孔y轴丝杆610转动,底孔打孔y轴丝杆610带动底孔打孔y轴螺母座613连同第四安装座612沿y轴方向移动。
33.继续参阅图8,所述圆孔打孔装置5包括圆孔打孔器500、圆孔打孔y轴驱动机构,圆孔打孔器500用以加工圆孔301,圆孔打孔y轴驱动机构用以驱动圆孔打孔器500沿y轴移动。其中,所述圆孔打孔装置5还包括圆孔打孔第一安装座501和圆孔打孔第二安装座502,圆孔打孔第二安装座502沿y轴方向滑动安装于圆孔打孔第一安装座501上,圆孔打孔器500配合安装于第二安装座502上,圆孔打孔y轴驱动机构为伸缩驱动器,优选为气缸503,其一端与第一安装座501连接,另一端与第二安装座502连接。y轴驱动机构还可以采用电缸、油缸等结构。
34.继续参阅图9,所述中孔打孔装置4包括中孔打孔器400和用以驱动中孔打孔器400沿y轴方向移动的中孔打孔y轴驱动机构。其中,所述中孔打孔y轴驱动机构包括中孔打孔第一安装座401、转动安装于中孔打孔第一安装座401上的中孔打孔y轴丝杆402、螺接于中孔打孔y轴丝杆402上的中孔打孔螺母座403、用以驱动中孔打孔y轴丝杆402转动的中孔打孔y轴电机404及沿y轴方向滑动安装于中孔打孔第一安装座401上并与中孔打孔螺母座403固定连接的中孔打孔第二安装座405,中孔打孔器400安装于第二安装座405上。
35.中孔打孔y轴驱动机构工作时,中孔打孔y轴电机404带动中孔打孔y轴丝杆402转动,中孔打孔y轴丝杆402带动中孔打孔螺母座403连同中孔打孔第二安装座405沿y轴方向移动。
36.继续参阅图1和图10,所述x轴驱动装置7用以同步驱动中孔打孔装置4、圆孔打孔装置5和底孔打孔装置6沿x轴方向移动。
37.具体地,所述x轴驱动装置7包括转动安装于机架1上的x轴丝杆700、螺接于x轴丝杆700上的x轴螺母座701及用以驱动x轴丝杆700转动的x轴电机702,x轴螺母座701与滑架10固定连接。
38.x轴驱动装置7工作时,x轴电机702带动x轴丝杆700转动,x轴丝杆700带动x轴螺母座701连同滑架8沿x轴方向移动。
39.继续参阅图1、图3、图8和图9,所述成型设备还包括z轴驱动装置9,所述z轴驱动装置9用以同步驱动中孔打孔装置4和圆孔打孔装置5沿z轴方向移动。
40.具体地,所述z轴驱动装置9包括中孔打孔立架900、圆孔打孔立架901、第一z轴丝杆902、第二z轴丝杆903、z轴电机904、传动机构905、第一z轴螺母座906和第二z轴螺母座907,中孔打孔立架900和圆孔打孔立架901分别沿x轴方向滑动安装于机架1两侧,第一z轴丝杆902转动安装于中孔打孔立架900上,第一z轴螺母座906与第一z轴丝杆902螺接配合,第二z轴丝杆903转动安装于圆孔打孔立架901上,第二z轴螺母座907与第二z轴丝杆903螺接配合,z轴电机904用以与第一z轴丝杆902或第二z轴丝杆903传动配合,第一z轴丝杆902与第二z轴丝杆903通过传动机构905传动配合,中孔打孔装置4沿z轴方向滑动安装于中孔打孔立架900上并与第一z轴螺母座906固定连接,圆孔打孔装置5沿z轴方向滑动安装于圆
孔打孔立架901上并与第二z轴螺母座907固定连接。
41.其中,z轴电机904优选为与第二z轴丝杆903传动配合,传动机构905优选为皮带轮,传动机构905也可以采用链轮、齿轮等。第一z轴螺母座906与中孔打孔装置4中的中孔打孔第一安装座401固定连接。第二z轴螺母座907与圆孔打孔装置5中的圆孔打孔第一安装座501固定连接。
42.z轴驱动装置9工作时,z轴电机904带动第二z轴丝杆903转动,第二z轴丝杆903带动第二z轴螺母座907连同圆孔打孔装置5沿z轴方向移动,与此同时,第二z轴丝杆903通过传动机构905带动第一z轴丝杆902转动,第一z轴丝杆902带动第一z轴螺母座906连同中孔打孔装置4沿z轴方向移动。
43.本实用新型的工作过程:x轴驱动装置7通过滑架8同步带动中孔打孔装置4、圆孔打孔装置5和底孔打孔装置6移动至预定工位,然后中孔打孔装置4、圆孔打孔装置5和底孔打孔装置6分别进行独立的打孔操作,打完一个工位的孔后,x轴驱动装置7带动三个打孔装置运动到下一工位进行打孔,直至打完所有孔。
44.需要说明的是,中孔打孔装置4和圆孔打孔装置5在z轴方向上的移动也可以各自采用独立的机构进行驱动。
45.需要说明的是,上述的螺母丝杠副还可以采用其它驱动机构进行替换,例如由电机、齿轮、齿条组成的齿轮齿条行走机构,又例如传送带机构等。
46.最后应说明的是:以上各实施例仅用以说明本实用新型的技术方案,而非对其限制;尽管参照前述各实施例对本实用新型进行了详细的说明,本领域的普通技术人员应当理解:其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分或者全部技术特征进行等同替换;而这些修改或者替换,并不使相应技术方案的本质脱离本实用新型各实施例技术方案的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1