一种汽车齿轮中从动齿上凸轮卡簧压入系统的制作方法
1.本发明涉及从动齿凸轮装配用设备,具体涉及一种汽车齿轮中从动齿上凸轮卡簧压入系统。
背景技术:
2.如图1以及图2所示,汽车齿轮包括:从动齿、凸轮以及卡簧,凸轮包括:齿体以及安装轴套,齿体上安装有安装轴套,齿体上凸出形成安装轴套,安装轴套与齿体连接处套置从动齿,安装轴套顶端颈部凹陷形成环形安装槽,环形安装槽内安装卡簧。
3.现有技术中,为了实现组装,首先,使用第一组装机将从动齿压紧在安装轴套上;然后,使用第二组装机将卡簧安装在环形安装槽内;虽然能够实现组装,但是两个组装步骤中,需要人工转移工件,人工重新安装一次工件,导致生产效率降低,也增加了劳动成本。
技术实现要素:
4.本发明要提供一种汽车齿轮中从动齿上凸轮卡簧压入系统,解决现有技术中不能实现在轴套上连续装凸轮和卡簧的问题。
5.为实现上述目的,本发明采用了如下的技术方案:
6.本发明公开了一种汽车齿轮中从动齿上凸轮卡簧压入系统,包括:旋转输送装置,其包括:第一旋转驱动机构、旋转盘以及至少三定位支撑座,旋转盘上安装有至少三定位支撑座,每一定位支撑座均用于安装从动齿,旋转盘连接至第一旋转驱动机构,第一旋转驱动机构驱动旋转盘旋转;存放架,其设置在旋转盘旁边,存放架用于存放装配好从动齿;卡簧组装装置,其安装旋转盘旁,卡簧组装装置用于将卡簧组装在从动齿的环形安装槽内;凸轮压入装置,其安装旋转盘旁,凸轮压入装置用于将从动齿压入到与凸轮中齿体紧贴的位置;以及转移机械手,其位于卡簧组装装置与存放架之间,转移机械手用于将成品转移到存放架上。
7.优选的是,每一定位支撑座均包括:外套、升降支撑架以及保持弹簧,外套穿过旋转盘,外套固定在旋转盘上,外套穿过有一升降支撑架,升降支撑架能相对外套在竖直方向上运动,升降支撑架与外套之间连接有保持弹簧,保持弹簧用于保持升降支撑架悬空,旋转盘能转动的安装在一工作台上,工作台顶面用于支撑升降支撑架。
8.优选的是,在工作台顶面安装有支撑台,支撑台用于支撑升降支撑架。
9.优选的是,存放架包括:存放盘、旋转架、竖直拉动机构以及第二旋转驱动机构,存放盘上承载从动齿,旋转架穿过存放盘,旋转架导向存放盘在竖直方向上运动,在旋转架底部安装有竖直拉动机构,竖直拉动机构用于拉动存放盘升降,旋转架连接至第二旋转驱动机构,第二旋转驱动机构用于驱动旋转架每次旋转一定角度。
10.优选的是,第二旋转驱动机构包括:驱动盘、带动臂以及物料旋转电机,物料旋转电机驱动驱动盘旋转,驱动盘边缘凸出形成带动臂,旋转架形成至少两供带动臂带动的带动槽。
11.优选的是,旋转架包括:随动盘、安装盘、轴心杆以及导向杆,随动盘边缘凹陷形成至少两带动槽,所有带动槽在一个圆周上,相邻两带动槽之间的距离相等,随动盘下方安装有安装盘,安装盘上安装竖直拉动机构,随动盘以及安装盘均固定至轴心杆,与安装盘相对固定有导向杆,导向杆穿过从动齿以及存放盘,导向杆上穿过有至少两存放盘。
12.优选的是,卡簧组装装置包括:存放杆、支撑机构、水平推动机构、下压机构、胀开部以及竖直驱动机构,存放杆上套有至少两个卡簧,在存放杆下方安装支撑卡簧的支撑机构,在存放杆一侧安装有水平推动机构,存放杆另一侧安装有下压机构,下压机构下方安装有胀开部,胀开部用于将卡簧胀开,胀开部下方安装从动齿,胀开部连接至一竖直驱动机构,竖直驱动机构用于驱动胀开部顶端插入至卡簧内,下压机构用于将胀开部上卡簧下压到卡簧上,胀开部为锥头型结构。
13.优选的是,存放杆包括:竖直杆体以及凸出块,竖直杆体悬吊在支撑机构上方,竖直杆体位于竖直方向上,竖直杆体侧壁凸出形成凸出块,凸出块插入至卡簧的缺口处。
14.优选的是,存放杆还包括:下压块,下压块套在竖直杆体外,下压块压在所有位于竖直杆体山的卡簧上。
15.优选的是,竖直驱动机构包括:竖直驱动气缸以及连接块,竖直驱动气缸安装在胀开部背离水平推动机构一侧,竖直驱动气缸的活塞杆固定至连接块,连接块固定至胀开部,连接块与卡簧缺口对准。
16.相比于现有技术,本发明具有如下有益效果:
17.实现了在存放架与凸轮压入装置之间的工位上,人工装入凸轮以及从动齿;然后,凸轮压入装置,将从动齿压入到凸轮中,保证从动齿与齿体紧贴;然后,卡簧组装装置将卡簧胀开后压入到凸轮上,且卡入至环形安装槽中;最后,转移机械手将成品转移到存放架上。旋转输送装置用于在中间输送工件。
18.本发明的其它优点、目标和特征将部分通过下面的说明体现,部分还将通过对本发明的研究和实践而为本领域的技术人员所理解。
附图说明
19.图1为从动齿与凸轮处的结构示意图;
20.图2为卡簧的结构示意图;
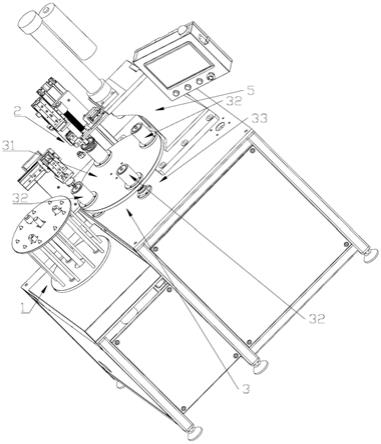
21.图3为汽车齿轮中从动齿上凸轮卡簧压入系统的结构示意图;
22.图4为图3中旋转盘处的放大图;
23.图5为定位支撑座的结构示意图;
24.图6为定位支撑座的外套去除后的结构示意图。
25.图7为存放架的结构示意图;
26.图8为架箱打开后的结构示意图;
27.图9为汽车齿轮生产用物料自动存放架中旋转架处的放大图;
28.图10为防脱机构处的结构示意图;
29.图11为拉杆拆除后防脱机构的结构示意图;
30.图12为定位杆的结构示意图;
31.图13为拉杆的结构示意图;
32.图14为汽车齿轮中从动齿上卡簧压入装置的结构示意图;
33.图15为自复位开关的结构示意图;
34.图16为下压块的结构示意图;
35.图17为下压块的主视图;
36.图18为下压块的b-b剖视图。
37.附图标记:存放架1、存放盘11、旋转架12、带动槽120、随动盘121、安装盘122、轴心杆123、导向杆124、连接盘125、拉杆132、承载螺环133、防脱机构134、防脱臂161、移动筒162、拉簧163、定位杆164、第一导向面165、第二导向面166、第二旋转驱动机构14、驱动盘141、架箱15、齿体101、安装轴套102、卡簧103、环形安装槽104、从动齿105、卡簧组装装置2、存放杆21、竖直杆体211、凸出块212、下压块213、推动槽214、推动面215、支撑机构22、水平推动机构23、水平推动气缸231、推动板232、下压机构24、下压气缸241、下压筒242、胀开部25、竖直驱动机构26、竖直驱动气缸261、连接块262、自复位开关机构27、移动臂271、导电片272、第一弹片273、第二弹片274、复位弹簧275、旋转输送装置3、旋转盘31、定位支撑座32、外套321、升降支撑架322、保持弹簧323、第一杆体324、螺杆325、螺纹盘326、缓冲圈327、封堵环328、弹性垫329、导向筒320、工作台33、支撑台34、转移机械手4、凸轮压入装置5。
具体实施方式
38.为了使本发明实现的技术手段、创作特征、达成目的与作用更加清楚及易于了解,下面结合附图和具体实施方式对本发明作进一步阐述:
39.如图1至图3所示,本发明公开了一种汽车齿轮中从动齿105上凸轮卡簧103压入系统,包括:旋转输送装置3,其包括:第一旋转驱动机构、旋转盘31以及至少三定位支撑座32,旋转盘31上安装有至少三定位支撑座32,每一定位支撑座32均用于安装从动齿105,旋转盘31连接至第一旋转驱动机构,第一旋转驱动机构驱动旋转盘31旋转;存放架1,其设置在旋转盘31旁边,存放架1用于存放装配好从动齿105;卡簧103组装装置,其安装旋转盘31旁,卡簧103组装装置用于将卡簧103组装在从动齿105的环形安装槽104内;凸轮压入装置5,其安装旋转盘31旁,凸轮压入装置5用于将从动齿105压入到与凸轮中齿体101紧贴的位置;以及转移机械手4,其位于卡簧103组装装置与存放架1之间,转移机械手4用于将成品转移到存放架1上。
40.如图3至图6所示,每一定位支撑座32均包括:外套321、升降支撑架322以及保持弹簧323,外套321穿过旋转盘31,外套321固定在旋转盘31上,外套321穿过有一升降支撑架322,升降支撑架322能相对外套321在竖直方向上运动,升降支撑架322与外套321之间连接有保持弹簧323,保持弹簧323用于保持升降支撑架322悬空,旋转盘31能转动的安装在一工作台33上,工作台33顶面用于支撑升降支撑架322。实现了当下压的过程中,能够使得升降支撑架322压紧在支撑台34上,支撑台34通过升降支撑架322直接支撑从动齿105,避免了下压过程中旋转盘31倾斜而导致组装质量降低,同时外套321有一定的导向作用,也避免下压过程中从动齿105跑偏,保证下压过程中从动齿105的轴心线均位于竖直方向上,保证组装质量,提高了市场竞争力。
41.在工作台33顶面安装有支撑台34,支撑台34用于支撑升降支撑架322。第一旋转驱动机构安装在工作台33内,保证工作台33上整洁,第一旋转驱动机构的输出端穿过工作台
33后连接至旋转盘31。旋转盘31围绕自身轴心线旋转。
42.升降支撑架322包括:杆体、螺杆325以及螺纹盘326,杆体穿过外套321,杆体顶端延伸有螺杆325,螺杆325螺纹连接有螺纹盘326,螺纹盘326与保持弹簧323一端紧贴。
43.在外套321内安装有位于保持弹簧323下方的导向筒320,导向筒320导向杆124体移动,导向筒320被一封堵环328封堵在外套321内。导向筒320导向杆124体的移动,封堵环328通过第一螺钉安装在外套321的底上。
44.在封堵环328上安装有缓冲圈327,缓冲圈327采用弹性材料制成,缓冲圈327位于封堵环328与导向筒320之间。螺纹盘326支撑工件,当工件下压螺纹盘326的时候,螺纹盘326冲击导向筒320,导向筒320突然下移,没得缓冲圈327时极有可能导致导向筒320冲击封堵环328、碰撞出巨大的噪声,缓冲圈327缓冲导向筒320的撞击,减少噪声,同时也延长导向筒320的使用寿命。
45.杆体底面安装有弹性垫329,弹性垫329用于与支撑台34接触。避免杆体突然撞击工作平台而导致噪声过大,弹性垫329采用弹性材料制成。
46.弹性垫329通过得第二螺钉连接至杆体。实现了弹性垫329安装在杆体上。
47.螺杆325顶端为圆锥台型结构。方便导向插入至工件内。
48.安装升降支撑架322以及保持弹簧323的时候,首先,将杆体和螺杆325穿过封堵环328,杆体和螺杆325已经制作在一起;然后,将杆体穿过缓冲圈327,保证缓冲圈327位于封堵环328上方;再后,杆体穿过保持弹簧323,保持弹簧323位于封堵环328上方;再后,将杆体穿过导向筒320,导向筒320套在保持弹簧323外;再后,将穿过保持弹簧323、封堵环328、缓冲圈327以及导向筒320的杆体一起插入至外套321内,且保证保持弹簧323、缓冲圈327以及导向筒320均位于外套321内,保证封堵环328位于外套321下方;再后,通过第一螺钉将封堵环328安装在外套321下方;再后,通过第二螺钉将弹性垫329安装在杆体底面上;最后,螺纹连接螺纹盘326在螺杆325上,限制保持弹簧323以及导向筒320脱离。
49.上述结构中,可以旋转螺纹盘326,使得螺纹盘326与螺杆325脱离,脱离后取出导向筒320,可以根据需要调节导向筒320的高度,由于有四组定位支撑座32,方便调节所有螺纹盘326能下降的高度是一致的,方便调节。
50.在被下压的时候,螺纹盘326带动工件缩入至外套321中,外套321导向工件降低,避免下压过程中工件偏移。
51.如图7至图13所示,存放架1包括:存放盘11、旋转架12、竖直拉动机构以及第二旋转驱动机构14,存放盘11上承载从动齿105,旋转架12穿过存放盘11,旋转架12导向存放盘11在竖直方向上运动,在旋转架12底部安装有竖直拉动机构,竖直拉动机构用于拉动存放盘11升降,旋转架12连接至第二旋转驱动机构14,第二旋转驱动机构14用于驱动旋转架12每次旋转一定角度。存放盘11堆放产品,存放盘11随着旋转架12旋转,竖直拉动机构也能随着一起旋转竖直拉动机构,竖直拉动机构拉动存放盘11升降,实现了将成品转移到存放盘11上,旋转一定角度放一个成品,一个存放盘11放满以后,竖直拉动机构拉动该存放盘11下降,随后下一个放置在装满成品的存放盘11上,准备装下一个成品,实现了全自动装盘,且实现了多层存放盘11装放,提高了生产效率,减少了劳动成本。
52.第二旋转驱动机构14包括:驱动盘141、带动臂以及物料旋转电机,物料旋转电机驱动驱动盘141旋转,驱动盘141边缘凸出形成带动臂,旋转架12形成至少两供带动臂带动
的带动槽120。物料旋转电机驱动驱动盘141旋转后,带动臂随着驱动盘141旋转,带动臂与带动槽120匹配,带动臂经过一个带动槽120,从而带动旋转架12旋转一定角度,旋转架12旋转一定角度就切换一个工位,从而使得存放盘11一个工位与输出机械手对准,实现自动放料。
53.旋转架12包括:随动盘121、安装盘122、轴心杆123以及导向杆124,随动盘121边缘凹陷形成至少两带动槽120,所有带动槽120在一个圆周上,相邻两带动槽120之间的距离相等,随动盘121下方安装有安装盘122,安装盘122上安装竖直拉动机构,随动盘121以及安装盘122均固定至轴心杆123,与安装盘122相对固定有导向杆124,导向杆124穿过从动齿105以及存放盘11,导向杆124上穿过有至少两存放盘11。旋转架12的此结构设计,实现了对产品的导向,也实现了存放盘11的导向,保证存放盘11能够整齐地叠放在旋转架12上,同时导向杆124也对成品进行定位,避免升降和旋转过程中产品相对存放盘11旋转,也避免了存放盘11随意乱运动。
54.该汽车齿轮生产用物料自动存放架1还包括:架箱15,第二旋转驱动机构14、竖直拉动机构、随动盘121以及安装盘122安装在架箱15内,架箱15上方设置有能旋转的连接盘125,连接盘125上安装导向杆124,连接盘125固定至穿过架箱15的轴心杆123。架箱15为第二旋转驱动机构14、竖直拉动机构、随动盘121以及安装盘122提供安装基础。
55.导向杆124顶端为锥形端。方便将导向杆124插入至成品中,避免机械手转移过程中有偏差而导致导向杆124无法插入至成品中。
56.竖直拉动机构包括:竖直电动缸以及拉杆132,竖直电动缸安装在位于架箱15内的安装盘122上,竖直电动缸的滑块连接至拉杆132,拉杆132穿过架箱15后连接至存放盘11。实现了自动升降存放盘11。
57.导向杆124和连接盘125不会随着拉杆132升降,从而保证导向杆124能够导向上一层存放盘11以及上一层上的成品。
58.拉杆132上安装有承载螺环133以及防脱机构134,承载螺环133位于存放盘11下方,承载螺环133与防脱机构134配合夹紧存放盘11。实现了拉杆132与最底面一个存放盘11升降,避免存放盘11跳动。
59.在架箱15顶壁开设有穿孔,穿孔供轴心杆123以及所有拉杆132穿过,所有导向杆124环在所有拉干外。使得拉杆132、轴心杆123以及导向杆124均能一起旋转。
60.防脱机构134包括:防脱臂161、移动筒162、拉簧163以及定位杆164,移动筒162安装在拉杆132内,移动筒162能相对拉杆132在径向上运动,移动筒162与拉杆132内壁之间安装有拉簧163,拉簧163用于拉动防脱臂161缩入至拉杆132内,移动筒162一端固定至防脱臂161,防脱臂161位于最下方的存放盘11上方,拉杆132上开设有供防脱臂161移动的移动槽,移动筒162被定位杆164穿过,定位杆164用于保持防脱臂161位于拉杆132外的状态,定位杆164固定至连接盘125。移动筒162以及防脱臂161不能相对拉杆132升降。防脱臂161能供定位杆164穿过
61.拉杆132包括:上段以及下段,上段上安装防脱机构134,下段连接至竖直电动缸,下段连接至上段的边缘处,避免下段影响定位杆164的安装。
62.定位杆164低端形成有缺失部,拉杆132相对得定位杆164升降,拉杆132当降低到最低位置的时候,移动筒162与缺失部对准,在拉簧163弹力下移动筒162带动防脱臂161移
动,防脱臂161缩入至移动槽内,从而实现了当且仅当最下方存放盘11移动到最低的位置时候,才能将最下方存放盘11与拉杆132脱离,保证最下方存放盘11稳定支撑上方的存放盘11。
63.此设计,首先,为了实现机械手将产品一个一个地放置在存放盘11上,且产品之间有间隙,因此设计了旋转架12能够带动存放盘11和竖直拉动机构一起旋转;然后,为了实现叠放多盘放置有产品的存放盘11,因此设计了竖直拉动机构,实现了放置一层产品,就降低一层存放盘11,并新增加一层存放盘11,存放盘11是人工放置上去的;再后,为了保证对存放盘11以及产品的导向,因此设置了导向杆124,使得存放盘11以及产品能整齐地安装在存放盘11上;再后,由于下拉最下方存放盘11的时候,开始只有一个存放盘11,拉杆132下拉最下方的存放盘11,此时质量较轻,因此设计了防脱机构134勾住最下方的存放盘11,保证在后续降低过程中勾住存放盘11,保证最下方存放盘11能够对上方存放盘11稳定支撑;最后,为了实现将最下方的存放盘11和产品一起转移,设计了防脱机构134与连接盘125配合,连接盘125上的定位杆164的缺失部设置,实现了移动筒162与缺失部对准后,在拉簧163的弹力下移动筒162和防脱臂161移动到不勾住最下方的存放盘11,缺失部顶部形成有第一导向面165,移动筒162内壁形成有第二导向面166,第一导向面165与第二导向面166的设置,实现了将移动筒162导向至定位杆164上部分,保证移动筒162内壁能够跃上定位杆164上部分,实现升高后能够回复到防脱臂161勾住最下方存放盘11的位置,方便了使用,提高了生产效率,降低了劳动成本。
64.如图14至图18所示,卡簧103组装装置包括:存放杆21、支撑机构22、水平推动机构23、下压机构24、胀开部25以及竖直驱动机构26,存放杆21上套有至少两个卡簧103,在存放杆21下方安装支撑卡簧103的支撑机构22,在存放杆21一侧安装有水平推动机构23,存放杆21另一侧安装有下压机构24,下压机构24下方安装有胀开部25,胀开部25用于将卡簧103胀开,胀开部25下方安装从动齿105,胀开部25连接至一竖直驱动机构26,竖直驱动机构26用于驱动胀开部25顶端插入至卡簧103内,下压机构24用于将胀开部25上卡簧103下压到卡簧103上,胀开部25为锥头型结构。存放杆21实现了将所有卡簧103叠放在一起,存放杆21导向卡簧103的移动,存放杆21下方安装支撑机构22,支撑机构22支撑从存放杆21上跌落的卡簧103,随后,水平推动机构23推动落下的卡簧103移动,使得卡簧103向着胀开部25移动,卡簧103与胀开部25对准后,胀开部25在竖直驱动机构26驱动下向上移动,胀开部25顶端插入至卡簧103内,随后水平驱动机构缩回,竖直驱动机构26驱动胀开部25的移动,使得水平驱动机构缩回的时候卡簧103不会随着水平驱动机构移动,避免后续卡簧103有移动而导致卡簧103无法与胀开部25对准,提高后续的对准效果,保证最后下压机构24下压的时候卡簧103能够被胀开部25顺利胀开,避免因卡簧103中心与胀开部25中心偏差过大而导致下压后卡簧103变形损坏,从而保证产品质量,提高了市场竞争力。
65.存放杆21包括:竖直杆体211以及凸出块212,竖直杆体211悬吊在支撑机构22上方,竖直杆体211位于竖直方向上,竖直杆体211侧壁凸出形成凸出块212,凸出块212插入至卡簧103的缺口处。凸出块212与卡簧103的缺口配合,实现卡簧103的定位存储,保证卡簧103能够后续有胀开部25对准。
66.存放杆21还包括:下压块213,下压块213套在竖直杆体211外,下压块213压在所有位于竖直杆体211山的卡簧103上。下压块213采用密度较大的材质制成,下压块213下压竖
直杆体211上的卡簧103,使得卡簧103有向支撑机构22顶面一定的确实,实现水平推动机构23推动后卡簧103能够自动下落到与支撑机构22顶面紧贴的位置。
67.竖直驱动机构26包括:竖直驱动气缸261以及连接块262,竖直驱动气缸261安装在胀开部25背离水平推动机构23一侧,竖直驱动气缸261的活塞杆固定至连接块262,连接块262固定至胀开部25,连接块262与卡簧103缺口对准。
68.下压机构24包括:下压气缸241以及下压筒242,下压气缸241安装在竖直驱动气缸261的上方,下压气缸241的活塞杆固定至下压筒242顶端,下压筒242底端端面凹陷形成供伸入孔以及连通槽,伸入孔通过连通槽连接至外界,伸入孔供胀开部25伸入,连通槽供连接块262伸入,下压筒242壁用于下压卡簧103。
69.在竖直杆体211上安装有自复位开关机构27,自复位开关机构27一端连接至5v电源,自复位开关机构27另一端连接至控制箱,水平推动机构23、下压机构24以及竖直驱动机构26均连接至控制箱,自复位开关机构27下压块213安装后闭合。实现了当下压块213安装到位后,控制箱才控制水平推动机构23、下压机构24以及竖直驱动机构26运行。
70.自复位开关机构27包括:移动臂271、导电片272、第一弹片273和第二弹片274,移动臂271与下压块213内壁紧贴,移动臂271能相对竖直杆体211在径向上运动,移动臂271与竖直杆体211之间连接有复位弹簧275,在移动臂271上安装有导电片272,导电片272、第一弹片273和第二弹片274均能导电导电片272旁安装有相互间隔的第一弹片273和第二弹片274,第一弹片273连接至5v电源,第二弹片274连接至控制箱。复位弹簧275用于保持导电片272到第一弹片273和第二弹片274之间有距离,因此没有下压块213的挤压,第二弹片274就会向控制箱输入空;当下压块213安装到位之后,下压块213挤压移动臂271强迫导电片272压紧在第一弹片273和第二弹片274上,实现第一弹片273和第二弹片274的电接通,第二弹片274向控制箱输入5v电源,控制箱此后控制水平推动机构23、下压机构24以及竖直驱动机构26运行,保证底部卡簧103相互紧贴,从而保证水平推动机构23能够顺利从存放架1下方,将各个卡簧103推送到胀开部25上方。
71.下压块213内壁形成有推动移动臂271的推动槽214。保证下压块213安装后,能够顺利挤压移动臂271移动。
72.推动槽214形成与移动臂271紧贴的推动面215,推动面215呈现为j型。推动面215方便将移动臂271慢慢挤压到存放架1内,从而最终使得移动臂271移动到不能阻挡下压块213移动的位置。
73.水平推动机构23包括:水平推动气缸231以及推动板232,支撑机构22上安装有位于水平方向上的水平推动气缸231,水平推动气缸231的活塞杆连接至推动板232,推动板232用于推动卡簧103。
74.最后说明的是,以上实施例仅用以说明本发明的技术方案而非限制,尽管参照较佳实施例对本发明进行了详细说明,本领域的普通技术人员应当理解,可以对本发明的技术方案进行修改或者等同替换,而不脱离本发明技术方案的宗旨和范围,其均应涵盖在本发明的权利要求范围当中。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1