一种全自动纵横立切机的制作方法
1.本发明涉及立切机技术领域,尤其是一种全自动纵横立切机。
背景技术:
2.在对珍珠棉、海绵、eva等材料进行切割时,需要利用立切机,立切机包括手动立切机和自动立切机。
3.相关技术中的手动立切机在使用时,先将材料切割成条,再通过人工将材料旋转90度后切成块,从而实现材料的纵向和横向切割,但切割效率低且安全性差。相关技术中的自动立切机在使用时,同样需要先将材料切割成条,与手动立切机不同之处在于,自动立切机能够自动旋转工作台,从而自动实现材料的纵向和横向切割,提高了切割效率和安全性。
4.针对上述相关技术中的自动立切机,发明人认为其即使能够实现材料在纵向和横向的自动切割,仍存在有不少缺陷,例如工作台转向慢,并且当工作台上的材料较长时,工作台的转向难度高,即使能够实现大范围的工作台转向,也会造成占地面积过大、造价高等问题。
技术实现要素:
5.为了提高切割效率并降低在切割过程中转向困难的问题,本技术提供一种全自动纵横立切机。
6.本技术提供的一种全自动纵横立切机采用如下的技术方案:一种全自动纵横立切机,包括主机架、刀带、工作台和推料板,所述工作台架设于所述主机架上,所述主机架设置有驱动工作台纵向移动的纵向滑移机构,所述推料板架设于所述工作台上,所述工作台设置有驱动推料板横向移动的横向推料机构,所述刀带穿梭于所述主机架内外,所述主机架设置有驱动刀带运作的刀带动力机构,所述刀带裸露于所述主机架外的部分呈竖直状态并穿过工作台,所述刀带的刀刃方向在自然状态下与所述工作台的滑动方向的夹角成45度,所述主机架设置有对刀带的裸露部分进行转刀的转刀机构。
7.通过采用上述技术方案,材料放置在工作台后,通过纵向滑移机构带动工作台纵向滑移,能够实现材料的纵向移动,通过横向推料机构带动推料板横向推料,能够实现材料的横向移动,在对材料进行切割时,利用转刀机构将刀带的裸露部分顺时针或逆时针旋转45度,便转至与工作台的滑动方向平行或垂直,之后配合材料的纵向移动或者横向移动,便能实现对材料在纵横方向的自动切割,提高切割效率并快速实现切割方向的改变,另外小角度的转刀能够减少对刀带的损伤,提高刀带的使用寿命。
8.优选的,所述转刀机构包括a电机、轴承转座和两组夹刀轮,所述a电机的输出轴同轴地连接有主动齿轮,所述轴承转座呈圆筒状,所述轴承转座的外壁套设有从动齿轮,所述主动齿轮与所述从动齿轮啮合,两组所述夹刀轮均可转动地设置在所述轴承转座的下方,两组所述夹刀轮的轴线相互平行,所述刀带穿过所述轴承转座并位于两组所述夹刀轮之
间,每组所述夹刀轮的数量为两个,同组两个所述夹刀轮的轴线共线,同组两个所述夹刀轮之间间隔分布形成间隙,同组的两个所述夹刀轮将所述刀带的一侧夹紧。
9.通过采用上述技术方案,转刀时,a电机通过主动齿轮和从动齿轮驱动轴承转座转动,轴承转座再带动两组夹刀轮转动,最终使得两组夹刀轮带动刀带转动,从而实现刀带的转刀过程,同时夹刀轮能够跟随刀带的切割而转动,从而减少转刀的过程对刀带的影响。
10.优选的,所述工作台包括第一台面和第二台面,所述第一台面与所述第二台面之间具有空隙,所述刀带竖直穿过所述第一台面与所述第二台面之间的空隙;所述纵向滑移机构包括纵向导轨、b1同步带、b2同步带、b同步轮和b电机,至少两根所述纵向导轨搭设在所述主机架上,多根所述纵向导轨相互平行,所述第一台面和所述第二台面均纵向滑移于所述纵向导轨上,所述b1同步带和所述b2同步带分别一一对应地设置在第一台面和第二台面的底部,所述b1同步带的两端沿纵向间隔分布并与所述第一台面的底部固定连接,所述b2同步带的两端沿纵向间隔分布并与所述第二台面的底部固定连接,所述b1同步带和所述b2同步带均啮合有所述b同步轮,两个所述b同步轮同轴转动,所述b电机设置在所述主机架上,所述b电机驱动所述b同步轮转动。
11.通过采用上述技术方案,材料放置在工作台的第一台面和第二台面进行纵向切割时,需要对材料进行纵向的移动,移动过程为:b电机驱动两个b同步轮同时转动,两个b同步轮分别带动b1同步带和b2同步带移动,b1同步带使第一台面沿导轨纵向移动,b2同步带使第二台面沿导轨纵向移动,从而带动整个工作台及工作台上的材料进行纵向移动并切割。
12.优选的,所述横向推料机构包括横向导轨、c滑块、丝杆、螺母、c同步带,c1同步轮、c2同步轮和c电机,所述横向导轨分别设置在所述工作台的两侧,所述横向导轨均滑动连接有所述c滑块,所述丝杆分别设置在所述工作台的两侧,所述丝杆螺纹连接有所述螺母,所述横向导轨与所述丝杆平行,同侧的所述c滑块与所述螺母连接,所述推料板同时与两侧的c滑块连接,所述c电机设置于所述工作台,所述c电机的输出轴同轴连接有所述c1同步轮,两侧所述丝杆的同一端同轴连接有所述c2同步轮,两个所述c2同步轮之间卷绕啮合有所述c同步带。
13.通过采用上述技术方案,材料放置在工作台进行横向切割时,需要对材料进行横向移动,移动过程为:c电机驱动c1同步轮转动,c1同步轮通过c同步带使两个c2同步轮同步转动,两个c2同步轮使两侧的丝杆同步转动,两侧转动的丝杆使螺母及c滑块横向移动,c滑块再带动推料板横向移动,从而使推料板推动材料进行横向移动并切割。
14.优选的,所述刀带动力机构包括主动轮、从动轮和d电机,所述从动轮设置有多个,所述主动轮的轴线和多个所述从动轮的轴线相互平行,所述主动轮与多个所述从动轮在所述主机架内成圈分布,所述d电机驱动所述主动轮转动,所述刀带张紧于所述主动轮和多个所述从动轮之间。
15.通过采用上述技术方案,d电机驱动主动轮转动,主动轮通过张紧的刀带使多个从动轮同时转动,从而使得刀带持续运动以对材料进行切割。
16.优选的,所述刀带动力机构还包括d张紧轮,所述d张紧轮为其中一个所述从动轮,所述d张紧轮位于主机架的角落位置,所述主机架内设置有d滑座,所述d滑座滑移设置有d滑块,所述d滑块与所述d张紧轮的轮轴固定连接,所述d滑块的滑动方向与d张紧轮的轴线方向垂直,所述主机架内转动设置有调节杆,所述调节杆与所述d张紧轮的轮轴螺纹连接,
所述调节杆的轴线方向与d滑块的滑动方向平行。
17.通过采用上述技术方案,在转动调节杆后,能够使张紧轮在d滑座上滑动,从而调整d张紧轮的位置,以便于达到张紧刀带的效果。
18.优选的,所述第一台面和所述第二台面的间隙设置有多个沿纵向相互连接的链板,所述第一台面和所述第二台面之间相对的一端均沿纵向设置有链板滑槽,所述链板与所述链板滑槽滑动连接,所述刀带竖直地穿过其中两块所述链板之间。
19.通过采用上述技术方案,多个相互连接的链板能够填补第一台面与第二台面的间隙,并且链板与链板滑槽滑动连接能够避免对工作台的纵向移动产生阻碍。
20.优选的,所述主机座内设置有磨刀机构,所述磨刀机构包括e滑座、e滑块、e电机和磨刀块,所述e滑座间隔设置有两个,两个所述e滑座均滑移连接有所述e滑块,两个所述e滑块上均设置有所述e电机,两个所述e电机的输出轴均连接有所述磨刀块,两个所述磨刀块通过两个e滑块的滑移能够相互靠近或者相互远离,所述刀带穿过两个所述磨刀块之间。
21.通过采用上述技术方案,磨刀机构的磨刀块在e电机的驱动下能够快速旋转,从而对刀带进行磨刀,并且通过调整滑块的位置,能够快速对两个磨刀块的相对距离进行调整。
22.优选的,所述第一台面和所述第二台面的底部均设置有滑轮和限位轮,所述滑轮滚动于所述纵向导轨上,所述限位轮成组设置,同组所述限位轮分别滚动于所述纵向导轨的两侧。
23.通过采用上述技术方案,第一台面和第二台面通过滑轮在纵向导轨上滑移,限位轮则起到限位作用,提高第一台面和第二台面纵向移动时的稳定性。
24.优选的,所述推料板用于推料的一面连接有珍珠棉垫。
25.通过采用上述技术方案,推料板在横向推料时,珍珠棉垫能够辅助推料板将材料推过刀带,从而使得材料切割完整。
26.综上所述,本技术包括以下至少一种有益技术效果:1.实现对材料在纵横方向的自动切割,提高切割效率并快速实现切割方向的改变;2.小角度的转刀能够减少对刀带的损伤,提高刀带的使用寿命。
附图说明
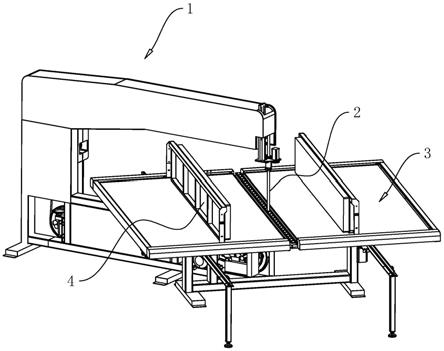
27.图1是本技术实施例中全自动纵横立切机的整体结构图;图2是本技术实施例中主机架的结构示意图;图3是本技术实施例中工作台的顶部结构图;图4是图3中a处的局部放大图;图5是本技术实施例中工作台的底部结构图;图6是图5中b处的局部放大图;图7是本技术实施例中工作台的内部结构图;图8是图7中c处的局部放大图;图9是本技术实施例中机罩的内部结构图;图10是图9中d处的局部放大图;图11是图9中e处的局部放大图;
图12是本技术实施例中转刀机构的结构示意图。
28.附图标记说明:1、主机架;11、机罩;111、上罩;112、中罩;113、下罩;12、支架;2、刀带;3、工作台;31、第一台面;32、第二台面;33、链板;331、托柱;34、链板滑槽;4、推料板;41、推料架;42、珍珠棉垫;51、a电机;52、轴承转座;53、夹刀轮;54、主动齿轮;55、从动齿轮;61、纵向导轨;611、支撑腿;621、b1同步带;622、b2同步带;63、b同步轮;64、b电机;651、滑轮;652、限位轮;66、b从动同步轮;67、b转轴;68、b减速箱;71、横向导轨;72、c滑块;73、丝杆;74、螺母;75、c同步带;761、c1同步轮;762、c2同步轮;77、c电机;78、c从动同步轮;81、主动轮;82、从动轮;83、d电机;84、d张紧轮;85、d滑座;86、d滑块;87、调节杆;88、手轮;91、e滑座;92、e滑块;93、e电机;94、磨刀块。
具体实施方式
29.以下结合附图1-12对本技术作进一步详细说明。
30.本技术实施例公开一种全自动纵横立切机。参照图1,全自动纵横立切机包括主机架1、刀带2、工作台3和推料板4。
31.参照图2,主机架1包括机罩11和支架12,机罩11包括上罩111、中罩112和下罩113,所述上罩111和下罩113均水平设置且上下相隔,所述中罩112竖直设置并连接在上罩111和下罩113的同一端,上罩111、中罩112和下罩113之间相互连通,使得主机架1的机罩11整体呈c型。支架12连接在下罩113远离中罩112的一端,支架12的顶面与下罩113的顶面平齐。
32.参照图1、图3和图5,工作台3架设于主机架1上,主机架1设置有驱动工作台3纵向移动的纵向滑移机构,纵向滑移机构包括纵向导轨61、b1同步带621、b2同步带622、b同步轮63和b电机64。纵向导轨61的横截面呈倒t型,纵向导轨61至少设置有两条,纵向导轨61的具体数量取决于工作台3整体的长度,在本实施例中,纵向导轨61的数量为两根。两根纵向导轨61搭设在主机架1上,两根纵向导轨61相互平行,纵向导轨61的两端底部固定连接有支撑腿611,以增加对纵向导轨61的支撑。
33.参照图3、图5和图6,工作台3用于放置待切割的材料,工作台3包括第一台面31和第二台面32,第一台面31和第二台面32分别一一对应地滑动设置在两条纵向导轨61上,第一台面31与第二台面32之间具有空隙。第一台面31和第二台面32的底部均设置有滑轮651和限位轮652,在本实施例中,第一台面31和第二台面32底部的滑轮651数量均为两个,滑轮651绕水平方向转动,滑轮651滚动于纵向导轨61上,第一台面31和第二台面32通过滑轮651在纵向导轨61上滑移。限位轮652成组设置,限位轮652的组的数量对应滑轮651的数量,即第一台面31和第二台面32底部的限位轮652的组数为两组,每组限位轮652的数量为两个,限位轮652绕竖直方向转动,同组两个限位轮652分别滚动于纵向导轨61的两侧侧壁,限位轮652则起到限位作用,提高第一台面31和第二台面32纵向移动时的稳定性。
34.参照图3和图5,b1同步带621和b2同步带622分别一一对应地设置在第一台面31和第二台面32的底部,b1同步带621的两端沿纵向间隔分布并与第一台面31的底部固定连接,b2同步带622的两端沿纵向间隔分布并与第二台面32的底部固定连接,使得b1同步带621和b2同步带622与纵向导轨61平行,并使得第一台面31能够跟随b1同步带621两端的移动而纵向移动以及使得第二台面32能够跟随b2同步带622两端的移动而纵向移动。b1同步带621和b2同步带622均啮合有b同步轮63,具体的,b1同步带621和b2同步带622均卷绕在b同步轮63
上,使得b1同步带621和b2同步带622均在b同步轮63处弯折,b1同步带621和b2同步带622还卷绕有b从动同步轮66,提高b1同步带621和b2同步带622弯折的角度,以更好地张紧b1同步带621和b2同步带622。两个b同步轮63之间连接有b转轴67以实现同轴转动,b电机64设置在支架12上,支架12上还设置有b减速箱68,b电机64的输出轴与b减速箱68的输入轴连接,b减速箱68的输出轴与b转轴67连接,以使得b电机64可驱动b同步轮63转动。当两个b同步轮63同时转动时,两个b同步轮63分别带动b1同步带621和b2同步带622移动,b1同步带621使第一台面31沿导轨纵向移动,b2同步带622使第二台面32沿导轨纵向移动,从而带动整个工作台3及工作台3上的材料进行纵向移动并切割。
35.参照图3、图4和图5,第一台面31和第二台面32的间隙设置有多个沿纵向相互连接的链板33,相邻的链板33之间连接有链节,支架12还设置有用于承托链板33的托柱331,第一台面31和第二台面32之间相对的一端均沿纵向设置有链板滑槽34,链板33与链板滑槽34滑动连接,刀带2竖直地穿过其中的两块链板33之间。多个相互连接的链板33能够填补第一台面31与第二台面32的间隙,并且在工作台3进行纵向移动的过程中,链板33能够通过链板滑槽34分别与第一台面31及第二台面32进行相对滑动,从而避免对工作台3的纵向移动产生阻碍。
36.参照图7和图8,推料板4架设于工作台3上,工作台3设置有驱动推料板4横向移动的横向推料机构,推料板4的数量为两块,两块推料板4分别架设在第一台面31和第二台面32,横向推料机构的数量对应推料板4的数量设置有两组,两组横向推料机构分别设置在第一台面31和第二台面32。横向推料机构包括横向导轨71、c滑块72、丝杆73、螺母74、c同步带75,c1同步轮761、c2同步轮762和c电机77,横向导轨71分别设置在工作台3的两侧,即第一台面31和第二台面32的两侧均设置有一条横向导轨71,横向导轨71滑动连接有c滑块72。丝杆73分别设置在工作台3的两侧,即第一台面31和第二台面32的两侧均设置有丝杆73,丝杆73螺纹连接有螺母74,横向导轨71与丝杆73平行,同侧的c滑块72与螺母74一一对应地连接。推料板4同时与两侧的c滑块72连接,即第一台面31的推料板4与第一台面31两侧的c滑块72连接,第二台面32的推料板4与第二台面32两侧的c滑块72连接。推料板4连接有推料架41,推料板4通过推料接间接地与c滑块72连接,便于推料板4的拆装。
37.参照图7和图8,c电机77设置于工作台3,第一台面31和第二台面32的底部均设置有c电机77,c电机77的输出轴同轴连接有c1同步轮761,第一台面31的两侧丝杆73的同一端以及第二台面32的两侧丝杆73的同一端均同轴连接有c2同步轮762,第一台面31的两个c2同步轮762之间以及第二台面32的两个c2同步轮762之间均卷绕啮合有c同步带75。c同步带75在c1同步轮761处弯折,c同步带75还卷绕有c从动同步轮78,增加c同步带75的弯折角度,便于张紧c同步带75。材料放置在工作台3进行横向切割时,需要对材料进行横向移动,移动过程为:c电机77驱动c1同步轮761转动,c1同步轮761通过c同步带75使两个c2同步轮762同步转动,两个c2同步轮762使两侧的丝杆73同步转动,两侧转动的丝杆73使螺母74及c滑块72横向移动,c滑块72再带动推料板4横向移动,从而使推料板4推动材料进行横向移动并切割。进一步的,推料板4用于推料的一面连接有珍珠棉垫42,推料板4在横向推料时,珍珠棉垫能够辅助推料板4将材料推过刀带2,从而使得材料切割完整。
38.参照图1和图3,刀带2穿梭于主机架1内外,机罩11的上罩111开设有出刀口,机罩11的下罩113开设有进刀口,刀带2裸露于主机架1外的部分呈竖直状态并穿过工作台3,具
体的,刀带2的裸露部分穿过第一台面31和第二台面32之间。
39.参照图9,主机架1设置有驱动刀带2运作的刀带动力机构,刀带动力机构包括主动轮81、从动轮82和d电机83,从动轮82设置有多个,在本实施例中,从动轮82的数量为3个,主动轮81的轴线和3个从动轮82的轴线相互平行,主动轮81与3个从动轮82在主机架1内成圈分布,主动轮81与其中一个从动轮82转动设置在机罩11的下罩113内的两端,另外两个从动轮82转动设置在机罩11的上罩111内的两端。d电机83设置在机罩11的下罩113内,d电机83通过皮带驱动主动轮81转动,刀带2张紧于主动轮81和3个从动轮82之间,d电机83驱动主动轮81转动后,主动轮81通过张紧的刀带2使多个从动轮82同时转动,从而使得刀带2持续运动以对材料进行切割。
40.参照图9和图10,刀带动力机构还包括d张紧轮84,d张紧轮84为其中一个从动轮82,d张紧轮84位于主机架1的角落位置,在本实施例中,d张紧轮84为机罩11的下罩113内的从动轮82。主机架1内设置有d滑座85,d滑座85滑移设置有d滑块86,d滑块86在d滑座85上垂直滑移,d滑块86与d张紧轮84的轮轴固定连接,d滑块86的滑动方向与d张紧轮84的轴线方向垂直。主机架1内转动设置有调节杆87,调节杆87与d张紧轮84的轮轴螺纹连接,调节杆87的轴线方向与d滑块86的滑动方向平行,在转动调节杆87后,能够使张紧轮在d滑座85上滑动,从而调整d张紧轮84的位置,以便于达到张紧刀带2的效果。进一步的,调节杆87的上端连接有手轮88,手轮88便于人们转动调节杆87。
41.参照图9和图11,主机座内设置有磨刀机构,磨刀机构包括e滑座91、e滑块92、e电机93和磨刀块94,e滑座91间隔设置有两个,两个e滑座91均滑移连接有e滑块92,e滑块92在e滑座91上水平滑动。两个e滑块92上均设置有e电机93,两个e电机93的输出轴均连接有磨刀块94,两个磨刀块94通过两个e滑块92的滑移能够相互靠近或者相互远离。刀带2穿过两个磨刀块94之间并同时与磨刀块94接触,磨刀机构的磨刀块94在e电机93的驱动下能够快速旋转,从而对刀带2进行磨刀,并且通过调整滑块的位置,能够快速对两个磨刀块94的相对距离进行调整。
42.参照图1和图9,刀带2的刀刃方向在自然状态下与工作台3的滑动方向的夹角成45度,主机架1设置有对刀带2的裸露部分进行转刀的转刀机构,在本实施例中,转刀机构设置有两组,两组转刀机构均设置在主机架1上,具体的,一组转刀机构设置在机罩11的上罩111,另一组转刀机构设置在机罩11的下罩113,使得两组转刀机构分别位于工作台3的上方和下方。
43.参照图9和图12,转刀机构包括a电机51、轴承转座52和两组夹刀轮53,a电机51的输出轴同轴地连接有主动齿轮54,a电机51驱动主动齿轮54绕竖直方向转动,轴承转座52可转动地设置在主机架1上,轴承转座52绕竖直方向转动,轴承转座52呈圆筒状,轴承转座52的外壁套设有从动齿轮55,主动齿轮54与从动齿轮55啮合。两组夹刀轮53均可转动地设置在轴承转座52的下方,两组夹刀轮53的轴线相互平行,两组夹刀轮53均绕水平方向转动,刀带2穿过轴承转座52并位于两组夹刀轮53之间。每组夹刀轮53的数量为两个,同组两个夹刀轮53的轴线共线,同组两个夹刀轮53之间间隔分布形成间隙,同组的两个夹刀轮53将刀带2的一侧夹紧。转刀时,a电机51通过主动齿轮54和从动齿轮55驱动轴承转座52转动,轴承转座52再带动两组夹刀轮53转动,最终使得两组夹刀轮53带动刀带2转动,从而实现刀带2的转刀过程,同时夹刀轮53能够跟随刀带2的切割而转动,从而减少转刀的过程对刀带2的影
响。
44.本技术实施例的一种全自动纵横立切机的实施原理为:材料放置在工作台3后,通过纵向滑移机构带动工作台3纵向滑移,能够实现材料的纵向移动,通过横向推料机构带动推料板4横向推料,能够实现材料的横向移动,在对材料进行切割时,利用转刀机构将刀带2的裸露部分顺时针或逆时针旋转45度,便转至与工作台3的滑动方向平行或垂直,之后配合材料的纵向移动或者横向移动,便能实现对材料在纵横方向的自动切割,提高切割效率并快速实现切割方向的改变,另外小角度的转刀能够减少对刀带2的损伤,提高刀带2的使用寿命。
45.以上均为本技术的较佳实施例,并非依此限制本技术的保护范围,故:凡依本技术的结构、形状、原理所做的等效变化,均应涵盖于本技术的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1