超声波裁刀及其3D打印制备方法、修补方法与流程
超声波裁刀及其3d打印制备方法、修补方法
技术领域
1.本发明涉及超声波切割刀具技术领域,尤其涉及一种超声波裁刀及其3d 打印制备方法、修补方法。
背景技术:
2.在橡胶轮胎加工中,根据贴合工艺和生产规格进行胶料裁断是必备的过 程。现有较为先进的裁断工艺是采用超声波裁刀,利用超声波高频振荡来振 断胶料的分子链,胶料的断面较为光滑、后续进行贴合多种胶料时的粘结性 较好。
3.超声波裁刀为钛合金,硬度高,传统超声波裁刀加工制作为机加工制作, 对刀具磨损量大、工时长,成本高,且机加工过程中容易产生表面缺陷, 降低裁刀使用寿命。
4.一套超声波刀具价格昂贵,单独一把超声波裁刀就动辄上万,而日常使 用过程中,难免会有小的磕碰,甚至胶料中掺有极少量的杂质,都会导致超 声波裁刀在工作中发生断裂而废刀,且破损后的裁刀只能丢弃,造成了极大 的资源浪费,目前市面上尚未有能修复超声波裁刀的方法。
技术实现要素:
5.针对上述现有技术中存在的不足之处,本发明提供了一种用于切割橡胶 轮胎的超声波裁刀及其3d打印制备方法、修补方法。
6.本发明提供一种超声波裁刀,包括:
7.刀座,包括长方体的刀座本体,所述刀座本体上垂直于其长度方向的两 端面分别外延有凸出部,所述凸出部的宽度沿远离所述刀座本体的方向逐渐 减小,所述刀座的底部设置螺孔;
8.刀体,设置于所述刀座的上方,包括靠近所述刀座的内凹的弧状过渡区 和位于弧状过渡区上方的中间部,所述刀体上对称设置有两个竖直的条形通 孔;
9.切割部,位于所述刀体的上方,所述切割部的厚度为0.2-0.4mm。
10.本技术方案中,超声波裁刀的结构设计合理,极大地降低了超声波裁刀 易开裂、以及切割使用过程中易产生缺口的问题,提高了裁刀的质量以及使 用寿命。
11.在本技术的一些实施例中,所述条形通孔的上、下边缘为半圆形,所述 上边缘的厚度为2.5-3.0mm,防止超声波裁刀工作时,在条形通孔的上边缘处 产生断裂。
12.在本技术的一些实施例中,所述凸出部的纵向截面为直角梯形,且直接 梯形的斜腰为所述凸出部与所述弧状过渡区的相交线,所述斜腰为下凹的弧 形线,所述凸出部外边缘高于所述凸出部内边缘的,增加了凸出部的面积, 提高了超声波裁刀的稳定性。
13.本发明还提供上述超声波裁刀的3d打印制备方法,包括如下步骤:
14.s1.原材料处理:将球状tc4颗粒进行真空烘干处理,处理后覆上防止空 中杂质落入的保护膜;
15.s2. 3d打印机准备:对3d打印机内腔进行无尘处理,使得成型腔、粉末 腔不含有
杂质;
16.s3. 3d打印:将步骤s1处理后的tc4颗粒原料放入步骤s2处理后的3d 打印机粉末腔中作为原料,激光功率150~200w,扫描速度700-900mm/s,氩 气和氮气保护气氛下打印;
17.s4.打印后去应力处理:将步骤s3打印成型的超声波裁刀真空退火处理, 800-900℃,保温1.5-3h后,随炉冷却;
18.s5.抛光处理:对步骤s4处理后的超声波裁刀进行电镀抛光处理,使其 表面粗糙度介于30-50μm;
19.s6.攻丝处理:在超声波裁刀预留的螺孔处进行攻丝处理,且将丝孔内的 杂质清理干净;
20.s7.上机实验:将处理后的超声波裁刀装上换能器安装到超声波发生器, 在连接处涂抹密封胶,在空载的情况下启动超声波发生器,模拟切割胶料, 能正常产生均匀的正常振幅,切割面达到使用要求。
21.在本技术的一些实施例中,超声波裁刀的3d打印制备方法,包括如下步 骤:
22.s1.原材料处理:将球状tc4颗粒进行真空烘干处理,处理后覆上防止空 中杂质落入的保护膜;
23.s2. 3d打印机准备:对3d打印机内腔进行无尘处理,使得成型腔、粉末 腔不含有杂质;
24.s3. 3d打印:将步骤s1处理后的tc4颗粒原料放入步骤s2处理后的3d 打印机粉末腔中作为原料,激光功率180w,扫描速度800mm/s,氩气和氮气 保护气氛下打印;
25.s4.打印后去应力处理:将步骤s3打印成型的超声波裁刀真空退火处理, 840℃,保温2h,然后随炉冷却;
26.s5.抛光处理:对步骤s4处理后的超声波裁刀进行电镀抛光处理,使其 表面粗糙度介于30-50μm;
27.s6.攻丝处理:在超声波裁刀预留的螺孔处进行攻丝处理,且将丝孔内的 杂质清理干净;
28.s7.上机实验:将处理后的超声波裁刀装上换能器安装到超声波发生器, 在连接处涂抹密封胶,在空载的情况下启动超声波发生器,模拟切割胶料, 能正常产生均匀的正常振幅,切割面达到使用要求。
29.在本技术的一些实施例中,由于超声波裁刀存在斜度,为保证打印出来 堆层尽量小,要选择与层厚匹配的粒径,步骤s1中tc4球状颗粒原料的粒径 选用17-20μm之间或20-30μm之间,防止颗粒烧结时跨度太大会影响内部 结构,从而无法使用。
30.在本技术的一些实施例中,在步骤s3中,风场风速为3.8,由于钛合 金3d打印时激光烧结反应较大,需有足够的风速保证将烧结时迸发的杂质全 部吹走,又要避免因风速太大,造成的粉末浪费以及未烧结区域粉末厚度太 薄。
31.在本技术的一些实施例中,在步骤s3的打印过程中,在打印完所述超声 波裁刀的条形通孔后,需在所述条形通孔内部添加支撑物,以增强打印时的 工件强度。
32.本发明还提供一种超声波裁刀的修补方法,包括如下步骤:
33.(1)破损超声波裁刀的预处理:将破损的超声波裁刀从破损处进行线切 割,并对切割面进行打磨处理,使得切割面表面光滑;
34.(2)设计三维模型:根据图纸或对超声波裁刀实物进行测绘,设计超声 波裁刀的三维模型图,并对三维模型图进行线切割操作,其切割位置对应于 步骤(1)中破损超声波裁刀线切割的位置,经剪切后,三维模型图与经步骤 (1)将破损处切割后的裁刀结构一致;
35.(3)嫁接打印:破损裁刀放入3d打印机中,以切割面为嫁接基面,使 用上述超声波裁刀的3d打印制备方法,在切割面的上方将缺失部分的超声波 裁刀打印完整;
36.(4)测试:上机测试,胶面切割状态良好,刀具震动正常,嫁接处无开 裂,超声波裁刀修复完成。
37.在本技术的一些实施例中,步骤(1)中破损超声波裁刀的切割面选在超 声波裁刀的靠近所述刀体底部的位置,且切割面为水平面,便于原料颗粒的 堆积。
38.基于上述技术方案,本发明实施例中的超声波裁刀的结构设计合理,极 大地降低了超声波裁刀易开裂、以及切割使用过程中易产生缺口的问题,提高 了裁刀的质量以及使用寿命;
39.突破传统机加工的方式,可以通过3d打印机技术制作超声波裁刀,并 且正常的在成型机上使用;
40.优先的提出了通过3d打印嫁接技术的方式来修复超声波裁刀,变废为 宝,降低了成本,提高了超声波裁刀的利用率。
附图说明
41.此处所说明的附图用来提供对本发明的进一步理解,构成本技术的一部 分,本发明的示意性实施例及其说明用于解释本发明,并不构成对本发明的 不当限定。在附图中:
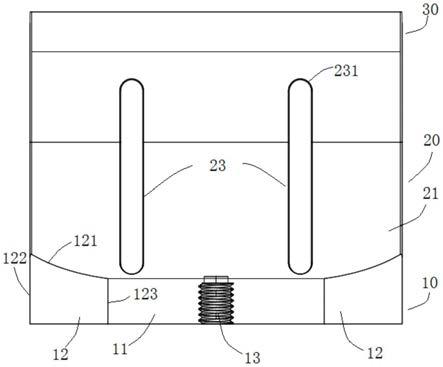
42.图1为本发明实施例中3d打印预口型的立体结构示意图;
43.图2为本发明实施例的3d打印预口型的主视图构示意图;
44.图3为本发明实施例的3d打印预口型的后视图构示意图;图4为实施例中破损的超声波裁刀的立体结构示意图;图5为对破损的超声波裁刀进行线切割后的结构示意图;图6为图4的超声波裁刀的三维模型图;
45.图中:
46.10、刀座;11、刀座本体;12、凸出部;121、斜腰;122、外边缘;123、 内边缘;13、螺孔;20、刀体;21、弧状过渡区;22、中间部;23、条形通 孔;23、上边缘;30、切割部;40、切割面。
具体实施方式
47.下面将结合本发明实施例中的附图,对实施例中的技术方案进行清楚、 完整的描述。显然,所描述的实施例仅仅是本发明的一部分实施例,而非全 部的实施例。基于本发明的实施例,本领域普通技术人员在没有做出创造性 劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
48.在本发明的描述中,需要理解的是,术语“中心”、“横向”、“纵向”、“上”、
ꢀ“
下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外
”ꢀ
等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于 描述本发明和简化描述,而不是指示或
暗示所指的装置或元件必须具有特定 的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
49.术语“第一”、“第二”、“第三”仅用于描述目的,而不能理解为指示或 暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第 一”、“第二”、“第三”的特征可以明示或者隐含地包括一个或者更多个该特 征。
50.在本发明的描述中,需要说明的是,除非另有明确的规定和限定,术语
ꢀ“
安装”、“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以 是可拆卸连接,或一体地连接;可以是直接相连,也可以通过中间媒介间接 相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以 具体情况理解上述术语在本发明中的具体含义。
51.实施例1
52.如附图1-3所示,该实施例的超声波裁刀,包括:
53.刀座10,包括长方体的刀座本体11,刀座本体11上垂直于其长度方向 的两端面分别外延有凸出部12,凸出部12的宽度沿远离所述刀座本体的方向 逐渐减小,刀座10的底部设置螺孔13;
54.刀体20,设置于刀座10的上方,包括靠近刀座10的内凹的弧状过渡区 21和位于弧状过渡区上方的中间部22,刀体20上对称设置有两个竖直的条 形通孔23;
55.切割部30,位于刀体20的上方,切割部30的刀刃厚度d为0.3mm, 在其他实施例中,切割部30可以为0.2-0.4mm的任意数值。
56.本实施例中,超声波裁刀的结构设计合理,极大地降低了超声波裁刀易 开裂、以及切割使用过程中切割部30易产生缺口的问题,提高了裁刀的质量 以及使用寿命。
57.如图1所示,条形通孔23的上、下边缘为半圆形,上边缘231的厚度l 为2.7mm,如图3所示;而在传统的超声波裁刀,上边缘厚度一般为1.5-1.8mm, 极易在此处发生断裂;本实施例中,上边缘231的厚度远远大于该数值,防 止超声波裁刀工作时,在条形通孔23的上边缘231处产生断裂。
58.继续参见图1,凸出部12的纵向截面为直角梯形,且直接梯形的斜腰121 为凸出部12与弧状过渡区21的相交线,斜腰121为下凹的弧形线,凸出部 12外边缘122高于凸出部内边缘123的,增加了凸出部12的面积,提高了超 声波裁刀的稳定性。
59.实施例2
60.本发明还提供上述实施例1的超声波裁刀的3d打印制备方法,包括如下 步骤:
61.s1.原材料处理:将球状tc4颗粒进行真空烘干处理,处理后覆上能够防 止空中杂质落入的保护膜,本实施例中选用保鲜膜;且经过实验发现,tc4 原料颗粒必须新鲜,放置3个月以上tc4粉末打印出来的超声波裁刀不可使 用;
62.本实施例选用粒径17-20μm的tc4颗粒,防止颗粒烧结时跨度太大会 影响内部结构,从而无法使用;使用20层厚,保证打印出来堆层尽量小;
63.s2. 3d打印机准备:对3d打印机内腔进行无尘处理,使得成型腔、粉末 腔不含有灰尘、漂浮物等杂质,同时连接99.999%纯度氩气/氮气瓶,压力 大于0.6mpa,接入带有过滤器的管路;
64.且每次打印时3d打印机要更换全新的刮刀,防止刮刀磨损后 黏附的颗粒混入;
65.s3. 3d打印:将步骤s1处理后的tc4颗粒原料放入步骤s2处理后的3d 打印机粉末
腔中作为原料,采用激光功率180w,扫描速度800mm/s,氩气和 氮气保护气氛下打印,保证烧结充分,无未烧结或烧结不完全的颗粒;
66.经过实验,3d打印切割部30时,在打印0.3mm以下的刀尖时,打印效 果不好,并且在使用时容易损坏,在本实施例中,刀尖处打印0.04mm,留有 的0.01mm余量可以后续打磨抛光处理掉,既保证了打印效果,又不影响后续 切割使用;
67.风场风速为3.8,由于钛合金3d打印时激光烧结反应较大,需有足够的 风速保证将烧结时迸发的杂质全部吹走,又要避免因风速太大,造成的粉末 浪费以及未烧结区域粉末厚度太薄;
68.在打印完超声波裁刀的条形通孔23后,需在条形通孔23内部添加支撑 物,以增强后续打印时的工件强度;
69.s4.打印后去应力处理:将步骤s3打印成型的超声波裁刀进行真空退火 处理,840℃,保温2h,然后随炉冷却;对成品钛合金刀进行打磨处理,去除 其表面粘连的粉末颗粒,去除形通孔23内部的支撑;
70.s5.抛光处理:对步骤s4处理后的超声波裁刀进行电镀抛光处理,使其 表面粗糙度介于30-50μm;
71.s6.攻丝处理:在超声波裁刀预留的螺孔处进行攻丝处理,且将丝孔内的 杂质清理干净,使得螺丝与螺孔紧密贴合,不存在空隙;
72.s7.上机实验:将处理后的超声波裁刀装上换能器安装到超声波发生器, 在连接处涂抹密封胶,在空载的情况下启动超声波发生器,模拟切割胶料, 能正常产生均匀的正常振幅,切割面达到使用要求。
73.实施例3
74.超声波裁刀的3d打印制备方法,包括如下步骤:
75.s1.原材料处理:将球状tc4颗粒进行真空烘干处理,处理后覆上能够防 止空中杂质落入的保护膜,本实施例中选用保鲜膜;tc4原料颗粒必须新鲜;
76.本实施例选用粒径20-30μm的tc4颗粒,防止颗粒烧结时跨度太大会 影响内部结构,从而无法使用;使用30层厚,保证打印出来堆层尽量小;
77.s2. 3d打印机准备:对3d打印机内腔进行无尘处理,使得成型腔、粉末 腔不含有灰尘、漂浮物等杂质,同时连接99.999%纯度氩气/氮气瓶,压力 大于0.6mpa,接入带有过滤器的管路;
78.且每次打印时3d打印机要更换全新的刮刀,防止刮刀磨损后黏附的颗 粒混入;
79.s3. 3d打印:将步骤s1处理后的tc4颗粒原料放入步骤s2处理后的3d 打印机粉末腔中作为原料,采用激光功率150w,扫描速度700mm/s,氩气和 氮气保护气氛下打印,保证烧结充分,无未烧结或烧结不完全的颗粒经过实 验,3d打印切割部30时,在打印0.3mm以下的刀尖时,打印效果不好,并 且在使用时容易损坏,在本实施例中,刀尖处打印0.04mm,留有的0.01mm 余量可以后续打磨抛光处理掉,既保证了打印效果,又不影响后续切割使用;
80.风场风速为3.8,由于钛合金3d打印时激光烧结反应较大,需有足够的 风速保证将烧结时迸发的杂质全部吹走,又要避免因风速太大,造成的粉末 浪费以及未烧结区域粉末厚度太薄;
81.在打印完超声波裁刀的条形通孔23后,需在条形通孔23内部添加支撑 物,以增强
后续打印时的工件强度;
82.s4.打印后去应力处理:将步骤s3打印成型的超声波裁刀进行真空退火 处理,800℃,保温3h,然后随炉冷却;对成品钛合金刀进行打磨处理,去除 其表面粘连的粉末颗粒,去除形通孔23内部的支撑;
83.s5.抛光处理:对步骤s4处理后的超声波裁刀进行电镀抛光处理,使其 表面粗糙度介于30-50μm;
84.s6.攻丝处理:在超声波裁刀预留的螺孔处进行攻丝处理,且将丝孔内的 杂质清理干净,使得螺丝与螺孔紧密贴合,不存在空隙;
85.s7.上机实验:将处理后的超声波裁刀装上换能器安装到超声波发生器, 在连接处涂抹密封胶,在空载的情况下启动超声波发生器,模拟切割胶料, 能正常产生均匀的正常振幅,切割面达到使用要求。
86.实施例4
87.超声波裁刀的3d打印制备方法,包括如下步骤:
88.s1.原材料处理:将球状tc4颗粒进行真空烘干处理,处理后覆上能够防 止空中杂质落入的保护膜,本实施例中选用保鲜膜;tc4原料颗粒必须新鲜;
89.本实施例选用粒径20-30μm的tc4颗粒,防止颗粒烧结时跨度太大会 影响内部结构,从而无法使用;使用30层厚,保证打印出来堆层尽量小;
90.s2. 3d打印机准备:对3d打印机内腔进行无尘处理,使得成型腔、粉末 腔不含有灰尘、漂浮物等杂质,同时连接99.999%纯度氩气/氮气瓶,压力 大于0.6mpa,接入带有过滤器的管路;
91.且每次打印时3d打印机要更换全新的刮刀,防止刮刀磨损后黏附的颗 粒混入;
92.s3. 3d打印:将步骤s1处理后的tc4颗粒原料放入步骤s2处理后的3d 打印机粉末腔中作为原料,采用激光功率200w,扫描速度900mm/s,氩气和 氮气保护气氛下打印,保证烧结充分,无未烧结或烧结不完全的颗粒经过实 验,3d打印切割部30时,在打印0.3mm以下的刀尖时,打印效果不好,并 且在使用时容易损坏,在本实施例中,刀尖处打印0.04mm,留有的0.01mm 余量可以后续打磨抛光处理掉,既保证了打印效果,又不影响后续切割使用;
93.风场风速为3.8,由于钛合金3d打印时激光烧结反应较大,需有足够的 风速保证将烧结时迸发的杂质全部吹走,又要避免因风速太大,造成的粉末 浪费以及未烧结区域粉末厚度太薄;
94.在打印完超声波裁刀的条形通孔23后,需在条形通孔23内部添加支撑 物,以增强后续打印时的工件强度;
95.s4.打印后去应力处理:将步骤s3打印成型的超声波裁刀进行真空退火 处理,900℃,保温1.5h,然后随炉冷却;对成品钛合金刀进行打磨处理,去 除其表面粘连的粉末颗粒,去除形通孔23内部的支撑;
96.s5.抛光处理:对步骤s4处理后的超声波裁刀进行电镀抛光处理,使其 表面粗糙度介于30-50μm;
97.s6.攻丝处理:在超声波裁刀预留的螺孔处进行攻丝处理,且将丝孔内的 杂质清理干净,使得螺丝与螺孔紧密贴合,不存在空隙;
98.s7.上机实验:将处理后的超声波裁刀装上换能器安装到超声波发生器, 在连接
处涂抹密封胶,在空载的情况下启动超声波发生器,模拟切割胶料, 能正常产生均匀的正常振幅,切割面达到使用要求。
99.实施例5
100.本发明还提供一种超声波裁刀的修补方法,包括如下步骤:
101.(1)破损超声波裁刀的预处理:破损的超声波裁刀如图4所示,切割部 30处有缺口;将破损的超声波裁刀从破损处的下方进行线切割,如图5所示, 切割处位于裁刀的刀体20的下方的弧状过渡区21,且穿过两个条形通孔,因 此切割后的剩余的超声波裁刀具有3个水平的切割面40,对切割面40进行打 磨处理,使得切割面表面光滑;
102.(2)设计三维模型:根据图纸或对超声波裁刀实物进行测绘,设计超声 波裁刀的三维模型图,如图6所示,并对三维模型图进行线切割操作,其切 割位置对应于步骤(1)中破损超声波裁刀线切割的位置,经剪切后,三维模 型图与经步骤(1)将破损处切割后的裁刀结构一致,如图5所示;
103.(3)嫁接打印:破损裁刀放入3d打印机中,以切割面40为嫁接基面, 使用上述实施例2中的超声波裁刀的3d打印制备方法,在切割面的上方将缺 失部分的超声波裁刀打印完整;
104.(4)测试:上机测试,胶面切割状态良好,刀具震动正常,嫁接处无开 裂,超声波裁刀修复完成。
105.最后应当说明的是:本说明书中各个实施例采用递进的方式描述,每个 实施例重点说明的都是与其他实施例的不同之处,各个实施例之间相同相似 部分互相参见即可。
106.以上实施例仅用以说明本发明的技术方案而非对其限制;尽管参照较佳 实施例对本发明进行了详细的说明,所属领域的普通技术人员应当理解:依 然可以对本发明的具体实施方式进行修改或者对部分技术特征进行等同替 换;而不脱离本发明技术方案的精神,其均应涵盖在本发明请求保护的技术 方案范围当中。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1