用于制造输送螺旋部的方法和具有输送螺旋部的钻削工具与流程
1.本发明涉及一种用于借助于铣削装置制造输送螺旋部的方法。
背景技术:
2.已知用于制造输送螺旋部的方法。
技术实现要素:
3.本发明涉及一种用于借助于铣削装置制造具有m个螺旋槽/螺旋路径的输送螺旋部的方法,其中,在第一方法步骤中借助于铣削装置制造n个螺旋路径,其中,n=2或者是2的多倍,并且在第二方法步骤中制造n-1个另外的螺旋路径、特别是单个另外的螺旋路径。有利地可以由此在两个工序中利用同一铣削装置制造三个螺旋路径。
4.输送螺旋部特别是设定为应用工具(优选地钻削工具)的一部分。
5.钻削工具特别是构成为凿岩钻机,其设定为用于锤钻。备选地也可以考虑的是,钻削工具构成为木材钻机、瓷砖钻机、梯级钻机、焊点钻机等。钻削工具可以一件式或一体地构成。“一件式(einst
ü
ckig)”结合本技术应理解为如下构件:该构件由一个件构成并且不是由多个相互间材料锁合和/或力锁合和/或形状锁合连接的构件构成。一件式构件因此由唯一材料制成。“一体地(einteilig)”结合本技术特别是应理解为由多个相互间材料锁合连接的构件组成的某一构件。
6.钻削工具具有钻头。钻头可以与钻削工具(特别是钻削工具的输送螺旋部)一件式构成。钻头特别是应理解为钻削工具的如下区域:该区域具有至少一个切割体。切割体具有至少一个切割元件,其可以构成为主切割元件或辅助切割元件。这些切割元件特别是由硬质金属构成。优选地,这些切割元件具有比输送螺旋部更高的硬度。优选地,钻削工具对于每个螺旋路径具有一切割元件。每个切割元件具有至少一个切割刃。切割刃相当于切割元件的切削面与自由面的交线。优选地,每个切割元件具有单个切割刃。备选地,切割元件也可以具有多个切割刃,这些切割刃特别是相互过渡到彼此中。优选地,钻头与输送螺旋部以材料锁合的方式连接。这种连接例如可以通过钎焊方法或熔焊方法实现。
7.钻削工具在其背离钻头的端部上具有插接端部,插接端部构成为用于与工具机(特别是手持式工具机、例如锤钻)耦合。优选地,钻削工具如此构成在插接端部的区域中,使得钻削工具可与手持式工具机的工具接收部耦合。例如,钻削工具可以在插接端部的区域中具有构成为专门凹槽的形状锁合元件,其形成sds-plus接口或sds-max接口。为了加工工件,借助于锤钻使得钻削工具处于旋转以及直线振荡(或冲击)状态。钻削工具在加工期间沿钻削工具的进给方向进入到工件中。钻削工具的进给方向与钻削工具的纵轴线共轴地延伸并且从插接端部朝着钻头的方向延伸。钻削工具的纵轴线特别是相应于钻削工具的工作轴线或旋转轴线。钻削工具的纵轴线基本上相应于输送螺旋部的纵轴线。
8.此外提出,在第一方法步骤中如此构成这些螺旋路径,使得输送螺旋部在第二方法步骤之前具有恒定的芯部厚度。“芯部厚度”结合本技术应理解为:输送螺旋部的芯部厚度圆(或尽可能最大的内圆)的直径,该圆(在横截面看)并未位于这些螺旋路径中。“恒定”在此特别是应理解为:芯部厚度沿着纵轴线基本上保持不变,优选地仅仅在这样的末端区域中具有偏差:这些末端区域各自是输送螺旋部沿着纵轴线的长度的小于10%、优选地小于5%。
9.此外提出,在第二方法步骤中如此构成这些螺旋路径,使得输送螺旋部在第二方法步骤之后具有恒定的芯部厚度、增加的芯部厚度或者减小的芯部厚度。有利地可以由此借助于第二铣削过程来调整输送螺旋部的芯部厚度。
10.再者提出,在第一方法步骤与第二方法步骤之间,使得输送螺旋部与铣削装置相对彼此旋转120
°
+/-x的角度,其中,x处于0
°
至15
°
之间的范围内。有利地,通过所选择的角度范围,可实现对称或非对称的螺旋路径。特别是x处于0
°
至12
°
之间的范围内、优选地在0
°
至8
°
之间的范围内、更优选地在0
°
至4
°
之间的范围内。下界限0
°
特别是在此不被包括在内,上界限被包括在内。角度也可以为120
°
。
11.此外提出,在第一方法步骤中或在第二方法步骤中,输送螺旋部在铣削或者另一去除材料的方法(磨削、旋转铣削等)期间以不同的速度旋转。有利地可以由此调整这些螺旋路径。
12.此外,本发明涉及一种钻削工具(特别是凿岩钻机),包括输送螺旋部,用于从钻孔运走碎屑和/或岩石,其中,输送螺旋部具有至少三个螺旋路径,其中,输送螺旋部特别是通过如上所述的方法制造。
13.此外提出,钻削工具在这些螺旋路径之间的过渡部处具有磨损面,其中,第一磨损面的第一带宽与第二磨损面的第二带宽不同,并且第三磨损面的第三带宽相应于第一带宽。有利地可以由此实现钻削工具的优化匹配/调整(anpassung)。这些磨损面各自设置在这些螺旋路径之间并且特别是螺旋形地绕着输送螺旋部的纵轴线延伸。第一磨损面特别是构成在第一螺旋路径与第二螺旋路径之间的过渡部处。第二磨损面特别是构成在第二螺旋路径与第三螺旋路径之间的过渡部处。第三磨损面特别是构成在第二螺旋路径与第三螺旋路径之间的过渡部处。“带宽(bandbreite)”结合本技术应理解为磨损面垂直于该磨损面的延伸(erstreckung)的宽度。备选地也可以考虑的是,这些带宽基本上相同地构成。在带宽上的差别尤其为至少5%、优选地至少25%、优选地至少50%。这些带宽的比较在此各自沿着垂直于输送螺旋部的纵轴线的平面来实现。
14.此外提出,这些带宽构成为变化的或者恒定的。有利地可以由此优化地调整磨损面。“恒定的带宽”结合本技术应理解为:该带宽沿着纵轴线基本上不变化。“变化的带宽”结合本技术应理解为:磨损面的带宽沿着纵轴线变化、特别是增大和/或减小。这种变化在此可以为至少5%、优选地至少25%、更优选地至少50%。
15.再者提出,芯部厚度圆的中点与钻削工具的旋转轴线间隔开地构成。优选地,芯部厚度圆的中点与输送螺旋部的纵轴线之间的间距相应于芯部厚度的至少2%、优选地芯部厚度的至少5%、更优选地芯部厚度的10%。芯部厚度圆是(在横截面看)与这些螺旋路径的所有凹槽底部相切的尽可能最大的圆。特别是,螺旋路径如此构成,使得芯部厚度圆的中点不位于输送螺旋部的纵轴线上的任何点上。优选地,这些螺旋路径如此构成,使得芯部厚度
圆的中点螺旋形地绕着输送螺旋部的纵轴线沿着该纵轴线的方向延伸。芯部厚度圆的中点的间距在此可以构成为恒定的或者构成为基于钻头减小或者增大。
16.此外提出,螺旋路径各自具有螺距/斜度(steigung),其中,这些斜度构成为恒定的或变化的。
17.此外提出,这些螺旋路径具有不同的斜度。备选地也可以考虑的是,这些螺旋路径具有相同的斜度。
18.再者提出,这些螺旋路径具有不同的横截面。备选地也可以考虑的是,这些螺旋路径具有相同的横截面。这些横截面可以构成为沿着纵轴线变化或者基本上恒定。
附图说明
19.另外的优点由如下附图描述产生。附图、说明书和权利要求包含多个组合的特征。本领域技术人员有利地也单个地考虑各特征并且将其总结为有意义的另外的组合。不同的实施形式以附加的字母表示。
20.附图示出:
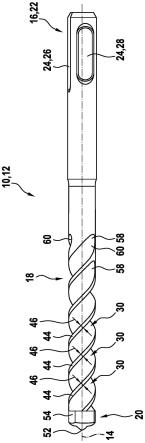
21.图1a:具有输送螺旋部的钻削工具的第一实施形式的侧视图;
22.图1b:按照图1a的输送螺旋部在前部区域中的横截面;
23.图1c:按照图1a的输送螺旋部在后部区域中的横截面;
24.图1d:按照图1a的钻削工具的俯视图;
25.图2:铣削装置的铣削几何结构的示意图;
26.图3a:具有输送螺旋部的钻削工具的第二实施形式的侧视图;
27.图3b:按照图3a的输送螺旋部在前部区域中的横截面;
28.图3c:按照图3a的输送螺旋部在中部区域中的横截面;
29.图3d:按照图3a的输送螺旋部在后部区域中的横截面;
30.图4a:具有输送螺旋部的钻削工具的第三实施形式的侧视图;
31.图4b:按照图4a的输送螺旋部在前部区域中的横截面;
32.图4c:按照图4a的输送螺旋部在中部区域中的横截面;
33.图4d:按照图4a的输送螺旋部在后部区域中的横截面;
34.图5a:具有输送螺旋部的钻削工具的第四实施形式的侧视图;
35.图5b:按照图5a的输送螺旋部在前部区域中的横截面;
36.图5c:按照图5a的输送螺旋部在中部区域中的横截面;
37.图5d:按照图5a的输送螺旋部在后部区域中的横截面;
38.图6a:具有输送螺旋部的钻削工具的第五实施形式的侧视图;
39.图6b:按照图6a的输送螺旋部在前部区域中的横截面;
40.图6c:按照图6a的输送螺旋部在中部区域中的横截面;
41.图6d:按照图6a的输送螺旋部的后部区域的横截面;
42.图7a:具有输送螺旋部的钻削工具的第六实施形式的侧视图;
43.图7b:按照图7a的输送螺旋部在前部区域中的横截面;
44.图7c:按照图7a的输送螺旋部在中部区域中的横截面;
45.图7d:按照图7a的输送螺旋部在后部区域中的横截面;
46.图8a:具有输送螺旋部的钻削工具的第七实施形式的侧视图;
47.图8b:按照图8a的输送螺旋部在前部区域中的横截面;
48.图8c:按照图8a的输送螺旋部在后部区域中的横截面;
49.图9a:具有输送螺旋部的钻削工具的第八实施形式的侧视图;
50.图9b:按照图9a的输送螺旋部的纵截面。
具体实施方式
51.在图1a中示出钻削工具10的侧视图,其构成为凿岩钻机12。
52.钻削工具10沿着其纵轴线14具有插接端部16、输送螺旋部18和钻头20。
53.钻削工具10例如设定为用于手持式工具机(未示出)。手持式工具机例如可以构成为锤钻。
54.插接端部16构成为用于将钻削工具10与sds-plus锤钻(特别是无需工具可松开地)连接。为此,插接端部16具有sds-plus接口22,其包括呈敞开的纵向凹槽26和闭合的纵向凹槽28形式的所属的形状锁合元件24,这些形状锁合元件24各自平行于钻削工具的纵轴线14延伸。插接端部16特别是构成为可被手持式工具机接收,从而插接端部16在与手持式工具机连接的状态下被手持式工具机包围。插接端部16的直径优选地标准化(normiert)用于能够与多个手持式工具机兼容。sds-plus接口例如具有大约10毫米的直径。其他类型的插接端部同样是可以考虑的。
55.输送螺旋部18设定为用于从钻孔运走岩石或钻屑。输送螺旋部18和插接端部16可以一件式或一体地构成。输送螺旋部18和/或插接端部16优选地由钢(特别是hss钢或回火钢)构成。输送螺旋部18的直径例如小于插接端部16的直径。输送螺旋部18的直径最大相应于钻头20的直径,所述钻头20的直径基本上预给定所产生的钻孔的直径。例如,输送螺旋部18的直径略小于钻头20的直径。
56.输送螺旋部18例如包括三个螺旋路径30。这些螺旋路径30例如构成为对称的。在图1b中示出输送螺旋部18在该输送螺旋部18的前部区域中的第一横截面。钻削工具10沿着纵轴线14从后部(也即从插接端部16)向前(也即向钻头20)延伸。该横截面垂直于纵轴线14构成。
57.这些螺旋路径30各自被两个螺旋臂32限界。这些螺旋臂32相互通过钻削工具10的芯部34连接。芯部34与钻削工具10的纵轴线14共轴地延伸。芯部34的芯部厚度圆36是(在横截面看)与这些螺旋路径30的所有凹槽底部38相切的尽可能最大的圆。芯部34具有芯部厚度35,其相应于芯部厚度圆36的直径。对称的螺旋路径30的凹槽底部38(在横截面看)位于同一径向高度上,并且在本实施形式中,所有三个凹槽底部38都位于芯部厚度圆36上。在非对称的螺旋路径30的情况下,至少一个凹槽底部38未位于芯部厚度圆36上。芯部厚度圆36的中点40再者位于钻削工具10的纵轴线14上。
58.对称的螺旋路径30此外基本上具有相同的横截面42。在输送螺旋部18的前部区域中的横截面42基本上具有相同尺寸。
59.在两个螺旋路径30之间的过渡部处,钻削工具10具有磨损面44。这些磨损面44将输送螺旋部18向外限界。这些磨损面44特别是螺旋路径30的螺旋臂32的径向外表面。这些螺旋路径30(在横截面看)具有相同的磨损面44。
60.再者,这些磨损面44具有带宽46。这些磨损面44的带宽46在此相应于这些磨损面垂直于各螺旋臂32的延伸方向的宽度。这些螺旋路径30的带宽46在输送螺旋部18的前部区域中构成为基本上相同。这些螺旋路径的带宽46沿着输送螺旋部18的纵轴线14构成为基本上恒定,从而这些带宽基本上不变化。
61.在图1c中示出输送螺旋部18在该输送螺旋部18的后部区域中的第二横截面。这些螺旋路径30在后部区域中同样构成为对称的。在后部区域中螺旋路径30的横截面48因此构成为基本上相同。在后部区域中横截面48的尺寸因此也相应于在前部区域中横截面42的尺寸。再者,这些磨损面44、这些磨损面44的带宽46以及芯部厚度圆36在前部区域中和后部区域中构成为基本上相同。
62.这些螺旋路径30因此不仅对称地而且沿着纵轴线14恒定地延伸。
63.钻头20具有切割体50,其例如构成为整体硬质金属头50。切割体50与输送螺旋部18材料锁合连接。这种连接例如可以通过熔焊方法或者钎焊方法实现。钻头20具有定心尖端52,其形成钻削工具10的前端侧端部。钻头20例如具有三个切割元件54,其基于定心尖端52向外延伸。这些切割元件54各自具有切割刃56,参见图1d中的钻削工具10的俯视图。
64.输送螺旋部的制造借助于铣削装置200实现。铣削装置200的示例性的铣削几何结构在图2中示出。铣削装置200的铣削几何结构如此构成,使得在一个铣削过程中可制造两个螺旋路径30。
65.为了按照图1a制造输送螺旋部18,在第一方法步骤中借助于铣削装置200制造两个螺旋路径30。紧接着,使得铣削装置200与钻削工具10相对彼此旋转120
°
,从而铣削几何结构的一部分在已经制造的螺旋路径30中行进,并且在第二方法步骤中以相同的铣削装置200仅仅制造另一螺旋路径30。
66.对按照图1a的输送螺旋部18的制造例如能够以针对第二方法步骤的如下参数实现:
[0067]-钻削工具10关于铣削装置200旋转120
°
;
[0068]-在钻削工具10与铣削装置200之间的间距是恒定的(在第一步骤中的间距=在第二步骤中的间距),由此使得芯部厚度保持恒定;
[0069]-由其制造出输送螺旋部18的钻削工具10(或坯件)的保持相同的旋转速度。为了制造出恒定的斜度,附加地使钻削工具的轴向进给相同并且恒定。
[0070]
通过该制造过程,这些螺旋路径30的两个端部58沿着纵轴线14相继设置,并且这些螺旋路径30的两个端部60垂直于纵轴线14相邻地设置。
[0071]
在图3a中示出具有输送螺旋部18a的钻削工具10a的另一实施形式的侧视图。钻削工具10a在此特别是在输送螺旋部18a的设计方案上有所不同。
[0072]
输送螺旋部18a具有三个螺旋路径30a:第一螺旋路径61a、第二螺旋路径62a以及第三螺旋路径63a。这些螺旋路径30a螺旋形地绕着钻削工具10a的纵轴线14a延伸。不同的螺旋路径30a的斜度逆着进给方向减小。
[0073]
在图3b中示出钻削工具10a在输送螺旋部18a的前部区域中的横截面,在图3c中示出钻削工具10a在中部区域中的横截面,以及在图3d中示出钻削工具10a在后部区域中的横截面。这些横截面在此在图3a中为了更好地定向仅大致地标记。
[0074]
这些螺旋路径30a构成为非对称的。
[0075]
在第一螺旋路径61a与第二螺旋路径62a之间设置有具有第一磨损面66a的第一螺旋臂64a。磨损面66a具有带宽68a,其沿着纵轴线14a并且相反于钻削工具10a的进给方向15a增大。
[0076]
在第二螺旋路径62a与第三螺旋路径63a之间设置有具有第二磨损面72a的第二螺旋臂70a。第二磨损面72a具有带宽74a,其沿着纵轴线14a并且相反于钻削工具10a的进给方向15a增大。
[0077]
在第三螺旋路径63a与第一螺旋路径61a之间设置有具有第三磨损面78a的第三螺旋臂76a。第三磨损面78a具有带宽80a,其沿着纵轴线14a并且相反于钻削工具10a的进给方向15a减小。
[0078]
这些螺旋路径30a(参见图3)在输送螺旋部18a的前部区域中的横截面42a构成为非对称的并且具有轻微的非对称性。这些螺旋路径30a在输送螺旋部18a的后部区域中的横截面48a同样构成为非对称的,其中,在输送螺旋部18a的后部区域中的非对称性是加强的(参见图3d)。
[0079]
钻削工具10a的芯部34a具有芯部厚度圆36a,其沿着纵轴线14a逆着进给方向15a增大。这种增大在此应理解为芯部厚度圆36a的直径的增大。在图3b-d中的横截面相比较而言,在输送螺旋部18a的前部区域中(参见图3b)的芯部厚度圆36a构成为最小,并且与在输送螺旋部18a的后部区域中的最大的芯部厚度圆36a的间距成正比地增大(参见图3d)。为了更好地阐明,输送螺旋部18a的前部区域的芯部厚度圆36a在图3c和3d中也虚线地描绘出。例如,芯部厚度圆从输送螺旋部的钻头侧至插接端部侧增大了约20%。
[0080]
如由图3b至3d的概览可得知的那样,磨损面(在横截面看)随着相应的带宽而提高,或相应的磨损面(在横截面看)随着带宽而降低。
[0081]
为了制造输送螺旋部18a,上述方法连同针对第二方法步骤的备选参数来使用:
[0082]-钻削工具10关于铣削装置200旋转120
°
;
[0083]-改变在钻削工具10与铣削装置200之间的间距,例如以这样的值进行改变:该值基本上相应于插接端部的直径的5%(1毫米);
[0084]-由其制造出输送螺旋部18的钻削工具10(或坯件)对照于第一方法步骤降低的旋转速度,由此螺旋路径的斜度发生变化,特别是该斜度朝着插接端部的方向减小。备选地也可以考虑的是,旋转速度是相同的,然而,减小钻削工具的轴向进给,并且由此改变斜度。通过钻削工具的轴向进给引起斜度备选地变化,这也可以转用于以下实施方案。
[0085]
在输送螺旋部18a的始端(钻头侧),这三个螺旋臂64a、70a、76a具有三个不同的带宽68a、74a、80a。朝着输送螺旋部18a的端部(插接端部侧)的方向,在此是最小的带宽80a减小而最大的带宽74a增大。通过对经改变的参数进行适合地匹配,同样可以考虑的是,不同的带宽68a、74a、80a在输送螺旋部18a的端部上基本上大小相同。在此,芯部厚度增加和旋转变化都补偿了这些带宽68a、74a、80a中的差别。
[0086]
在图4a中示出具有输送螺旋部18b的钻削工具10b的另一实施形式的侧视图。钻削工具10b在此特别是在输送螺旋部18b的设计方案上有所不同。
[0087]
输送螺旋部18b具有三个螺旋路径30b:第一螺旋路径61b、第二螺旋路径62b以及第三螺旋路径63b。这些螺旋路径30b螺旋形地绕着钻削工具10b的纵轴线14b延伸。不同的螺旋路径30b的斜度逆着进给方向减小。
[0088]
在图4b中示出钻削工具10b在输送螺旋部18b的前部区域中的横截面,在图4c中示出钻削工具10b在中部区域中的横截面,以及在图4d中示出钻削工具10b在后部区域中的横截面。这些横截面在此在图4a中为了更好地定向仅大致地标记。
[0089]
这些螺旋路径30b构成为非对称的。
[0090]
在第一螺旋路径61b与第二螺旋路径62b之间设置有具有第一磨损面66b的第一螺旋臂64b。磨损面66b具有带宽68b,其沿着纵轴线14b并且相反于钻削工具10b的进给方向15b减小。
[0091]
在第二螺旋路径62b与第三螺旋路径63b之间设置有具有第二磨损面72b的第二螺旋臂70b。第二磨损面72b具有带宽74b,其沿着纵轴线14b并且相反于钻削工具10b的进给方向15b减小。
[0092]
在第三螺旋路径63b与第一螺旋路径61b之间设置有具有第三磨损面78b的第三螺旋臂76b。第三磨损面78b具有带宽80b,其沿着纵轴线14b并且相反于钻削工具10b的进给方向15b减小。
[0093]
螺旋路径30b(参见图4b)在输送螺旋部18b的前部区域中的横截面42b构成为非对称的并且具有轻微的非对称性。这些螺旋路径30b在输送螺旋部18b的后部区域中的横截面48b同样构成为非对称的(参见图4d),其中,在输送螺旋部18b的后部区域中的横截面48b与在前部区域中的横截面42b不同,特别是更大。
[0094]
钻削工具10b的芯部34b具有芯部厚度圆36b,其沿着纵轴线14b基本上恒定。不仅芯部厚度圆36b的位置而且尺寸都沿着纵轴线14b基本上恒定。
[0095]
如由图4b至4d的概览可得知的那样,磨损面(在横截面看)随着相应的带宽也降低。
[0096]
为了制造输送螺旋部18b,上述方法连同针对第二方法步骤的备选参数来使用:
[0097]-钻削工具10b关于铣削装置200旋转115
°
;
[0098]-在钻削工具10b与铣削装置200之间的间距恒定;
[0099]-由其制造出输送螺旋部18b的钻削工具10b(或坯件)对照于第一方法步骤降低的旋转速度,由此这些螺旋路径的斜度发生变化,特别是该斜度朝着插接端部的方向减小。
[0100]
在输送螺旋部18b的始端(钻头侧),三个螺旋臂64b、70b、76b具有三个带宽68b、74b、80b,这些带宽朝着输送螺旋部18b的端部(插接端部侧)的方向分别减小。
[0101]
在图5a中示出具有输送螺旋部18c的钻削工具10c的另一实施形式的侧视图。钻削工具10c在此特别是在输送螺旋部18c的设计方案上有所不同。
[0102]
输送螺旋部18c具有三个螺旋路径30c:第一螺旋路径61c、第二螺旋路径62c以及第三螺旋路径63c。这些螺旋路径30c螺旋形地绕着钻削工具10c的纵轴线14c延伸。不同的螺旋路径30c的斜度构成为相同且恒定。
[0103]
在图5b中示出钻削工具10c在输送螺旋部18c的前部区域中的横截面,在图5c中示出钻削工具10c在中部区域中的横截面,以及在图5d中示出钻削工具10c在后部区域中的横截面。这些横截面在此在图5a中为了更好地定向仅大致地标记。
[0104]
这些螺旋路径30c构成为非对称的。
[0105]
在第一螺旋路径61c与第二螺旋路径62c之间设置有具有第一磨损面66c的第一螺旋臂64c。磨损面66c具有带宽68c,其构成为沿着纵轴线14c并且相反于钻削工具10c的进给
方向15c基本上恒定。
[0106]
在第二螺旋路径62c与第三螺旋路径63c之间设置有具有第二磨损面72c的第二螺旋臂70c。第二磨损面72c具有带宽74c,其构成为沿着纵轴线14c并且相反于钻削工具10c的进给方向15c基本上恒定。
[0107]
在第三螺旋路径63c与第一螺旋路径61c之间设置有具有第三磨损面78c的第三螺旋臂76c。第三磨损面78c具有带宽80c,其沿着纵轴线14c并且相反于钻削工具10c的进给方向15c增大。
[0108]
这些螺旋路径30c(参见图5b)在输送螺旋部18c的前部区域中的横截面42c构成为非对称的并且具有非对称性。这些螺旋路径30c在输送螺旋部18c的后部区域中的横截面48c同样构成为非对称的(参见图5d),其中,在输送螺旋部18c的后部区域中的横截面48c与在输送螺旋部18c的前部区域中的横截面42c仅仅部分不同。第二螺旋路径62c的横截面基本上恒定,而第一和第三螺旋路径61c、63c的横截面减小。
[0109]
钻削工具10c的芯部34c具有芯部厚度圆36c,其沿着纵轴线14c基本上恒定。不仅芯部厚度圆36c的位置而且尺寸都沿着纵轴线14c基本上恒定。
[0110]
为了制造输送螺旋部18c,上述方法连同针对第二方法步骤的备选参数来使用:
[0111]-钻削工具10c关于铣削装置200旋转115
°
;
[0112]-在钻削工具10c与铣削装置200之间的间距恒定;
[0113]-由其制造出输送螺旋部18b的钻削工具10c(或坯件)对照于第一方法步骤提高的旋转速度,由此这些螺旋路径的斜度发生变化,特别是该斜度朝着插接端部的方向增大。
[0114]
在输送螺旋部18c的始端(钻头侧),三个螺旋臂64c、70c、76c具有两个不同的带宽。这些螺旋臂中的两个64c、70c具有相同的带宽68c、74c,而这些螺旋臂之一76c具有提高的带宽80c。较小的带宽68c、74c在此恒定,而较大的带宽80c增大。
[0115]
在图6a中示出具有输送螺旋部18d的钻削工具10d的另一实施形式的侧视图。钻削工具10d在此特别是在输送螺旋部18d的设计方案上有所不同。
[0116]
输送螺旋部18d具有三个螺旋路径30d:第一螺旋路径61d、第二螺旋路径62d以及第三螺旋路径63d。这些螺旋路径30d螺旋形地绕着钻削工具10d的纵轴线14d延伸。不同的螺旋路径30d的斜度逆着进给方向增大。
[0117]
在图6b中示出钻削工具10d在输送螺旋部18d的前部区域中的横截面,在图6c中示出钻削工具10d在中部区域中的横截面,以及在图6d中示出钻削工具10d在后部区域中的横截面。这些横截面在此在图6a中为了更好地定向仅大致地标记。
[0118]
这些螺旋路径30d构成为非对称的。
[0119]
在第一螺旋路径61d与第二螺旋路径62d之间设置有具有第一磨损面66d的第一螺旋臂64d。磨损面66d具有带宽68d,其沿着纵轴线14d并且相反于钻削工具10d的进给方向15d基本上增大。
[0120]
在第二螺旋路径62d与第三螺旋路径63d之间设置有具有第二磨损面72d的第二螺旋臂70d。第二磨损面72d具有带宽74d,其沿着纵轴线14d并且相反于钻削工具10d的进给方向15d基本上增大。
[0121]
在第三螺旋路径63d与第一螺旋路径61d之间设置有具有第三磨损面78d的第三螺旋臂76d。第三磨损面78d具有带宽80d,其沿着纵轴线14d并且相反于钻削工具10d的进给方
向15d增大。
[0122]
这些螺旋路径30d(参见图6b)在输送螺旋部18d的前部区域中的横截面42d构成为非对称的并且具有轻微的非对称性。这些螺旋路径30d在输送螺旋部18d的后部区域中的横截面48d同样构成为非对称的(参见图6d),其中,在输送螺旋部18d的后部区域中的横截面48d与在前部区域中的横截面42d不同。这些螺旋路径30d的全部横截面沿着纵轴线14d逆着进给方向15d减小。
[0123]
钻削工具10d的芯部34d具有芯部厚度圆36d,其沿着纵轴线14d逆着进给方向15d增大。
[0124]
如由图6b至6d的概览可得知的那样,磨损面(在横截面看)随着相应的带宽也提高,其中,横截面成反比地降低。
[0125]
为了制造输送螺旋部18d,上述方法连同针对第二方法步骤的备选参数来使用:
[0126]-钻削工具10d关于铣削装置200旋转115
°
;
[0127]-改变在钻削工具10d与铣削装置200之间的间距,例如以这样的值进行改变:该值基本上相应于插接端部的直径的5%(1毫米);
[0128]-由其制造出输送螺旋部18d的钻削工具10d(或坯件)对照于第一方法步骤提高的旋转速度,由此这些螺旋路径的斜度发生变化,特别是该斜度朝着插接端部的方向增大。
[0129]
在输送螺旋部18d的始端(钻头侧),三个螺旋臂64d、70d、76d具有两个不同的带宽。这些螺旋臂中的两个64d、70d具有相同的带宽68d、74d,而这些螺旋臂之一76d具有提高的带宽80d。不仅较小的带宽68d、74d而且较大的带宽80d都沿着纵轴线14d增大。
[0130]
在图7a中示出具有输送螺旋部18e的钻削工具10e的另一实施形式的侧视图。钻削工具10e在此特别是在输送螺旋部18e的设计方案上有所不同。
[0131]
输送螺旋部18e具有三个螺旋路径30e:第一螺旋路径61e、第二螺旋路径62e以及第三螺旋路径63e。这些螺旋路径30e螺旋形地绕着钻削工具10e的纵轴线14e延伸。
[0132]
在图7b中示出钻削工具10e在输送螺旋部18e的前部区域中的横截面,在图7c中示出钻削工具10e在中部区域中的横截面,以及在图7d中示出钻削工具10e在后部区域中的横截面。这些横截面在此在图7a中为了更好地定向仅大致地标记。
[0133]
这些螺旋路径30e构成为非对称的。
[0134]
在第一螺旋路径61e与第二螺旋路径62e之间设置有具有第一磨损面66e的第一螺旋臂64e。磨损面66e具有带宽68e,其沿着纵轴线14b并且相反于钻削工具10e的进给方向15e增大、特别是稍微地增大。
[0135]
在第二螺旋路径62e与第三螺旋路径63e之间设置有具有第二磨损面72e的第二螺旋臂70e。第二磨损面72e具有带宽74e,其沿着纵轴线14e并且相反于钻削工具10e的进给方向15e增大、特别是稍微地增大。
[0136]
在第三螺旋路径63e与第一螺旋路径61e之间设置有具有第三磨损面78e的第三螺旋臂76e。第三磨损面78e具有带宽80e,其沿着纵轴线14e并且相反于钻削工具10e的进给方向15e减小、特别是稍微地减小。
[0137]
螺旋路径30e(参见图7b)在输送螺旋部18e的前部区域中的横截面42e构成为非对称的并且具有非对称性。螺旋路径30e在输送螺旋部18e的后部区域中的横截面48e同样构成为非对称的(参见图7d),其中,在输送螺旋部18e的后部区域中的横截面48e与在前部区
域中的横截面42e不同,特别是减小。
[0138]
钻削工具10e的芯部34e具有芯部厚度圆36e,其沿着纵轴线14e并且逆着进给方向15e增大。
[0139]
为了制造输送螺旋部18e,上述方法连同针对第二方法步骤的备选参数来使用:
[0140]-钻削工具10e关于铣削装置200旋转115
°
;
[0141]-改变在钻削工具10e与铣削装置200之间的间距,例如以这样的值进行改变:该值基本上相应于插接端部的直径的5%(1毫米);
[0142]-由其制造出输送螺旋部18e的钻削工具10e(或坯件)对照于第一方法步骤降低的旋转速度,由此这些螺旋路径的斜度变化,特别是该斜度朝着插接端部的方向减小。
[0143]
通过对所应用的参数进行适合地匹配,同样可以考虑的是,这些螺旋路径30e具有相似的或基本上相同的带宽。相似在此应理解为在带宽的10%以下的微小偏差。
[0144]
在图8a中示出具有输送螺旋部18f的钻削工具10f的另一实施形式的侧视图。钻削工具10f在此特别是在输送螺旋部18f的设计方案上有所不同。
[0145]
输送螺旋部18f具有三个螺旋路径30f:第一螺旋路径61f、第二螺旋路径62f以及第三螺旋路径63f。这些螺旋路径30f螺旋形地绕着钻削工具10f的纵轴线14f延伸。不同的螺旋路径30f的斜度构成为相同且恒定。
[0146]
在图8b中示出钻削工具10f在输送螺旋部18f的前部区域中的横截面,在图8c中示出钻削工具10f在后部区域中的横截面。这些横截面在此在图8a中为了更好地定向仅大致地标记。
[0147]
这些螺旋路径30f构成为基本对称的。
[0148]
在第一螺旋路径61f与第二螺旋路径62f之间设置有具有第一磨损面66f的第一螺旋臂64f。磨损面66f具有带宽68f,其沿着纵轴线14f并且相反于钻削工具10f的进给方向15f减小。
[0149]
在第二螺旋路径62f与第三螺旋路径63f之间设置有具有第二磨损面72f的第二螺旋臂70f。第二磨损面72f具有带宽74f,其沿着纵轴线14f并且相反于钻削工具10f的进给方向15f减小。
[0150]
在第三螺旋路径63f与第一螺旋路径61f之间设置有具有第三磨损面78f的第三螺旋臂76f。第三磨损面78f具有带宽80f,其沿着纵轴线14f并且相反于钻削工具10f的进给方向15f减小。
[0151]
螺旋路径30f(参见图8b)在输送螺旋部18f的前部区域中的横截面42f构成为基本上对称的。这些螺旋路径30f在输送螺旋部18f的后部区域中的横截面48f同样构成为对称的(参见图8c),其中,在输送螺旋部18f的后部区域中的横截面48f与在输送螺旋部18f的前部区域中的横截面42f不同。这些螺旋路径30f的所有横截面沿着纵轴线14f逆着进给方向15f增大。
[0152]
钻削工具10f的芯部34f具有芯部厚度圆36f,其沿着纵轴线14f逆着进给方向15f增大。这种增大在此连续地且与所述间距成比例地实现。
[0153]
如由图8b至8c的概览可得知的那样,磨损面(在横截面看)随着相应的带宽也降低,其中,横截面成比例地提高。
[0154]
为了制造输送螺旋部18g,上述方法连同针对第二方法步骤的备选参数来使用:
[0155]-钻削工具10f关于铣削装置200旋转120
°
;
[0156]-改变在钻削工具10f与铣削装置200之间的间距,例如以这样的值进行改变:该值基本上相应于插接端部的直径的5%(1毫米);
[0157]-由其制造出输送螺旋部18f的钻削工具10f(或坯件)对照于第一方法步骤保持相同的旋转速度。
[0158]
在图9a中示出具有输送螺旋部18g的钻削工具10g的另一实施形式的侧视图。钻削工具10g在此特别是在输送螺旋部18g的设计方案上有所不同。
[0159]
输送螺旋部18g具有三个螺旋路径30g:第一螺旋路径61g、第二螺旋路径62g以及第三螺旋路径63g。这些螺旋路径30g螺旋形地绕着钻削工具10g的纵轴线14g延伸。不同的螺旋路径30g的斜度构成为相同且恒定。
[0160]
在图9b中示出钻削工具10g的输送螺旋部18g的纵截面。
[0161]
在第一螺旋路径61g与第二螺旋路径62g之间设置有具有第一磨损面66g的第一螺旋臂64g。磨损面66g具有带宽68g,其沿着纵轴线14g并且相反于钻削工具10g的进给方向15g增大。
[0162]
在第二螺旋路径62g与第三螺旋路径63g之间设置有具有第二磨损面72g的第二螺旋臂70g。第二磨损面72g具有带宽74g,其沿着纵轴线14g并且相反于钻削工具10g的进给方向15g增大。
[0163]
在第三螺旋路径63g与第一螺旋路径61g之间设置有具有第三磨损面78g的第三螺旋臂76g。第三磨损面78g具有带宽80g,其沿着纵轴线14g并且相反于钻削工具10g的进给方向15g增大。
[0164]
这些螺旋臂如此构成,使得由该侧看去彼此叠置的三个带宽68g、74g、80g基本上具有相同的尺寸或者相互间仅仅稍微具有偏差。
[0165]
钻削工具10g的芯部34g具有芯部厚度圆36g,其沿着纵轴线14g逆着进给方向15g增大。这种增大在此连续地并且与所述间距成比例地实现。
[0166]
为了制造输送螺旋部18g,上述方法连同针对第二方法步骤的备选参数来使用:
[0167]-钻削工具10g关于铣削装置200旋转115
°
;
[0168]-改变在钻削工具10g与铣削装置200之间的间距;
[0169]-由其制造出输送螺旋部18g的钻削工具10g(或坯件)对照于第一方法步骤保持相同的旋转速度。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1