加工用红景天切片工艺与装置的制作方法
1.本发明涉及红景天加工相关技术领域。更具体地说,本发明涉及一种加工用红景天切片工艺与装置。
背景技术:
2.红景天根具有益气活血、通脉平喘的功效。通常红景天根需要切片使用,人工切割效率低,成本高,而且因红景天根的尺寸并不均一,通用切割设备也无法完全满足需求。因此,继续设计一种能够一定程度克服上述缺陷的技术方案。
技术实现要素:
3.本发明的一个目的是提供一种加工用红景天切片工艺与装置,相比于人工切片,能够连续不断地对红景天根进行切片,效率高,且切片质量较高。
4.为了实现本发明的这些目的和其它优点,根据本发明的一个方面,本发明提供了加工用红景天切片装置,包括:倾斜板;多块隔板,多块所述隔板垂直间隔设置在所述倾斜板表面,并形成多条沿着所述倾斜板长度方向的滑行通道,多条所述滑行通道的宽度尺寸与红景天根匹配,多条所述滑行通道至少包括停留区和切割区,所述停留区位于所述切割区上游,所述停留区布设有第一吸气孔;真空泵,其设置在所述倾斜板下方,并通过输气管与多条所述滑行通道的所述停留区的所述第一吸气孔分别连通;切割机构,其包括固定板、多组切刀和伸缩杆,所述切割机构设置在所述切割区上方,多组所述切刀设置在所述固定板下表面,每组所述切刀包括多个平行间隔设置的所述切刀,每组所述切刀与一条所述滑行通道对应,所述伸缩杆与所述固定板的上表面连接,用于驱动所述切割机构向所述切割区移动,对所述切割区内的红景天根执行切割动作。
5.进一步地,还包括:底座,所述倾斜板设置在所述底座上表面,所述倾斜板的倾角为20~30℃。
6.进一步地,多条所述滑行通道内设置有红外传感器,所述红外传感器设置在所述停留区和所述切割区之间,用于检测是否有红景天根从所述停留区向所述切割区移动。
7.进一步地,所述停留区还布设有第一通气孔,所述切割区布设有第二吸气孔和第二通气孔,所述第二吸气孔通过输气管与所述真空泵连通,所述第一通气孔和所述第二通气孔通过输气管连通至一鼓风机。
8.进一步地,输气管上设置有电磁阀,与所述第一吸气孔对应的电磁阀用于控制各所述停留区的所述第一吸气孔吸气或不吸气,与所述第一通气孔对应的电磁阀用于控制各所述停留区的所述第一通气孔吹气或不吹气,当已存在红景天根从所述停留区向所述切割区移动后,则控制所述第一吸气孔吸气,当在预定时间段内无红景天根从所述停留区向所述切割区移动,则控制所述第一通气孔吹气。
9.进一步地,与所述第二吸气孔对应的电磁阀用于控制各所述切割区的所述第二吸气孔吸气或不吸气,与所述第二通气孔对应的电磁阀用于控制各所述切割区的所述第二通
气孔吹气或不吹气,在所述切割机构执行切割动作之前,则控制所述第二吸气孔吸气,在所述切割机构执行切割动作之后,则控制所述第二通气孔吹气。
10.进一步地,还包括:输送带,其与所述倾斜板的上端齐平,用于向所述倾斜板输送红景天根。
11.根据本发明的另一个方面,本发明还提供了加工用红景天切片工艺,使用所述的加工用红景天切片对红景天根进行切片。
12.本发明至少包括以下有益效果:
13.本发明的加工用红景天切片装置包括倾斜板、多块隔板、真空泵和切割机构,多块隔板在倾斜板上形成多条供红景天根向下滑动的滑行通道,滑行通道包括停留区和切割区,真空泵通过第一吸气孔为停留区提供吸力,使红景天根停留在停留区,切割机构用于对滑动进入切割区的红景天根进行切片,得到薄片状红景天根;相比于人工切片,本发明能够连续不断地对红景天根进行切片,效率相对更高,多块切刀等距离对红景天根进行切片,且滑行通道对红景天根的摆放方向进行了限制,故切片质量较高。
14.本发明的其它优点、目标和特征将部分通过下面的说明体现,部分还将通过对本发明的研究和实践而为本领域的技术人员所理解。
附图说明
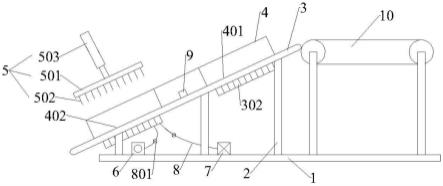
15.图1为本发明的结构示意图;
16.图2为本发明倾斜板的结构示意图;
17.底座1、支架2、倾斜板3、隔板4、切割机构5、真空泵6、鼓风机7、输气管8、红外传感器9、输送带10、第一吸气孔301、停留区401、切割区402、固定板501、多组切刀502和伸缩杆503。
具体实施方式
18.下面结合附图对本发明做进一步的详细说明,以令本领域技术人员参照说明书文字能够据以实施。
19.应当理解,本文所使用的诸如“具有”、“包含”以及“包括”术语并不排除一个或多个其它元件或其组合的存在或添加。
20.如图1、2所示,本技术的实施例提供了加工用红景天切片装置,包括:倾斜板3;多块隔板4,多块所述隔板4垂直间隔设置在所述倾斜板3表面,并形成多条沿着所述倾斜板3长度方向的滑行通道,多条所述滑行通道的宽度尺寸与红景天根匹配,多条所述滑行通道至少包括停留区401和切割区402,所述停留区401位于所述切割区402上游,所述停留区401布设有第一吸气孔301;真空泵6,其设置在所述倾斜板3下方,并通过输气管8与多条所述滑行通道的所述停留区401的所述第一吸气孔301分别连通;切割机构5,其包括固定板501、多组切刀502和伸缩杆503,所述切割机构5设置在所述切割区402上方,多组所述切刀502设置在所述固定板501下表面,每组所述切刀502包括多个平行间隔设置的所述切刀502,每组所述切刀502与一条所述滑行通道对应,所述伸缩杆503与所述固定板501的上表面连接,用于驱动所述切割机构5向所述切割区402移动,对所述切割区402内的红景天根执行切割动作;
21.在上述实施例中,倾斜板3为切片装置的主体,多块隔板4设置在倾斜板3上表面,
并沿着长度方向延伸,在倾斜板3上形成多条狭长的滑行通道,滑行通道以能够供红景天根下滑的尺寸设置;滑行通道包括位于中上部的停留区401和位于下部的切割区402,停留区401对应的倾斜板3表面分布有第一吸气孔301,第一吸气孔301与真空泵6连通,即当需要使位于停留区401的红景天根停留更多时间时,由真空泵6提供吸力,将红景天根滞留在停留区401内;切割机构5设置在切割区402上方,切割机构5的固定板501上设置多组切刀502,切刀502的组数与切割区402内的滑行通道匹配,各组切刀502的切刀502间距根据所需的切片厚度调整,切刀502垂直于倾斜板3,各组切刀502的位置与各滑行通道分别对应,伸缩杆503与固定板501连接,用于将切割机构5向切割区402移动,各组切刀502对对应滑行通道内的柱状红景天根进行切片,得到薄片状红景天根切片;
22.使用时,从倾斜板3上端送入红景天根,红景天根从上端下滑,被多块隔板4分隔,使得各红景天根大致沿着长度方向下滑,依次经过停留区401和切割区402,在切割区402被切割机构5切片,当切割区402已经存在红景天根时,停留区401则利用真空泵6使得第一吸气孔301吸气,增大红景天根的摩擦力,将红景天根滞留在停留区401,在切片完成后,停止吸气,使得红景天根下滑至切割区402被切割机构5切片;倾斜板3下端设置收集篮,收集红景天切片;
23.可以看出,相比于人工切片,本实施例能够连续、有序地对红景天根进行切片,效率高,多块切刀502等距离对红景天根进行切片,且滑行通道对红景天根的摆放方向进行了限制,故切片质量较高。
24.在另一些实施例中,还包括:底座1,所述倾斜板3设置在所述底座1上表面,所述倾斜板3的倾角为20~30℃,底座1用于与地面紧固,倾斜板3通过支架2设置在底座1上,倾斜角度可根据试验确定,能够使得红景天根顺畅下滑即可。
25.在另一些实施例中,多条所述滑行通道内分别设置有红外传感器9,所述红外传感器9设置在所述停留区401和所述切割区402之间,用于检测是否有红景天根从所述停留区401向所述切割区402移动,利用红景天根是否阻挡红外线判断是否有红景天根从停留区401向切割区402滑动。
26.在另一些实施例中,所述停留区401还布设有第一通气孔,所述切割区402布设有第二吸气孔和第二通气孔,所述第二吸气孔通过输气管8与所述真空泵6连通,所述第一通气孔和所述第二通气孔通过输气管8连通至一鼓风机7;如图2所示,第一通气孔、第一吸气孔301、第二通气孔、第二吸气孔呈多排分布,第一通气孔排和第一吸气孔301排交替分布,第二通气孔排和第二吸气孔排交替分布,图2中仅标注了第一吸气孔301,第一通气孔、第二吸气孔、第二通气孔均与与图2中第一吸气孔301的设置方式相同,图2中停留区或切割区,奇数排为吸气孔,偶数排为通气孔;通过在倾斜板3底部设置多个气室302,气室302呈立方体状,气室302上设置有方便输气管8连接的接口,各气室302连接在一起,以便整体安装在倾斜板3下表面,每个气室302与一排第一通气孔、第一吸气孔301、第二通气孔或第二吸气孔连通;第一通气孔与鼓风机7连通,用于使第一通气孔吹气,当红景天根被滑行通道阻挡时,通过底部吹气促进红景天根下滑,或者红景天的摩擦力过大导致下滑速度过慢时,底部吹气减小摩擦力;第二吸气孔与真空泵6连通,用于将红景天根停留在切割区402内,使切割机构5能够对红景天进行切割,避免因红景天根滑动速度过快,而没有及时被切割;第二通气孔与鼓风机7连通,在切割完成后,第二通气孔吹气,使红景天切片快速滑离切割区402,
方便下一次切片动作。
27.在另一些实施例中,输气管8上设置有电磁阀801,与所述第一吸气孔301对应的电磁阀801用于控制各所述停留区401的所述第一吸气孔301吸气或不吸气,与所述第一通气孔对应的电磁阀801用于控制各所述停留区401的所述第一通气孔吹气或不吹气,当已存在红景天根从所述停留区401向所述切割区402移动后,则控制所述第一吸气孔301吸气,当在预定时间段内无红景天根从所述停留区401向所述切割区402移动,则控制所述第一通气孔吹气;电磁阀801设置在输气管8上,用于控制吹气孔是否吹气以及吸气孔是否吸气,并通过处理器对切片过程实行智能控制,当红外传感器9检测到红景天根向切割区402移动后,表明切割区402内存在红景天根,当每个滑行通道的切割区402均存在红景天根时,切割机构5对红景天根进行切片,并利用第一吸气孔301吸气,使得停留区401的红景天根在停留区401短暂停留,避免进入切割区402影响切片;而在预定时间段内没有检测到红景天根,则表明红景天根卡在了停留区401,或因为摩擦力过大无法及时滑动至切割区402,此时第一通气孔吹气,促进红景天根下滑至切割区402。
28.在另一些实施例中,与所述第二吸气孔对应的电磁阀801用于控制各所述切割区402的所述第二吸气孔吸气或不吸气,与所述第二通气孔对应的电磁阀801用于控制各所述切割区402的所述第二通气孔吹气或不吹气,在所述切割机构5执行切割动作之前,则控制所述第二吸气孔吸气,在所述切割机构5执行切割动作之后,则控制所述第二通气孔吹气;本实施例进一步结合处理器对切片过程进行智能控制,在红景天根进入切割区402后,第二吸气孔吸气,将红景天根滞留在切割区402内,方便切割机构5切片,在切割完成后,第二吸气孔停止吸气,第二通气孔吹气,促进红景天切片快速滑离切割区402。
29.在另一些实施例中,还包括:输送带10,其与所述倾斜板3的上端齐平,也通过支架2设置在底座1上,用于向所述倾斜板3输送红景天根,输送带10将红景天根输送至倾斜板3上端,使红景天根下滑;可选地,输送带10上的红景天根应该间隔一定的距离,且间隔的距离与停留区与切割区的距离大致匹配,避免在倾斜板3上端堵塞。
30.本技术的实施例还提供了加工用红景天切片工艺,使用所述的加工用红景天切片对红景天根进行切片,具体而言,从倾斜板3上端送入红景天根,红景天根从上端下滑,被多块隔板4分隔,使得各红景天根大致沿着长度方向下滑,依次经过停留区401和切割区402,在切割区402被切割机构5切片,当切割区402已经存在红景天根时,停留区401则利用真空泵6使得第一吸气孔301吸气,增大红景天根的摩擦力,将红景天根滞留在停留区401,在切片完成后,停止吸气,使得红景天根下滑至切割区402。
31.这里说明的设备数量和处理规模是用来简化本发明的说明的。对本发明加工用红景天切片装置的应用、修改和变化对本领域的技术人员来说是显而易见的。
32.尽管本发明的实施方案已公开如上,但其并不仅仅限于说明书和实施方式中所列运用,它完全可以被适用于各种适合本发明的领域,对于熟悉本领域的人员而言,可容易地实现另外的修改,因此在不背离权利要求及等同范围所限定的一般概念下,本发明并不限于特定的细节和这里示出与描述的图例。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1